

- 195.79 KB
- 2022-04-22 13:46:27 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'nz中华人民共和国地质矿产行业标准Dz/"r0089一93地质钻探用钻塔技术条件1993一12一09发布1994一10一01实施中华人民共和国地质矿产部发布
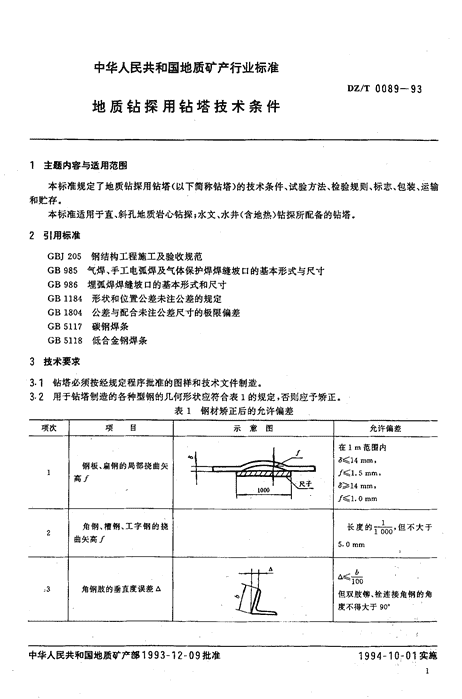
中华人民共和国地质矿产行业标准Dz/T0089一93地质钻探用钻塔技术条件1主题内容与适用范围本标准规定了地质钻探用钻塔(以下简称钻塔)的技术条件、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于直、斜孔地质岩心钻探;水文、水井(含地热)钻探所配备的钻塔。2引用标准GBJ205钢结构工程施工及验收规范GB985气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸GB986埋弧焊焊缝坡口的基本形式和尺寸GB1184形状和位置公差未注公差的规定GB1804公差与配合未注公差尺寸的极限偏差GB5117碳钢焊条GB5118低合含钢悍条3技术要求3.1钻塔必须按经规定程序批准的图样和技术文件制造。32用于钻塔制造的各种型钢的几何形状应符合表1的规定,否则应予矫正。表1钢材矫正后的允许偏差项次项目示意图允许偏差在lm范围内I8(14mm.钢板、扁钢的局部挠曲矢冷二二,1匕1廿r,Z-17771f-<1.5mm,高f}气5)14mm,if(1.0mm角钢、槽钢、工字钢的挠长度的_10100,但不大于2曲矢高f△}、}1b00J3角钢肢的垂直度误差△但双肢铆、栓连接角钢的角屉度不得大于900中华人民共和国地质矿产部1993一,2一09批准1994一10一01实施1
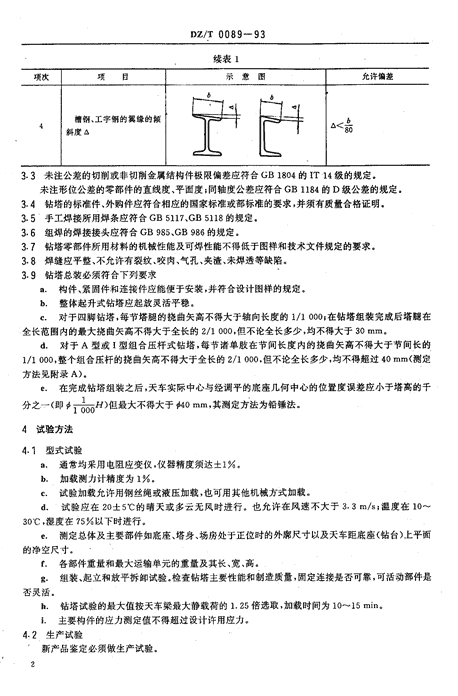
Dz/T0089一93续表1项次示惫图允许偏差槽钢、工字钢的翼缘的倾A<80斜度么3.3未注公差的切削或非切削金属结构件极限偏差应符合GB1804的IT14级的规定。未注形位公差的零部件的直线度、平面度;同轴度公差应符合GB1184的D级公差的规定。3.4钻塔的标准件、外购件应符合相应的国家标准或部标准的要求,并须有质量合格证明。3.5手工焊接所用焊条应符合GB5117,GB5118的规定。3.6组焊的焊接接头应符合GB985,GB986的规定。3.7钻塔零部件所用材料的机械性能及可焊性能不得低于图样和技术文件规定的要求。3.8焊缝应平整、不允许有裂纹、咬肉、气孔、夹渣、未焊透等缺陷.I9钻塔总装必须符合下列要求e.构件、紧固件和连接件应能便于安装,并符合设计图样的规定。卜.整体起升式钻塔应起放灵活平稳。c.对于四脚钻塔,每节塔腿的挠曲矢高不得大于轴向长度的1/1000,在钻塔组装完成后塔腿在全长范围内的最大挠曲矢高不得大于全长的2/1000,但不论全长多少,均不得大于30mm,d.对于A型或I型组合压杆式钻塔,每节诸单肢在节间长度内的挠曲矢高不得大于节间长的1/1000,整个组合压杆的挠曲矢高不得大于全长的2/1000,但不论全长多少,均不得超过40mm(测定方法见附录A),e.在完成钻塔组装之后,天车实际中心与经调平的底座几何中心的位置度误差应小于塔高的千分之一(即,10100)但最大不得大于040mm,其测定“为铅锤法。试验方法4.1型式试验。通常均采用电阻应变仪,仪器精度须达士I%.b.加载测力计精度为1%,c.试验加载允许用钢丝绳或液压加载,也可用其他机械方式加载。d.试验应在20士5℃的晴夭或多云无风时进行。也允许在风速不大于3.3m/s;温度在10-30`C,湿度在75写以下时进行。e.测定总体及主要部件如底座、塔身、场房处于正位时的外廓尺寸以及夭车距底座(钻台)上平面的净空尺寸。f.各部件重量和最大运输单元的重量及其长、宽、高。9.组装、起立和放平拆卸试验。检查钻塔主要性能和制造质量,固定连接是否可靠,可活动部件是否灵活。h.钻塔试验的最大值按天车梁最大静载荷的1.25倍选取,加载时间为10^-15min,1.主要构件的应力测定值不得超过设计许用应力。4.2生产试验新产品鉴定必须做生产试验。
DZ/T0089一93生产试验应在说明书规定的范围内进行,被试钻塔必须达到该钻塔所能担负的额定深度。且试验孔不少于2个;否则不得作为生产试验报告的依据。试验中应对孔深、设备型号及能力、卡钻、强力起拔时的载荷进行记录,并对当时钻塔的状况进行描述。在生产试验中允许钻塔按正常维修要求更换易损件。试验后应填写试验报告,内容应包括:a前言;b.钻塔主要参数及照片;各项试验内容条件(设备、仪器、地质条件、天气条件等)及结果;d.结论及建议,根据试验结果评价钻塔的性能指标及钻塔的适应性、拆装维修的方便性等以及改进意见和建议;试验时间、地点、人员、试验负贵人签名等。检验规则检验规则分出厂检验和型式检验。5.1出厂检验每批钻塔应抽生产数量的2%台数进行总装检验,至少总装一台按图样要求及本标准3.9条,4.1条中e,f,B的规定进行检验,合格后方可出厂。对于大型钻探设备A型专用钻塔应每台组装并作起放塔试验。5-2型式试验有下列情况之一时进行型式检验,按4.1条进行.a.新产品的样塔定型鉴定;b老产品有重大设计改变;c.产品的转厂生产;d.国家质量监督机构提出进行型式检验时。5.3用户验收产品一般以制造厂检验部门提供的检验记录和出示的产品合格证或质量证明书为依据,在合同有特别注明时用户可参加4.1条规定的试验。6涂漆要求6.1产品须经检验合格后方可涂漆。6-2徐漆前所有构件表面必须经清除铁锈、焊渣、飞溅、毛刺及油污等各种表面积垢。6.3涂漆宜在周围环境温度为15-30℃时进行,当气温低于5℃或高于35℃时一般不宜施工。6.4徐漆表面的漆层应光滑均匀,不得有气泡、斑点、皱折、剥落等缺陷。了标志、包装、运输、储存了,1钻塔应在图样规定的位置装订铭牌,铭牌内容包括a.制造厂名称;b.钻塔型号和名称;钻塔有效高度;d.天车额定载荷;e.天车最大起重量;f钻塔自重;9.适用最大风速;h.出厂编号;1.出厂日期。
Dz/T0089一937.2钻塔所有构件必须统一安装编号,并在规定位置焊以冲压字的编号牌,字迹要清晰。了.3出厂钻塔应附带下列技术文件a.安装使用说明书;b.产品合格证;c装箱清单。7.4钻塔出厂时各配合连接部位涂以足够的润滑脂。所有紧固件及零散易卸零、部件和随塔文件需用防水的腊纸或塑料袋包装同天车一起装入箱内。了.5运输时,应轻装轻卸、不允许碰撞。7.6钻塔应储存在通风干燥的仓库内,严禁与具有腐蚀性的物质存放在一起,以免引起腐蚀。
Dz/T0089一93附录A组合压杆挠曲矢高的测定方法(补充件)将整个组合压杆,水平支架在距两端按1/5总长处最接近的组合节点下部:用0.2mm钢丝拉线,测定诸分肢直线段部分不同方向的挠曲矢高,拉线端吊锤质量为4kg,把诸不同单肢在同一方向的测定值平均,作为组合压杆直线段部分在该方向的挠曲矢高,并择其不同方向中最大者,作为最大挠曲矢高;用最大挠曲矢高乘以组合压杆全长与直线段部分长度的比值,认定为组合压杆全长的最大挠曲矢高.附录B主要结构参数测定记录表(参考件)测量值设计值底座(钻台)塔身天车场房运输单元最大重量总重总长/总高工作状态总宽夭车高度长运输状态宽高测定人员记录人员
Dz/T0089一93附录C组装起立与放平拆卸钻塔测定记录表(参考件)钻塔名称及型号生产厂项目测量值天车有效高度,m夭车中心与底座几何中心位置度公差,mm组装起立塔塔腿全长在任惫方向的挠曲矢高,mm组装起立塔花费时间,卜组装起立塔参加人次小时数构件最大挠曲矢高,mm放平拆卸塔放平及拆卸花费时间,h放平拆卸塔参加人次小时数注:组装起立塔时间指平整地基后钻塔开始组装到钻塔可以正常使用所需的时间。拆卸时间指从开始放平或拆卸至少用汽车装运的状态所用的时间,人次小时数只包括直接参与安装拆卸的人员,不包括指挥人员.附录p钻塔载荷试验记录表(参考件)钻塔名称及型号生产厂出厂日期天车梁最大载荷,kN塔腿最大矢高,mm加载序号012月死绳端,kN加载力活绳端AN读数油缸力,kN夭车载荷,kN读数(X1护)正面水平经纬屯累计读数仪读读数(X101)塔顶数mm竖向累计读数位移读数(X10"0)读数侧面水平经纬累计读数仪读读数(X10-,)竖向数,mm累计读数
DZ/T0089一93‘一~户户种种种户~,,,‘户种续表天车梁最大载荷,kN塔腿最大矢高,mm加载序号01z月应变读数(x10-^)1片号累计读数应弯侧重应变读数(x1o-^)2片号累计读数试验记录人员附录E生产试验记录表(升降钻具或处理丰故时间)(参考件)孔深H钻杆钻机卷扬单绳拉力强力起拔载荷最大风力序号n1埃mmD规格型号kNkNm/s12飞3试验中发生故障及零部件损坏情况:试验钻探队名称记录人员附加说明:本标准由地质矿产部提出‘本标准由地矿部勘探所负责起草。本标准主要起草人刘芳霞。'
您可能关注的文档
- DZT0080-2010煤炭地球物理测井规范.pdf
- DZT0081-1993自然电场法技术规程.pdf
- DZT0082-1993区域重力调查规范.pdf
- DZT0083-1993核地球物理刻度井标准.pdf
- DZT0084-1993地面甚低频电磁法技术规程.pdf
- DZT0085-1993数字γ辐射仪通用技术条件.pdf
- DZT0086-1993深层模拟记录地震仪通用技术条件.pdf
- DZT0087-1993深层数字记录地震仪通用技术条件.pdf
- DZT0088-1993地质钻探用钻塔系列.pdf
- DZT0090-1994地质岩心钻探泥浆泵系列.pdf
- DZT0097-1994工程地质调查规范(1∶2.5万~1∶5万).pdf
- DZT0101.1-1994地质仪器仪表制造时间定额车床.pdf
- DZT0101.10-1994地质仪器仪表制造时间定额电镀.pdf
- DZT0101.11-1994地质仪器仪表制造时间定额涂漆.pdf
- DZT0101.12-1994地质仪器仪表制造时间定额印制板.pdf
- DZT0101.13-1994地质仪器仪表制造时间定额装配.pdf
- DZT0101.2-1994地质仪器仪表制造时间定额铣床.pdf
- DZT0101.3-1994地质仪器仪表制造时间定额刨床.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明