

- 234.93 KB
- 2022-04-22 13:38:53 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国纺织行业标准F243005一92代替N1307一82柞蚕绢丝1主题内容与适用范围本标准规定了柞蚕绢丝的技术要求、试验方法、包装和标志及验收规则。本标准适用于经烧毛工艺的双股柞蚕绢丝。2引用标准GB2543.1纱线捻度的测定直接计数法GB3916单根纱线断裂强力和断裂伸长的测定GB4743纱线的线密度(或支数)的测定方法绞纱法GB6529纺织品的调湿和试验用标准大气GB8170数值修约规则GB8693纺织纱线的标示GB8694纺织纱线及有关产品捻向的标示GB9994纺织材料公定回潮率GB9995纺织材料含水率和回潮率的测定烘箱法技术要求3.1柞蚕绢丝的细度以公制支数(Nm)表示,即绢丝在公定回潮率时重19的长度(m)3.2柞蚕绢丝的公定回潮率按GB9994中的规定为11%。成包时的实际回潮率不得超过13.00%o3.3柞蚕绢丝的练减率不得超过4.00%03.4合股柞蚕绢丝的公称支数以“单股支数厂股数”3.5合股柞蚕绢丝的支数分中支和低支二档,见表t}oTo表1支数分档支数范围〔分特数范围)中支100,2-1602(62.5x2-100x2)低支100,2以下(100x2以上)3.6同一批柞蚕绢丝的色泽和手感应基本保持一致。3.7柞蚕绢丝技术指标的规定见表20中华人民共和国纺织工业部1992-1卜03批准1993一01一O1实施
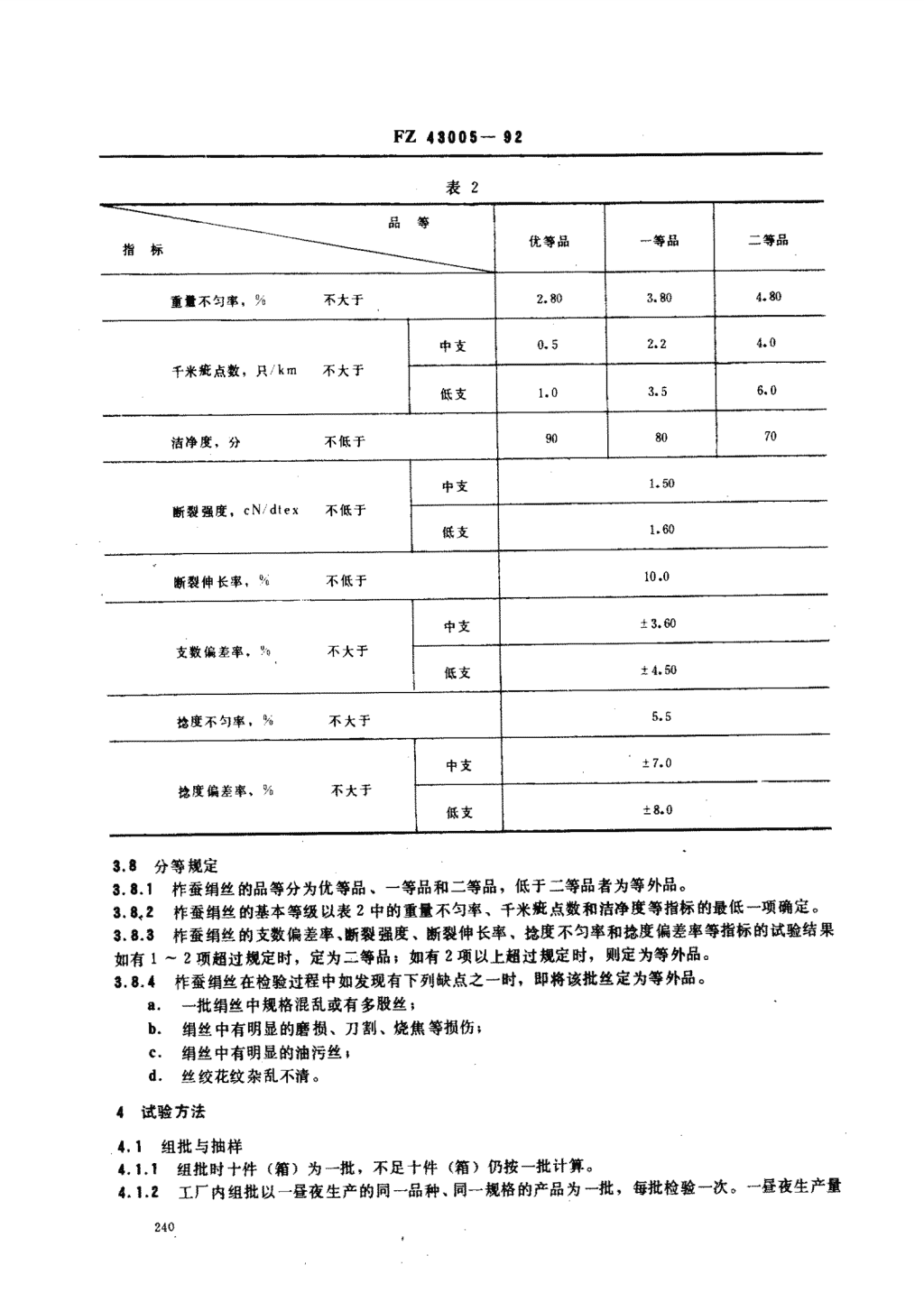
Fz43005一.2表2品等吮霖~一一~一~=优等品一等品二等品重且不匀率,%不大于2.803.804.80中支0.52.24.Q千米疵点数,只犷km不大于低支1.03.56.0洁净度,分不低于908070中支1.邸断裂强度,cN一dtex不低于低支1.6010.0断裂伸长率,%不低于中支土3.60支数偏差率,%不大于低支土4.505.5捻度不匀率,%不大于中支士7.0捻度偏差率,%不大于低支土8.0分等规定:一:.,柞蚕绢丝的品等分为优等品、一等品和二等品,低于二等品者为等外品。柞蚕绢丝的基本等级以表2中的重量不匀率、千米疵点数和洁净度等指标的最低一项确定。3.8<2柞蚕绢丝的支数偏差率、断裂强度、断裂伸长率、捻度不匀率和捻度偏差率等指标的试验结果3.公3如有1一2项超过规定时,定为二等品;如有2项以上超过规定时,则定为等外品。3.8.4柞蚕绢丝在检验过程中如发现有下列缺点之一时,即将该批丝定为等外品。a.一批绢丝中规格混乱或有多股丝;b.绢丝中有明显的磨损、刀割、烧焦等损伤;c.绢丝中有明显的油污丝;d.丝绞花纹杂乱不清。试验方法4.1组批与抽样4.1.1组批时十件(箱)为一批,不足十件(箱)仍按一批计算。4.1.2工厂内组批以一昼夜生产的同一品种、同一规格的产品为一批,每批检验一次。一昼夜生产量240
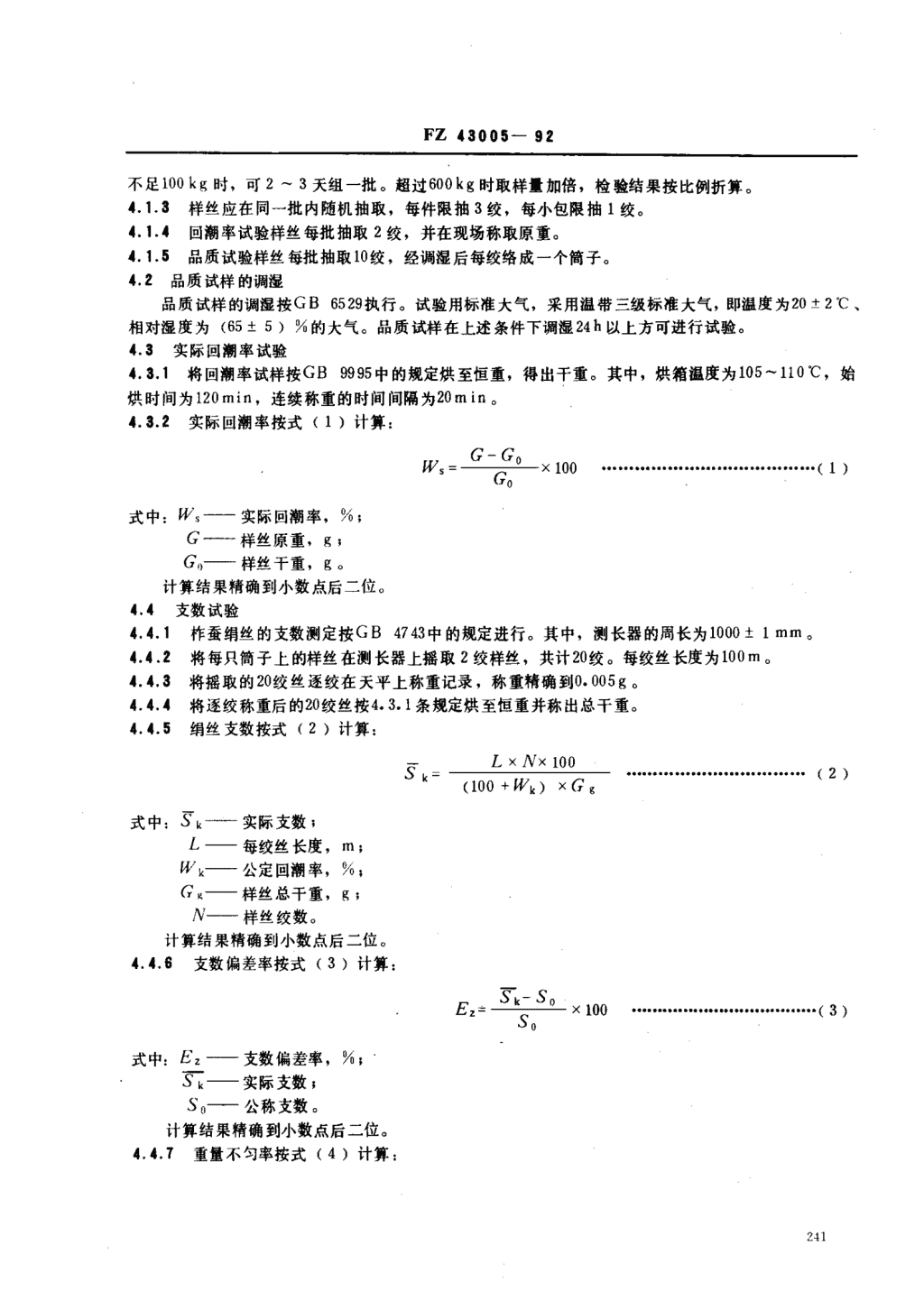
FZ43005一92不足100kg时,可2一3天组一批。超过600kg时取样量加倍,检验结果按比例折算。4.1.3样丝应在同一批内随机抽取,每件限抽3绞,每小包限抽1绞。4.1.4回潮率试验样丝每批抽取2绞,并在现场称取原重。4.1.5品质试验样丝每批抽取10绞,经调湿后每绞络成一个筒子。4.2品质试样的调湿品质试样的调湿按GB6529执行。试验用标准大气,采用温带三级标准大气,即温度为20士20C,相对湿度为(65士5)的大气。品质试样在上述条件下调湿24h以上方可进行试验。4.3实际回潮率试验4.3.1将回潮率试样按GB9995中的规定烘至恒重,得出干重。其中,烘箱温度为105^-1100C,始烘时间为120min,连续称重的时间间隔为20min,4.3.2实际回潮率按式(1)计算:G一GoWsx100(1)Go式中:W,—实际回潮率,%;‘—样丝原重,9;G‘)—样丝干重,9。计算结果精确到小数点后二位。4.4支数试验4.4.1柞蚕绢丝的支数测定按GB4743中的规定进行。其中,测长器的周长为1000士lmmo4.4.2将每只筒子上的样丝在测长器上摇取2绞样丝,共计20绞。每绞丝长度为l00mo4.4.3将摇取的20绞丝逐绞在天平上称重记录,称重精确到0.005go4.4.4将逐绞称重后的20绞丝按4.3.1条规定烘至恒重并称出总干重。4.4.5绢丝支数按式(2)计算:LxNx100(2)(100+Wk)xG‘式中:实际支数;每绞丝长度,m;公定回潮率,%。样丝总干重,9;刀—样丝绞数。计算结果精确到小数点后二位。4.4.6支数偏差率按式(3)计算=三StSoxE2100.“””““.“.”.“”.”·“二“二(3)S。式中:百2—支数偏差率,炜;Sk—实际支数;5。—公称支数。计算结果精确到小数点后二位。4.4.7重量不匀率按式(4)计算
FZ48005一922x(G一GoxNPH.=一二留盆一一一x100(4)GxN式中H}-重蚤不匀率,%;‘—平均重量,9;一存八孑一一样丝总纹数;平均以下平均重量,9,;刀一平均以下样丝绞数。计算结果精确到小数点后二位。,.,捻度试验4.5.,柞蚕绢丝的捻向按GB8694中的规定,以“s”或“z”表示。4.5.2捻度的测定方法按GB2543.1中的直接计数法进行,试样长度为500mm,每个筒子测试二次,共计20次。4.5.习预加张力按式(5)计算F二..一‘一“.....⋯⋯。-.....⋯⋯。.,⋯⋯(5)F一式中:凡一预加张力,cN;公称支数4.5.4平均捻度按式(6)计算:艺M;、1000........⋯⋯,...............⋯⋯(6)”xL,式中:丽二一平均捻度,捻tm;M—每次测定的捻数,捻;L,—试样长度,mm;”—测试次数。计算结果精确到小数点后一位。4.5.5捻度不匀率按式‘7)计算:2x(M-MP)x。p}]n二x100”.”⋯。”””“。”.”.”·(7):月。—捻度不匀率,%,两—平均捻度,捻/m;。—测定次数;MP—平均以下平均捻度,捻Irn;nr—平均以下测定次数。计算结果精确到小数点后一位。6捻度偏差率按式(8)计算:万-从E”二x100..........................................(8):E.-捻度偏差率,%。242
FZ43005一92M-平均捻度,捻尹m;MI,名义捻度,捻/m.4.6断裂强度和断裂伸长率试验4.6.1柞蚕绢丝断裂强度和断裂伸长率的测定方法按GB3916执行。每只筒子上样丝测试2次,共计20次,试样长度为500mm,预加张力为0.5土0.1cN/tex,平均断裂时间为20士3s.4.6.2断裂强度按式(9)计算(9)一凡式中几—平均断裂强度,cN/dtex一熟—每次测定的断裂强力,cN—实际支数;—Mil试次数。计算结果精确到小数点后二位。4.6.3断裂伸长率按式(10)计算乏d,了二二=,(10)式中:S—平均断裂伸长率,N,S;—每次测定的断裂伸长率,%;。—测试次数:计算结果精确到小数点后一位。4.了洁净度和千米疵点数检验4.7.1设备a.黑板机:卷绕速度为90110r/min.卜.黑板:黑板用无光黑色漆布包制于木框外,板面整齐,布色纯黑、匀净。黑板尺寸(长x宽x厚):1359mmx463mmx37mm.c.检验室:检验室应按设计要求,黑板架上方装有横式回光灯一排,光线均匀照射于板面上,板面上光照度为400士501x.洁净度合格样照及疵点标准样照。4.7.2检验方法2.1用黑板机将筒子上的样丝均匀地卷绕在黑板上,每只筒子绕取2个丝片,每块黑板绕取10个44f.7K`.,共计20个丝片,绢丝排列密度规定见表3.表3绢丝规格排列密度。线loc.中支75低支634.7.2.2黑板放置在黑板架上,黑板上部向前倾斜5。一100,样照垂直放置。检验员与黑板的距离为().5川。
FZ43005一92二7.2.3洁净度检验4.7.2.3.1对照洁净度合格样照逐片检验丝片上暴露的毛茸、白点和洁净程度。每块黑板检验一面。4.7.2.3.2每个丝片按5分计算,合格的丝片得5分,不合格的丝片不得分。累计合格分数即为该批绢丝的洁净度。4.了.2.月千米疵点数检验4.7.2.4.1对照疵点标准样照逐片检验并记录丝片上的各种疵点。每块黑板检验二面及二边。4.7.2.4.2绢丝上每5个小疵点折合成一个大疵点计算,小于样照规定的疵点不计。4.7.2.4.3千米疵点数按式(11)计算:N,x1000Nk=”。。。。”·。.’。”.,。”二。”二“................(11)Lk式中:Nk—千米疵点数,只/km;N.—大疵点数,只;Lk—卷绕在黑板上样丝的总长度,m。计算结果精确到小数点后一位。4.7.2.4.4疵点的判别见表40表4疵点分类疵点名称一疵点判别疵点长度,mm绢丝的个别部位有较大的飞花附着。或由于牵大糙20以上伸不良而产生的粗节,直径超过正常丝条的三倍由于合股绢丝中各单丝张力不匀或粗细不匀而大疵点大螺旋100以上产生的螺旋杂质粘附在绢丝表面上的毛、发及其他纤维等杂物25以上长结带短尾的结5及以上绢丝的个别部位有飞花附着或由于牵引不良而6-20产生的粗节.直径超过正常丝条的三倍中糙绢丝的个别部位有飞花附着或由于牵引不良而产生的粗节,直径未超过正常丝条的三倍10以上糙粒绢丝上的粗节,直径超过正常丝条的三倍2~5小疵点杂质粘附在绢丝表面上的毛、发及其他纤维等杂物25及以下整理不良整理过程中损坏了绢丝表面,表现为缺乏捻度,30以上比正常绢丝稍粗或稍细小螺旋由于合股绢丝中各单丝张力不匀或粗细不匀而50~100产生的螺旋毛头突出10以上枯附在绢丝中的纤维一端突出在绢丝上较牢固4.8练减率试验4.8.1设备和药剂244
FZ43005一?1G:a.韦晰:容量在2500mL以上;b.电炉:功率为1HOW;c.天平:感量为O.OOlg;d.中性肥皂;e.纯碱。1.8.2试验方法4.8.2.1取支数试验后的小绞样丝20g左右,按4.3.1条的方法烘至恒重,得出“练前干重’,。4.8.2.2将5g中性肥皂、0.2g纯碱溶解于1500mL的蒸馏水中,放入烘千的试样,沸水煮练45min取出,用40一50℃的蒸馏水洗二次。4.8.2.3将4g中性肥皂溶解于1500mL燕馏水中,放入初练后的试样,沸水煮练30min后取出,用40-500C燕馏水洗二次。4.8.2.4按4.3.1条的方法将练后试样烘至恒重,即得“练后干重,no4.8.2.5练减率按式(12)计算:Gm一Gn=一花,n一一“100‘”””“””“’“.’.“’“’“’”‘”’“‘二(12)式中:Y一一练减率,%;Gm—练前干重,9;Gn—练后干重,9。计算结果精确到小数点后二位。5包装和标志柞蚕绢丝应分品种、规格分别包装,包装应保证产品质量不受损伤,便于储运。5.1包装要求5.1.1绢丝每绞周长为1.25m,重量为100士log左右。5.1.2绢丝摇成花绞,每绞扎三道,其中一道丰瞰线与绞丝首尾丝扎一总结,另二道扎成三挑四编,手以线长度为360--400mmo5.1.3绢丝每小包邮做丝组成,公2N5kg,尺寸(长x宽x高)为:300mmx210mmx190mm,5.1.4绢丝每件由12小包组成,公It为6okg,外形尺寸(长x宽x高)为:600mmx460mmx600mm,内衬防潮纸和牛皮纸,外用一层包装布捆包。5.1.5箱装丝每箱由10小包组成,公量为50kg,纸箱尺寸(长x宽、高)为:1000mmx310mmx550mm.内衬塑料薄膜袋,外用不干胶纸封口,再用塑料带扎紧。5.1.6每批公量下偏差不得超过0.6%.5.2标志规定5.2.1标志应明确清楚,便于识别。5.2.2每件(箱)上应标明品种、规格、等级、批号、包号、、制造厂名、公量和生产日期等中英文对照字样。5.2.3每批绢丝必须附有品质及公量检验单。6验收规则6.1验收分品等验收和重量验收。6.2品等验收按第3章、第4章中的规定进行。6.3重量验收以公量进行验收。公量按式(13)计算:
FZ48005一92100+甲kGk=‘]X(13)100+甲:式中:Gk—公量,kg;Gi—实际净重,kg;Wk—公定回潮率,%;Ws—实际回潮率,%。计算结果精确到小数点后二位。6.4复验6.4.1在交接验收中,买方对检验结果有异议时可提出申请进行复验。复验以一次为准,并以复验结果为最终结果。6.4.2复验所发生的一切费用由责任方承担。6.4.8如因运愉或保管不当而造成产品质量发生变化时,由责任方承担,不得提出复验。7数值修约标准中所提到的所有数值,均按GB8170修约到规定位数。8其他对柞蚕绢丝另有要求者,可另定协议,按协议规定进行考核。附加说明:本标准由纺织工业部科技发展司提出。本标准由辽宁丝绷检验所归口。本标准由丹东毛绢纺织厂和辽宁丝绷检验所负责起草。本标准主要起草人多秀琴、卢双臣、李培臣、姜爽、孙国祥。'
您可能关注的文档
- FZ01050-1997纺织品纱线疵点的分级.pdf
- FZ12001-1992气流纺棉本色纱.pdf
- FZ20002-1991毛纺织品含油脂率的测定.pdf
- FZ20013-1996防虫蛀毛纺织产品.pdf
- FZ33006-2006苎麻本色线.pdf
- FZ43001-91桑蚕细丝织物.pdf
- FZ43002-91涤纶仿真丝丝织物.pdf
- FZ43003-91涤纶仿毛丝织物.pdf
- FZ43004-1992桑蚕丝纬编针织绸.pdf
- FZ50004-1991涤纶短纤维干热收缩率试验方法.pdf
- FZ51002-2006粘胶纤维用竹浆粕.pdf
- FZ52006-2006竹材粘胶短纤维.pdf
- FZ54007-1996锦纶弹力丝.pdf
- FZ60007-1991毛毯试验方法.pdf
- FZ61002-1991腈纶毛毯.pdf
- FZ61003-1991粘纤毛毯.pdf
- FZ62001-1991涤棉床单.pdf
- FZ63001-1992涤纶本色缝纫用纱线.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明