

- 287.94 KB
- 2022-04-22 13:43:06 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国纺织行业标准Fz/T92050一95粉末冶金轴承代替zBw90002一881主题内容与适用范围本标准规定了内径4-60mm的粉末冶金轴承的型式、尺寸、公差、材料、牌号、化学成分、物理和机械性能。本标准适用于纺织机械中一般用途的铁基及铜基金属粉末制造的多孔性粉末冶金轴承(以下简称轴承)。本标准也适用于其他机械中一般用途的该类轴承。之引用标准GB443机械油GB3500粉末冶金术语GB5163可渗性烧结金属材料密度的测定GB5165可渗性烧结金属材料含油率的测定GB9097.1烧结金属材料(不包括硬质合金)表观硬度的测定第一部分:截面硬度基本均匀的材料JB2871烧结金属衬套径向压溃强度的测定3产品型式、规格8.1轴承结构尺寸与公差图中国纺织总会1995一01一24批准1995一01一24ghk
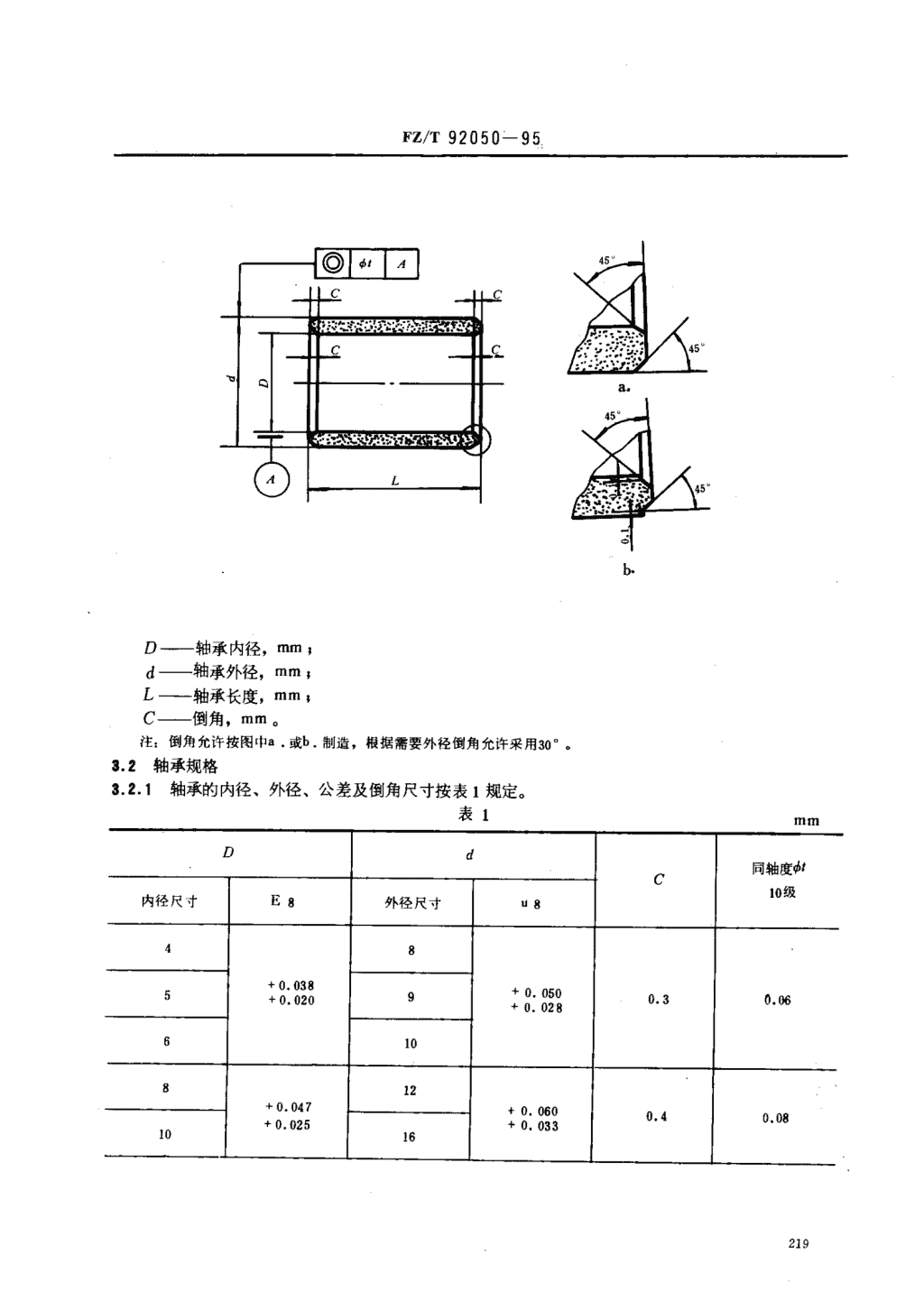
Fz/T92050一95b.D—轴承内径,mm拼d—轴承外径,mm;L—轴承长度,mm:C一倒角,mm。您倒角允许按图cpa.或b.制造,根据需要外径倒角允许采用300e轴承规格:一:.,轴承的内径、外径、公差及倒角尺寸按表1规定。表1mmDd同轴度咖C10级内径尺寸E8外径尺寸U848.+0.03859+0.050+0.0200.30.06+0.028610812+0.047+0.0600.40.08+0.025+0.0331016219
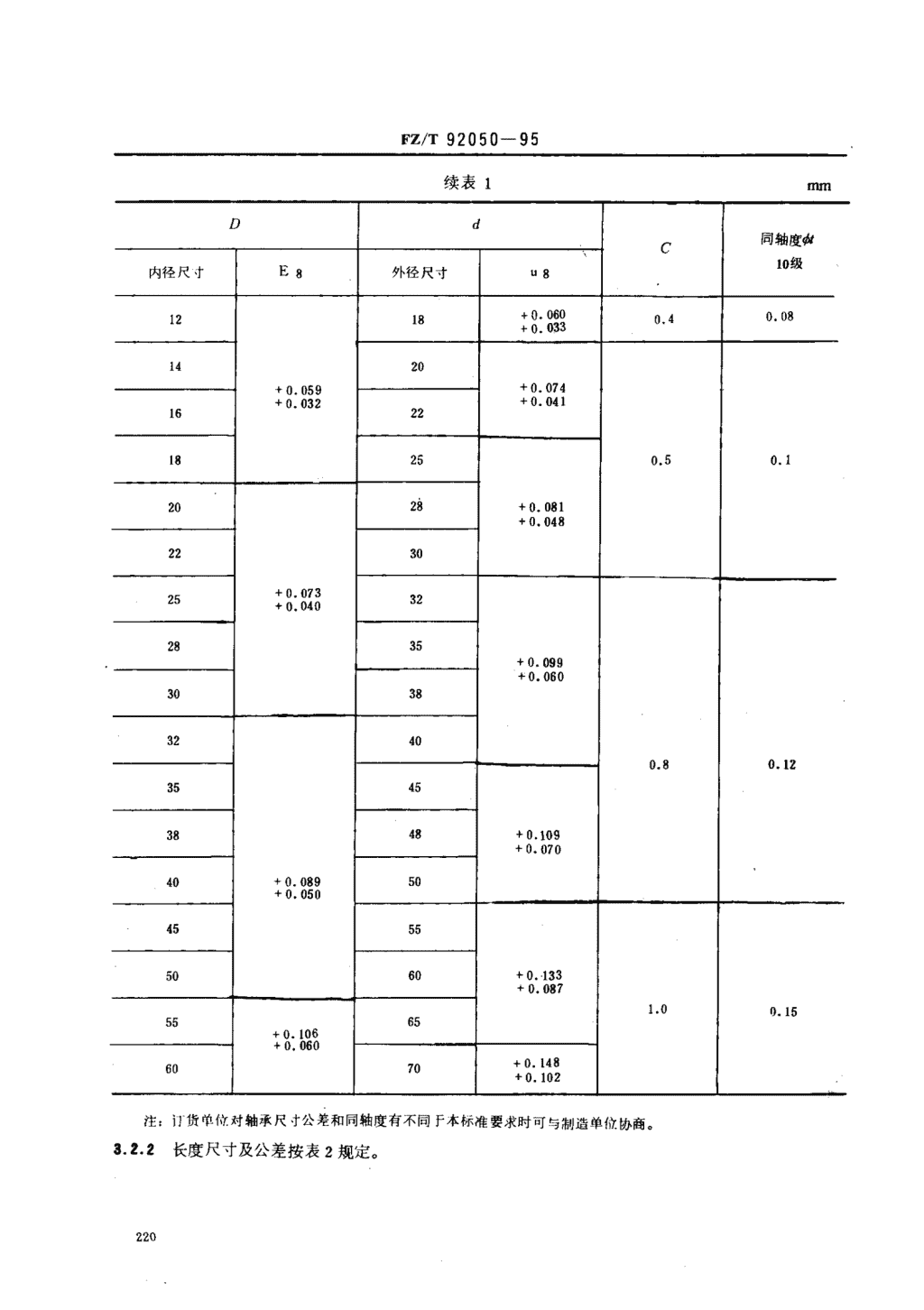
Fz/T92050一95续表1们口r口Dd、一同轴度·内径尺寸E8外径尺寸ug!·{+0.0601218+0.033}}1420+0.059+0.074+0.032+0.041162218250.50.12028+0.081+0.0482230+0.0732532+0.0402835+0.099+0.060303832400.80.1235453848+0.109+0.07040+0.08950+0.05045555060+0.133+0.0870.155565+0.106+0.060+0.1486070+0.102一注门货单位对轴承尺寸公差和同轴度有不同f本标准要求时可与制造单位协商。3.2.2长度尺寸及公差按表2规定。220
FZ/T92050一95表2盯1价口L!’D基本尺寸万丁‘{5{6{:110}12}14)16},:}2022125】28130132135!38140145150!55{60一:.3。一0.36101215_:.‘3182022一0.522528303235过0一0.6245Sn5560一0.746570221
FZ/T92050一95‘标记方法..1轴承的标记由轴承名称、材料、规格、标准代号、顺序号及年份号组成。抽承一巳年份号标准顺序号标准代号长度内径材料代号名称注:当材料为铁基(Fe)时,材料标记可省略。4.2标记示例内径lomm,长度15mm,材料为铁基的轴承轴承10X15FZ/T92050-95内径lOmm,长度15mm,材料为铜基的轴承轴承(Cu)10X15FZ/T92050-95技术要求5.1轴承的材料、合金成分与密度按表3规定。表3材料类别合金成分牌号标记密度9/cm3铁基FeFZ11605.7-6.2铜基Cu一Sn一Zn一PbFZ21706.6一7.25.2轴承化学成分、物理和机械性能应符合表4规定。
FZ/T92050一95表4化学成分,%物理和机械性能赞贡cc含油率径向压表观钊丐‘已FeCuSnZnPb其他溃强度硬度化合总%MPaHBFZ1160余<0.25<05<3>18>20030-70FZ2170<050.5-2.0余5一75~72~4<1.5>18>15020一50注:①铁基各类轴承的化学成分中允许有小于1%的硫。②化合碳含量允许用金相法评定。③铜基各类轴承化学成分中的总碳是指游离石墨。④在同一个试件f-三点硬度值的波动范围不许超过15个布氏单位。5.3轴承的结构尺寸与公差应符合表1、表2规定。5.4轴承外观应有均匀的金属光泽,不允许有裂纹、夹杂、锈蚀、氧化等现象。应无明显较深的轴向划痕或比较集中的较大面积的轻微轴向划痕和影响使用性能的其他缺陷。5.5轴承成品应浸渍润滑油,一般浸渍GB443规定的L-AN32一机械油(铁基轴承允许加人防锈剂)。如对于陡溃的润滑油另有要求,一应在订货时提出。5.5轴承应有良好的表面多孔性。5.7根据粉末冶金工艺的特点,轴承内径表面粗糙度应相当于‘令,外径表面粗糙度应相当于sV2,甘本bJU2rr*HU4干L25/~LI/_5.8铁基轴承的金相组织为:铁素体+少量珠光体十孔隙。5.,对本标准未规定的特殊技术要求应在订货时提出。6试验方法6.1密度的测定按照GB5163进行。6.2含油率的测定按照GB5165进行。6.3表观硬度的测定按照GB9097.1进行。轴承长度20mm以卜时,试件在距每一端1/6处及中间各测定一点表观硬度值;轴承长度小于等于20mm时,测定表观硬度值的点数与位置由双方商定。二4径向压溃强度按照JB2871进行。试样破裂前直径变形量超过10%的筒形轴承,按供需双方商定的破坏载荷进行。6.5轴承表面多孔性检验方法是将试件加热至不超过80℃保持5min,用肉眼测定在轴承的内径表面上是否有油渗出。6.6由于轴承是多孔性结构,表面粗糙度不能按GB1031《表面粗糙度》的方法检验,其检验方法可采用样块对比法。6.7同轴度公差允许采用检测径向圆跳动的方法来检测,径向圆跳动的公差值应不大于同轴度的公差值。了检验规则7.1轴承成品应由制造厂技术检验部门按本标准检验合格后,并附有产品合格证方能出厂。
Fz/T92050一957.2出厂检验项目:按5.3.5.4和5.7条的规定。7.3轴承成品应按批交货验收。批量大小应在订货时注明,如不注明则由制造厂规定。7.4有必要时订货单位可对制造厂交货的成品按批抽样检验,其方法规定如下:7.4.1每批轴承成品任取2%,但不少于5件不多于50件,用肉眼按本标准规定检查外观质量。7.4.2每批轴承成品任取2%,但不少于5件不多于50件,按本标准规定检查尺寸与公差。7.4.3每批轴承成品至少任取2件样品,经脱油处理后,取得不少于509试样,按表4的规定分析化学成分。7.4.4每批轴承成品任取5一10件(或由双方商定),按表4规定检查物理和机械性能。7.5各类抽验结果中,如有一件不合格时,仍就不合格项目抽取2倍数量的成品复查。如仍有一件不合格时,该批成品应逐件检验,并负责退换。8标志、包装、运翰、贮存二1标志二1.1制造厂名。二1.2产品名称。二1.3型式、尺寸规格及材料的标记或标准号。8.1.4数量。8.1.5制造日期或出厂日期、制造批号。二之包装二2.1轴承成品浸油后应用防锈纸或塑料薄膜包装,装人衬有塑料袋盒内,并将箱内空隙填满。二2.2包装箱、盒(或袋)内应附有产品检验合格证或标记。8.2.3每个包装箱总重应不超过40kg。二8运输二3.1木箱或纸盒应包捆牢固。保证在正常运输条件下不损坏。二8.2在运输过程中应堆放平稳,不得翻滚。二4贮存产品出厂后,在良好的防雨及通风贮存与保管条件下自出厂日起半年内不生锈。
Fz/"r92050一95附录A电扇、洗衣机用粉末冶金轴承型式与尺寸(补充件)本附录中规定的型式与尺寸适用于电扇、洗衣机的铜基粉末冶金轴承(以下简你轴承)。A1简形轴承A1.1筒形轴承结构尺寸按图A1规定。图A1击倒角允许按图巾a.或b的型式制造。A2筒型轴承尺寸按表A1规定。表A1内径外径倒角Dd长L度C备注20a130.525外径直纹1014140.51420200.5注:D、d,L,尺寸公差及同轴度公差根据用户要求定。
Fz/T92050一95A2带挡边简形轴承A2.1带挡边筒形轴承结构尺寸按图A2规定。卜.C.图AZ注:倒角允许按图中a.或b,制造.挡边根部允许按图中c=d,或e.制造。A2.2带挡边直筒型轴承尺寸按表A2规定。表A2mrn内径外径挡边直径档边厚度总长倒角圆角摘宽Ddd,eLCR1813171.5200.51.51014192140.3l.51015202141.00.31016202.514.50.50.5注:fJ,d,1,尺、{公差及同轴度公差根据用户要求定。226
Fz/T92050一95A,仙球形轴承A.臼.,球型轴承结构尺寸按图A3规定。b.A型B型图A3注:倒角允许按图仁t,a.或b.制造。A3.2球型轴承尺寸按表A3规定。表A3mm型式内径球径总长外径凸台外径凸台长度倒角刀sdLd,d2ec4968.60.351079.60.3161115.5A型100.5221621.612221621.60.561210.511.891.60.37.8171516122.160.58171516122.160.5e型9IS1717133.980.59.5212020.40155.150.510202019.301560.5注:n,sd、L尺寸公差及圆跳动公差根据用户要求定。227
Fz/T92050一95附录B安装、使用和维护保养要求(补充件)轴承表面和体内有孔隙,具有能够浸渍一定数量的润滑油,经整形加工后表面粗糙度较高且形成硬化层、表观硬度较低(基体组织组成物的显微硬度与相应材料的基本相同)以及压人座孔后有一定形变和收缩等特点。在进行加工、安装、使用和维护保养时,应充分注意这些特点,以保证轴承的良好使用性能。B1轴承成品工作表面一般应尽可能不切削加工。B2轴承压人座孔后,若内径形变和收缩过大,可采用光轴、钢球、无齿铰刀、无齿推刀等以无切削加工方法进行扩孔。若内径必须切削加工,宜采用车、幢等方法,而不宜采用磨削等方法,以免细屑堵塞孔隙降低供油能力。B3轴承非工作表面在有必要时可进行切削加工。B4在切削加工后,轴承应进行清洗和浸油。BS轴承在装配前,可放在本标准第5.5条规定的油类中浸泡和清洗。但必须切忌用煤油、汽油以及能溶解所浸渍润滑油的其他溶剂等清洗。BB装配时,轴承表面须保持清洁,应防止灰尘与杂质等落在轴承表面,堵塞孔隙或划伤工作表面,影响使用性能。B7安装筒形及带挡边筒形轴承,推荐采用的座孔尺寸公差带列于表B1。表B1推荐采用的轴承公差等级内径公差带外径公差带轴承座孔公差带U8H88级E8Be装髦翼触篡暴簇纂纂霖翼。益采用压机和安装芯棒等专用机具进行装配。BsB10与轴承配合的轴表面粗糙度应不低扒·值1.6Wm,硬度值推荐不低于HB250._甘11轴承与轴配合的合适的运转间隙应根据使用条件决定。推荐的最小间隙值,列于表B2。表B2轴直径推荐的最小间隙轴直径{mm卜mmm一>18-3025<6一40>6一10一50>10.18121B招轴承在不同速度下的允许负荷受起动与加载荷方式、润滑条件、装配水平、结构状况以及轴的材质与表面状态等许多因素影响。在假定钢轴经过磨削加工条件下,轴承允许负荷推荐值见表B3。在
Fz/T92050一95设计选用时,应根据不同的使用条件,对允许负荷作必要的修正。表B3轴速v允许负荷PMPam/min铁基铜基慢而间断2322.5~751314>15--303.23.9>30-402.12.6>40一601.62>60P=架50,x9,6x,l”一,BIG润滑油对于轴承的起动、噪音、使用寿命、动力损耗等都有直接影响,应根据运转间隙、负荷、转速、工作环境以及补充供油条件而适当选择、B14补充加油可延长轴承的使用寿命,应根据使用条件确定合适的补充加油方式和补充加油的周期。B15采用循环或压力供油的方式进行补充加油最好。也可利用轴承体内有连通孔隙的特点,采用在轴承非工作表面设置“贮油库”或者装油毡与油杯等方式,通过非工作表面渗透补油。BIG在需要润滑油量较多的情况下,轴承体内浸渍的润滑油不够使用时,也可在轴承上钻油孔或者开油槽,使润滑油直接流人运转表面。BIT轴承的使用温度与润滑油有很大关系,一般推荐以轴承的温升不超过50℃为宜。BIG轴承在贮存和运输过程中,应注意防潮、防锈以及防止碰伤。B19轴承贮存时间超过防锈期,应检查是否生锈,并应按照规定以真空浸油,加温浸油或常温没油的方法重新进行授油处理。附录C铁基硬基体粉末冶金轴承(补充件)当特殊需要时可制造铁基硬基体粉末冶金轴承(以下简称轴承)。C1轴承的结构尺寸与公差按本标准表1、表2规定。C2轴承的材料:铁一碳FZ1260,C3轴承的密度5.7一6.29/em"。C4轴承化学成分、物理和机械性能应符合表C1规定。
FZ/T92050一95表C1化学成分,%物理和机械性能牌号含油率径向压表面硬度标记FeCuSnZnPb其他溃强度CC化合总%MPaH日FZ1260余0.25.0.60<10<3>18>25050.100注:当需要铁基硬基休轴承时应在订货时提出。C5轴承的金相组织为:珠光体十铁素体十孔隙。附加说明:本标准由原纺织工业部提出。本标准由中国纺织总会纺织机电研究所归口。本标准由中国纺机股份有限公司、常德纺织机械厂负责起草。本标准主要起草人朱瑞庭、李文琦、唐天涌、徐圣浩、王雅跨a本标准首次发布于1963年,第一次修订于1979年,第二次修订于1988年,1995年经确认后重新编为本标准号.'
您可能关注的文档
- FZT92042-1995边字提花装置.pdf
- FZT92043-1995熔融纺丝异形孔喷丝板.pdf
- FZT92044-1995酚醛塑料槽筒.pdf
- FZT92045-1999印花镍网.pdf
- FZT92045-2008印花镍网.pdf
- FZT92046-1995平焊管法兰(无缝钢管用).pdf
- FZT92047-1995平焊管法兰(输送钢管用).pdf
- FZT92048-1995法兰盖.pdf
- FZT92049-1995法兰用带耳垫片.pdf
- FZT92051-1995纺织用手用剪刀.pdf
- FZT92052-1995轴承内径φ12mm环锭锭子.pdf
- FZT92053-1995轴承内径Φ10mm环锭锭子.pdf
- FZT92054-1996倍捻锭子.pdf
- FZT92054-2010倍捻锭子.pdf
- FZT92055-1998进布装置通用技术条件.pdf
- FZT92055-2010进布装置通用技术条件.pdf
- FZT92056-1998织物导向(对中)装置通用技术条件.pdf
- FZT92057-1998卷布装置通用技术条件.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明