

- 130.21 KB
- 2022-04-22 13:43:09 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国纺织行业标准FZ/T92053一95代替FJ/JQ251-89轴承内径们0mm环锭锭子1主肠内容与适用范围本标准规定了轴承内径声10mm环锭锭子的产品分类、主要参数、技术要求、试验方法、检验规则和标志、包装、运输、贮存。本标准适用于轴承内径价10mm的环锭锭子。2引用标准GB443L-AN全损耗系统用油FZ90001纺织机械产品包装FZ/T90071纺织机械嗓声声压级的测量方法3产品分类3.1编号组成D口4口口口擎生型代号筒管长度代号(或设计顺序号)P杆盘结构型式代号(或设计顺序号)P轴承内径010mm代号锭子支承结构型式代号锭子代号注:1)锭子支承结构型式为弹性圈分离型和弹性圈连接型(见3.2.1)时,这两个编号位置共同表示设计顺序号。3.2代号含义3.2.1锭子支承结构型式代号以数字表示,见表1,表1代号锭子支承结构型式1弹性圈分离型2弹性圈连接型3金属弹性管连接型4金月弹性管纵横向吸振型5-9其他结构型3.2.2杆盘结构型式代号(或设计顺序号)中国纺织总会1995一06-13批准1995一10一01实施
Fz/T92053一953.2-2.1弹性圈分离型和弹性圈连接型锭子表示设计顺序号。3.2-2.2其他锭子杆盘结构型式代号以数字表示,见表2。表2代号4^-9光锭杆光锭杆杆盘结构型式铝套管带锭帽其他型式(无边筒管用)(有边筒管用)3.2.3筒管长度代号(或设计顺序号)3.2-3.1弹性圈分离型和弹性圈连接型锭子表示设计顺序号。3.2-3.2其他支承结构型式锭子表示筒管长度代号,见表3.表3代号0123456789简管长度>200->220->240->260^->280->300^->320->340^->360^-镇200n】n飞2202402602803003203403603803.2-4拿生型代号3.2-4.1单生型代号以字母“A,B......K”表示。3.2-4.2龙带传动锭子以字母“L”表示,若同时有革生型式,则标志在革生型代号之后。3-2.5标记示例a.轴承内径010mm、弹性圈连接型、设计顺序号为“5”的锭子的标记:D2405;b.轴承内径"10mm、金属弹性管纵横向吸振型、有边筒管长度为300mm、光锭杆锭子的标记:D44251c.轴承内径010mm、金属弹性管连接型、无边简管长度为320mm、光锭杆、擎生型龙带传动锭子的标记:D3406AL,4主要参数4.1锭尖至上轴承中心高度为150mm,4.2锭脚螺纹规格和螺母对边宽度见表4,表4螺纹规格螺母对边宽度,mm36M27X1.5-4M30X1.50注:1)新设计锭子不采用.4.3锭子安装面至锭盘轮中心高度系列为41,42,45mm,4.4锭子锭盘轮宽度系列为21,25,28mm,5技术要求5-,空锭在8000r/min运转时,锭端振程值见表5,5.2空锭在8000r/min运转时,单锭功率(12W,5.3空锭在8000r/min运转时,单锭噪声(71dB(A),5.4清洁度锭座结合件内腔残留杂物的重量512mg/套。
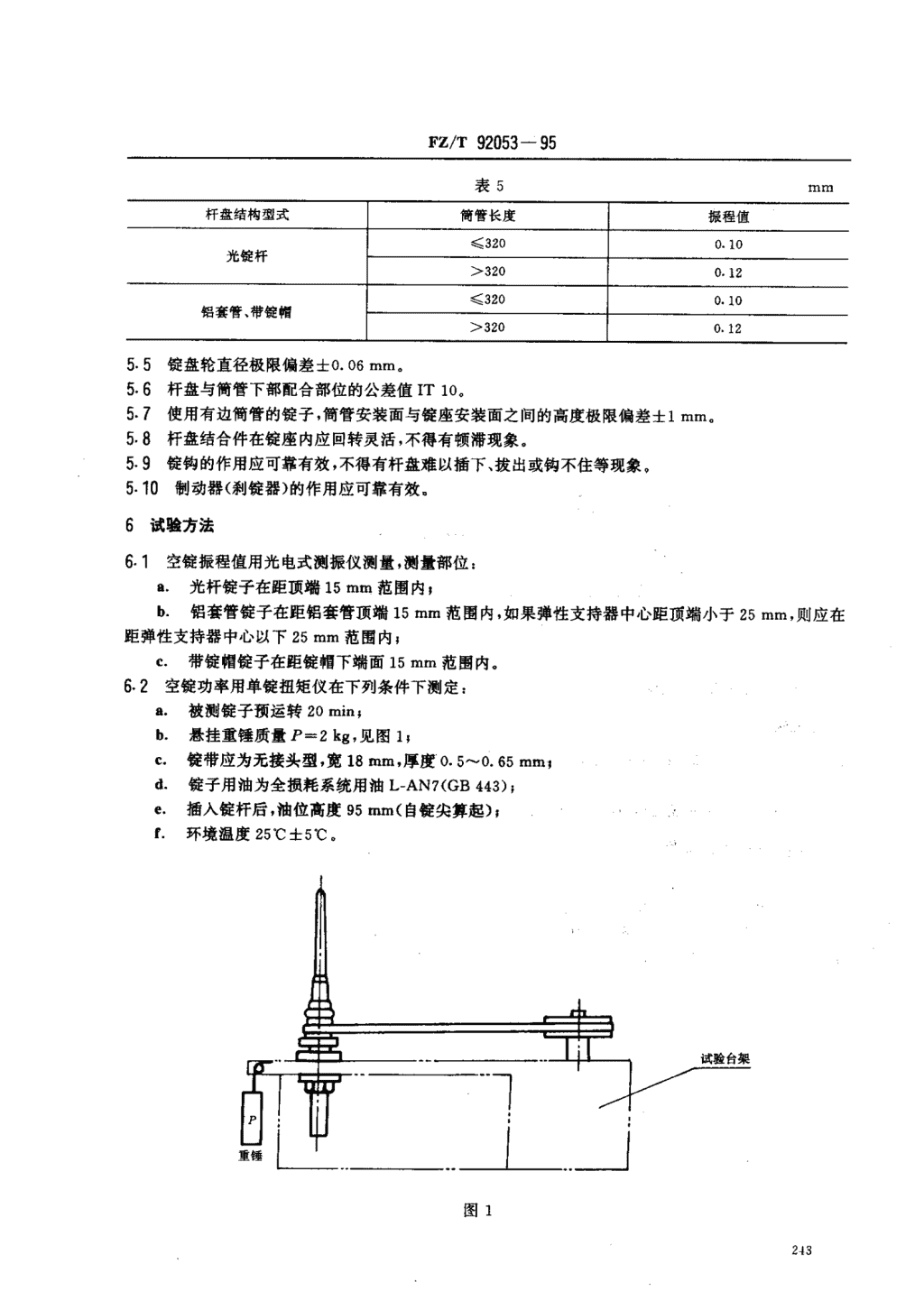
FZ/T92053一95表5杆盘结构型式筒管长度振程值镇3200.10光锭杆>3200.12(3200.10铝套管、带锭帽>3200.125.5锭盘轮直径极限偏差士。%mm,5.6杆盘与筒管下部配合部位的公差值IT10,5.7使用有边筒管的锭子,筒管安装面与锭座安装面之间的高度极限偏差士1mm,5.8杆盘结合件在锭座内应回转灵活,不得有顿滞现象。5.9锭钩的作用应可靠有效,不得有杆盘难以擂下、拔出或钩不住等现象,5.10制动器(刹锭器)的作用应可靠有效.6试验方法6.1空锭振程值用光电式测振仪测量,测量部位:a.光杆锭子在距顶端15mm范围内,h.铝套管锭子在距铝套管顶端15mm范围内.如果弹性支持器中心距顶端小于25mm,则应在距弹性支持器中心以下25mm范围内;c.带锭帽锭子在距锭帽下端面15mm范围内。6.2空锭功率用单锭扭矩仪在下列条件下测定:a.被测锭子预运转20min;b.悬挂重锤质量P=2kg,见图1;c.锭带应为无接头型,宽18mm,厚度。.5^-0“mm;d.锭子用油为全损耗系统用油L-AN7(GB443);e.擂入锭杆后,油位高度95mm(自锭尖算起),P.环境温度25℃士5"C。重梅图1
FZ/T92053一956.,曰空锭噪声在下列条件下测定:a.被测锭子预运转20min;b.被测锭子四周2m以内无障碍物;c.悬挂重锤质量尸-2kg;d.锭子及声级计位置如图2所示;e.测试方法按FZ/T90071的规定。榷计令番翎例钾图26.月﹃清洁度的测试方法见附录A(补充件)。了检验规则7.司..产品由制造厂质量检查部门按本标准中5.1-5.1。条的规定检验,合格后方能出厂,并附有合格证07.门J了﹄使用厂在安装、调整过程中,发现有不符合本标准的产品时,由制造厂负贵处理。8标志、包装、运翰、贮存卜匕月..下每件产品上应标志商标(或厂名)。OnU艺…包装按FZ90001的规定。O﹃曰0产品在运输过程中,包装箱应按规定的朝向安置,不得倾倒或改变方向。八月0叼产品出厂后,在良好的防雨及通风贮存条件下,包装箱内的产品防潮、防锈有效期为一年。
FZ/T92053一tilt,附录A锭子清洁度检测细则(补充件)A司..检测准备A弓.‘试剂乐经定性分析滤纸过滤后的工业清洗用煤油;阮汽油,C.石油醚。A1.2仪器及器具么必cm称量瓶及012.5cm中速定性滤纸;阮500mL三角烧瓶,必.5cm玻璃漏斗,500mL烧杯L感重为0.0001g的光电天平;d.烘箱、千燥箱、滴管,100mL量杯等。A2检测方法A2.1将20事锭子先用汽油或煤油洗净其外表并揩净。A2.2将过滤好的煤油注人锭座结合件内腔,约60%内腔高度,用拇指按住锭座结合件的轴承口,倒置;上下快速摆动10次,然后把含有残留物的混合液集中倒在500mL烧杯中,每套锭座结合件内腔清洗二次。A2.3将收集到的混合液用已烘至恒重(G,)的012.5cm中速定性滤纸以倾斜法进行过滤,再用清洁的汽油、石油醚清洗滤纸上的油脂,洗净为止,把洗净油脂的滤纸置于原称量瓶中,在120"C烘箱内烘1h,取出,放在干燥箱中冷却至室温后称重,再烘30min后再称重,直至恒重(G2),A2.4过滤时油液允许加热,加热温度<80,C.A3单锭清洁度按式(Al)计算。G,一G,____清洁度(mg/套)=一.2了一X1OUU‘.’“‘“‘.····⋯⋯(A1)式中:G:—滤纸、称量瓶重量之和,9;G2滤纸、残留物、称量瓶重量总和,9。A月﹃注意率项A月月口.:.过滤后要自然沥干。A月月﹃了‘每次烘干后冷却至室温时间应一致,滤纸前后烘干方法应相同。
FZ/T92053一95附加说明:本标准由中国纺织总会技术装备部提出。本标准由上海纺织机械研究所归口。本标准由上海纺织机械研究所、上海纺织机械专件厂负责起草.本标准主要起草人朱文民、张锡英、施尧训、徐明苏。'
您可能关注的文档
- FZT92045-1999印花镍网.pdf
- FZT92045-2008印花镍网.pdf
- FZT92046-1995平焊管法兰(无缝钢管用).pdf
- FZT92047-1995平焊管法兰(输送钢管用).pdf
- FZT92048-1995法兰盖.pdf
- FZT92049-1995法兰用带耳垫片.pdf
- FZT92050-95粉末冶金轴承.pdf
- FZT92051-1995纺织用手用剪刀.pdf
- FZT92052-1995轴承内径φ12mm环锭锭子.pdf
- FZT92054-1996倍捻锭子.pdf
- FZT92054-2010倍捻锭子.pdf
- FZT92055-1998进布装置通用技术条件.pdf
- FZT92055-2010进布装置通用技术条件.pdf
- FZT92056-1998织物导向(对中)装置通用技术条件.pdf
- FZT92057-1998卷布装置通用技术条件.pdf
- FZT92057-2010卷布装置通用技术条件.pdf
- FZT92058-1998落布装置通用技术条件.pdf
- FZT92058-2010落布装置通用技术条件.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明