

- 153.15 KB
- 2022-04-22 13:43:07 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
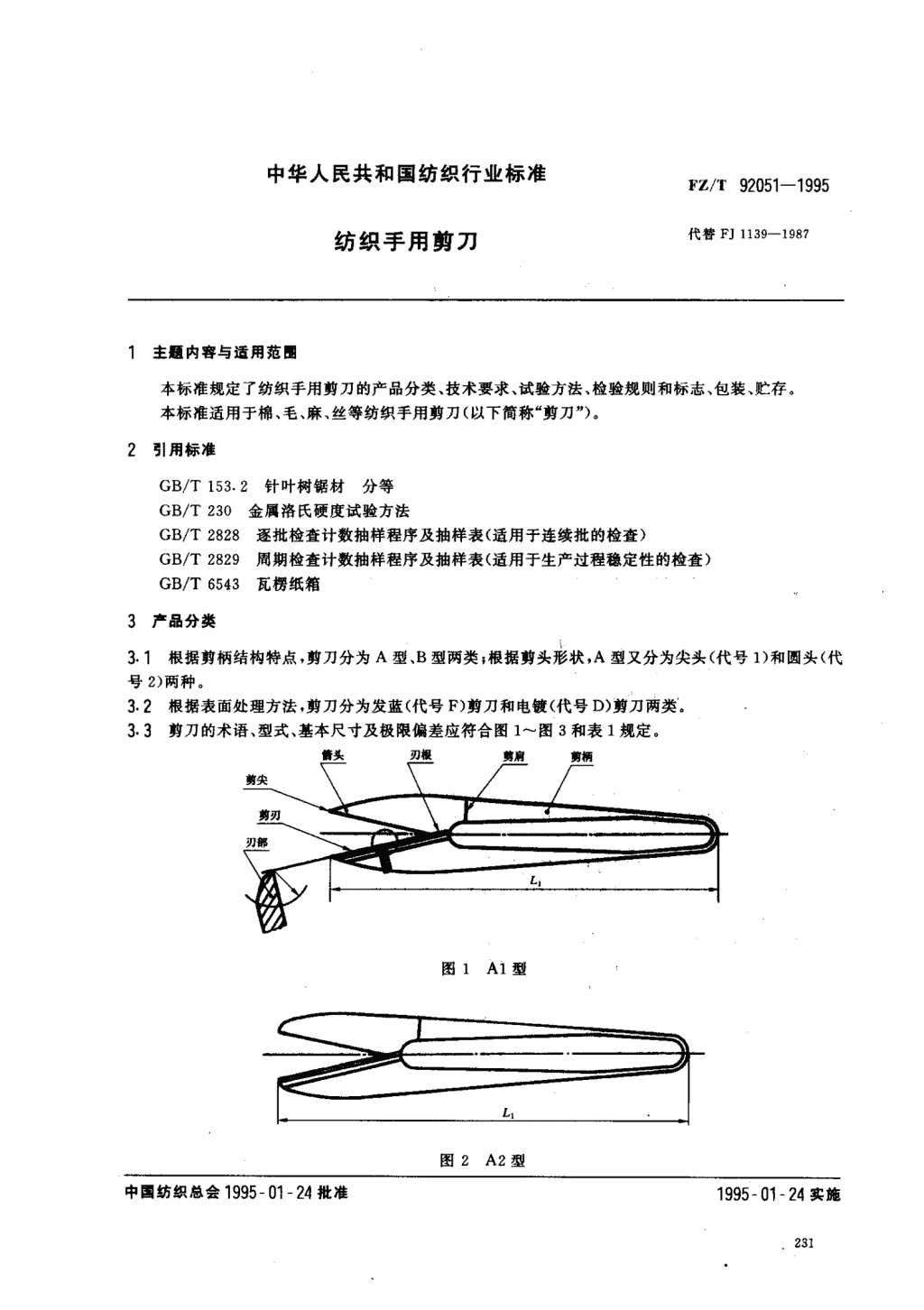
'免费标准网(www.freebz.net)标准最全面中华人民共和国纺织行业标准Fz/T92051-1995代替F]1139-1987纺织手用剪刀1主皿内容与适用范.本标准规定了纺织手用剪刀的产品分类、技术要求、试验方法、检验规则和标志、包装、贮存。本标准适用于棉、毛、麻、丝等纺织手用剪刀(以下简称“剪刀,’)。2引用标准GB/T153.2针叶树锯材分等GB/T230金属洛氏硬度试验方法GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T6543瓦楞纸箱3产品分类3.1根据剪柄结构特点,剪刀分为A型,B型两类;根据剪头形状,A型又分为尖头(代号1)和圆头(代号2)两种。3.2根据表面处理方法,剪刀分为发蓝(代号F)剪刀和电镇(代号D)剪刀两类洁3.3剪刀的术语、型式、基本尺寸及极限偏差应符合图1~图3和表1规定。图1A1型图2A2型中国纺织总会1995一01一24批准1995一01一24实施免费标准网(www.freebz.net)无需注册即可下载
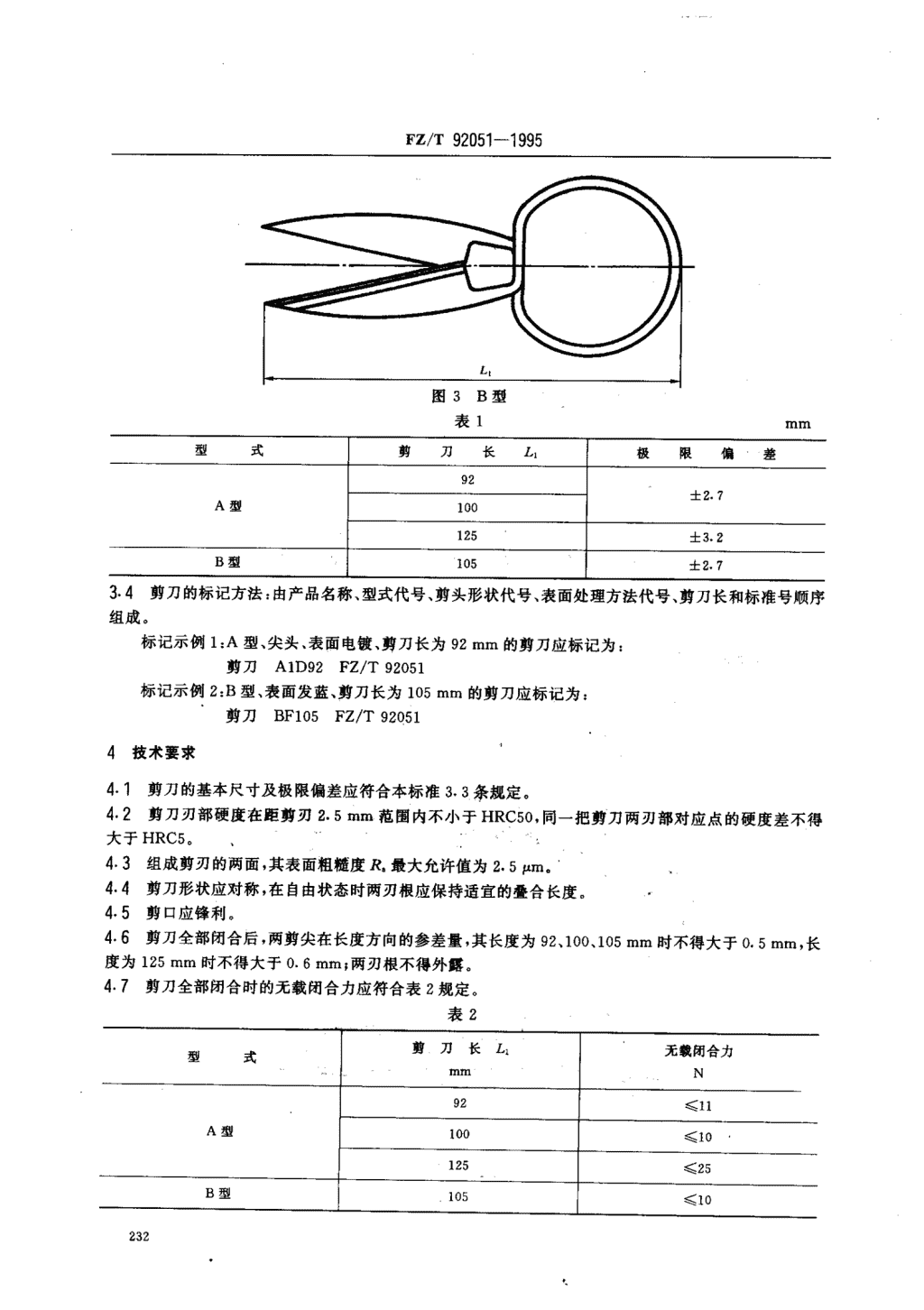
标准分享网www.bzfxw.com免费标准网(www.freebz.net)标准最全面免费下载FZ/T92051-1995图3B型表1型式剪刀长L,极限偏差92士2.7A型100125士3.2B型105士2.73.4剪刀的标记方法:由产品名称、型式代号、剪头形状代号、表面处理方法代号、剪刀长和标准号顺序组成。标记示例1:A型、尖头、表面电镀、剪刀长为92mm的剪刀应标记为:剪刀AID92FZ/T92051标记示例2:B型、表面发蓝、剪刀长为105mm的剪刀应标记为:剪刀BF105FZ/T920514技术要求4.1剪刀的基本尺寸及极限偏差应符合本标准3.3条规定.4.2剪刀刃部硬度在距剪刃2.5mm范围内不小于HRC50,同一把剪刀两刃部对应点的硬度差不得大于HRC5,、.4.3组成剪刃的两面,其表面粗糙度R。最大允许值为2.5Km,4.4剪刀形状应对称,在自由状态时两刃根应保持适宜的叠合长度。4.5剪口应锋利。4.6剪刀全部闭合后,两剪尖在长度方向的参差量,其长度为92,100,105mm时不得大于。.5mm,长度为125mm时不得大于0.6mm;两刃根不得外露。4.7剪刀全部闭合时的无载闭合力应符合表2规定。表2剪刀长L,无载闭合力型式】】InlN92(11A型100(I0一125镇25B型105蕊10免费标准网(www.freebz.net)无需注册即可下载
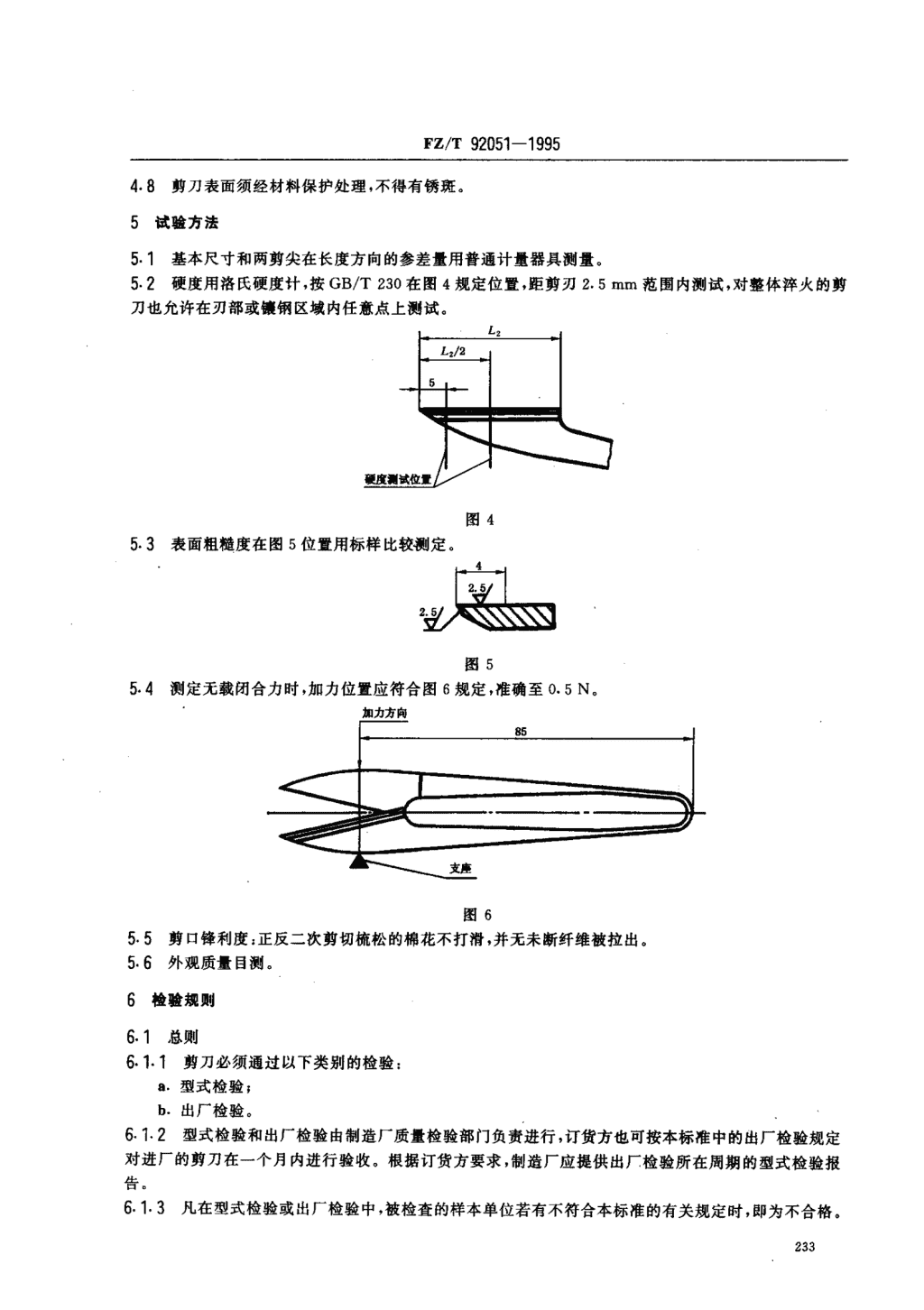
免费标准网(www.freebz.net)标准最全面FZ/T92051-1995剪刀表面须经材料保护处理.不得有锈斑。试验方法5.1基本尺寸和两剪尖在长度方向的参差量用普通计量器具测量。5.2硬度用洛氏硬度计,按GB/T230在图4规定位置,距剪刃2.5mm范围内测试,对整体淬火的剪刀也允许在刃部或镶钢区域内任意点上测试。图45.3表面粗糙度在图5位置用标样比较铡定。图55.4测定无载闭合力时,加力位置应符合图6规定,准确至0.5N,加力方向图65.5剪口锋利度:正反二次剪切梳松的棉花不打滑,并无未断纤维被拉出。5.6外观质量目测。6检脸规则6.1总则6.,.1剪刀必须通过以下类别的检验:a.型式检验;b.出厂检验。6.1.2型式检验和出厂检验由制造厂质量检验部门负责进行,订货方也可按本标准中的出厂检验规定对进厂的剪刀在一个月内进行验收。根据订货方要求,制造厂应提供出厂检验所在周期的型式检验报2」:6.1.3凡在型式检验或出厂检验中,被检查的样本单位若有不符合本标准的有关规定时,即为不合格。免费标准网(www.freebz.net)无需注册即可下载
标准分享网www.bzfxw.com免费标准网(www.freebz.net)标准最全面免费下载Fz/T92051一19956.2检验6.2.1型式检验6.2.1.1连续生产的剪刀每月进行一次型式检验。在改进主要制造工艺、更换材料时,也应进行型式检验。6.2.1.2型式检验采用GB/T2829中判别水平1的二次抽样方案。6.2.1.3型式检验的项目、样本大小、不合格质量水平和不合格分类应符合表3规定。表3序号检验项目样本大小不合格质t水平不合格分类1刃部硬度20102刃部硬度差20103无载闭合力2010B4表面粗糙度20105剪尖参差盈20106剪刀长20257刃根盛合长度2025C8剪口锋利度20259外观质且20256.2.1.4样本的抽取和检查按GB/T2829中4.9和4.10规定进行。6.2.1.5型式检验合格或不合格的判断和检查后的处置按GB/T2829中4.11和4.12规定进行。6.2.2出厂检验6-2-2.1每批剪刀都要进行出厂检验,经型式检验合格后方可进行出厂检验。6.2.2.2出厂检验采用GB/T2828中一般检查水平1的二次抽样方案,从正常检查开始,并按GB/T2828中4.6.3和4.6.4规定进行。6.2.2.3出厂检验项目、合格质I水平和不合格分类应符合表4规定。表4序号检脸项目合格质t水平不合格分类1剪尖参差童10B2剪刀长103刃根盛合长度10C4剪口锋利度105外观质盈106.2-2.4样本的抽取和检查按GB/T2828中4.9和4.10规定进行。6.2.2.5出厂检验合格或不合格的判断和检查后的处置按GB/T2828中4.11和4.12规定进行。7标志、包装、贮存7.1包装剪刀经检验合格后方可进行包装。7.1.1内包装剪刀应用防潮纸每10把包成一包,每10包装成一盒,盒内应附产品合格证。7.1.2外包装免费标准网(www.freebz.net)无需注册即可下载
免费标准网(www.freebz.net)标准最全面FZ/T92051-1995外包装采用GB/T6543表1中3类双瓦楞纸箱或普通木箱,箱内应衬防潮材料;普通木箱材质应符合GB/T153.2表3规定的三等普通锯材。成箱后应用塑料捆扎带或包装钢带捆扎牢固。7.2标志7.2-1每把剪刀上应标明制造厂名或商标。7.2.2纸盒和外包装上均应标明:a.制造厂名;b.产品标记;c.数量;d.生产日期;e.生产批号。7.2.3运输包装上应标明:a.制造厂名;b.产品标记;c.数量;d.出厂日期;e.毛重;f.体积(长X宽X高=m");9.怕湿标志。7.3贮存7.3.1制造厂应对剪刀进行防锈蚀处理,并保证自出厂之日起一年内不因防锈处理不当而生锈。7.3.2剪刀应存放在通风干燥处。附加说明:本标准由中国纺织总会技术装备部提出。本标准由陕西纺织器材研究所归口。本标准由陕西纺织器材研究所、无锡县纺织刀剪厂、江苏省纺织机械器材工业公司负责起草。本标准主要起草人赵玉生、商晓刚、鲍民森、尤昌勤。本标准制定于1987年,1995年由原“FJ"调整为“FZ"标准,并重新编为本标准号。免费标准网(www.freebz.net)无需注册即可下载'
您可能关注的文档
- FZT92043-1995熔融纺丝异形孔喷丝板.pdf
- FZT92044-1995酚醛塑料槽筒.pdf
- FZT92045-1999印花镍网.pdf
- FZT92045-2008印花镍网.pdf
- FZT92046-1995平焊管法兰(无缝钢管用).pdf
- FZT92047-1995平焊管法兰(输送钢管用).pdf
- FZT92048-1995法兰盖.pdf
- FZT92049-1995法兰用带耳垫片.pdf
- FZT92050-95粉末冶金轴承.pdf
- FZT92052-1995轴承内径φ12mm环锭锭子.pdf
- FZT92053-1995轴承内径Φ10mm环锭锭子.pdf
- FZT92054-1996倍捻锭子.pdf
- FZT92054-2010倍捻锭子.pdf
- FZT92055-1998进布装置通用技术条件.pdf
- FZT92055-2010进布装置通用技术条件.pdf
- FZT92056-1998织物导向(对中)装置通用技术条件.pdf
- FZT92057-1998卷布装置通用技术条件.pdf
- FZT92057-2010卷布装置通用技术条件.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明