

- 126.97 KB
- 2022-04-22 13:47:19 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'免费标准网(www.freebz.net)中华人民共和国纺织行业标准Fz/T97010-1993针织机械三角通用技术条件1主题内容与适用范围本标准规定了针织机械三角的技术要求和试验方法。本标准适用于纬编机的三角和其他控制织针、辅助织针做编织运动的零件(如针板、闸刀、菱角、镶板、拦块等)。注:以下条文中三角和编织零件名称除需特别表明外,其他均统称三角2技术要求2.1可靠性三角零件的可靠性要求可选用平均寿命(MTTF)作为考核指标,各制造厂应根据各类三角实际使用条件制定企业内部控制的平均寿命(MTTF)考核指标和评定规范。2.2材料a.GCr15;b.Cr12MoV;c.W18Cr4V;d.45(只适用于辅助三角);e.机械强度和物理性能不低于上述材料的其他材料。2.3硬度和金相组织a.GCr15,热处理硬度HRC62-“或相当于此硬度的其他类型硬度值;金相组织推荐为“隐针马氏体+均布细小残余碳化物+少量残余奥氏体”;b.Cr12MoV:热处理硬度HRC60-64或相当于此硬度的其他类型硬度值;金相组织推荐为“隐针马氏体+残余碳化物+少量残余奥氏体”;c.W18Cr4V:热处理硬度HRC62^“或相当于此硬度的其他类型硬度值;金相组织推荐为“回火马氏体+未熔碳化物+少量残余奥氏体”;d.有特殊硬度或金相组织要求时,应在产品图样或技术文件上做相应规定。2.4表面粗糙度2.4.1走针跑道面的表面粗糙度R。最大允许值为0.63um,其纹理方向应与走针方向一致,标注为0.60-,并且不允许有明显的波纹和凹痕。2.4.2保护跑道面(非走针面)的表面粗糙度R,最大允许值为1.6pm,24.3三角与织针接触一侧平面的表面粗糙度R。最大允许值为3.2Km,2.4.4三角的安装平面、与相邻三角结合处的平面和袜机闸刀等编织零件的侧面的表面粗糙度R:最大允许值为6.3/am,2.4.5三角!拍勺安装孔、螺孔的表面粗糙度R。最大允许值为12.5pm,2.4.6各处倒角或圆弧联接处的表面粗糙度R。值,按其所处位置,参照2.4-1-2-4.5条要求确定。中华人民共和国纺织工业部1993-03-31批准1993一07一01实施免费标准网(www.freebz.net)无需注册即可下载
免费标准网(www.freebz.net)Fz/T97010-19932.4.7锻造或铸造成坯的三角,其非加工表面粗糙度R:最大允许值为50ym;全部机加工三角除2.4-1-2-4.6条规定外的其他面的表面粗糙度R。值均不得大于12.5pm,2.4.8当有特殊要求时,应在产品图样和技术文件中做出相应的规定。2.5三角零件必须经过消磁处理。2.6三角尺寸公差2.6.1针筒三角厚度尺寸偏差为一806mm,2.6.2针盘三角厚度尺寸偏差为一8。;mm,2.6.3封闭三角的外形高度、保护跑道相关外形高度和非配合面的外形尺寸公差不低于IT13的规定。2.6.4三角宽度方向外形尺寸公差不低于IT8的规定。2.6.5三角走针曲线相对于定位基准的线轮廓度公差为0.14mm.2.了所有三角的产品图样均应标注出三角的形位、尺寸公差和技术要求。2.8针织机械三角的设计要则见附录A(参考件)。3试验方法3.1三角尺寸测量应采用比其公差值高一等级的通用量具。3.2三角表面粗糙度测量采用与表面粗糙度标准样板比较法或用表面粗糙度测量仪。3.3线轮廓度测量方法将完工后的三角置于投影仪上放大10倍,与根据理论走针曲线放大10倍绘制于小变形、透明材料上的样本进行比较,其要求按2.6.5条的规定。免费标准网(www.freebz.net)无需注册即可下载
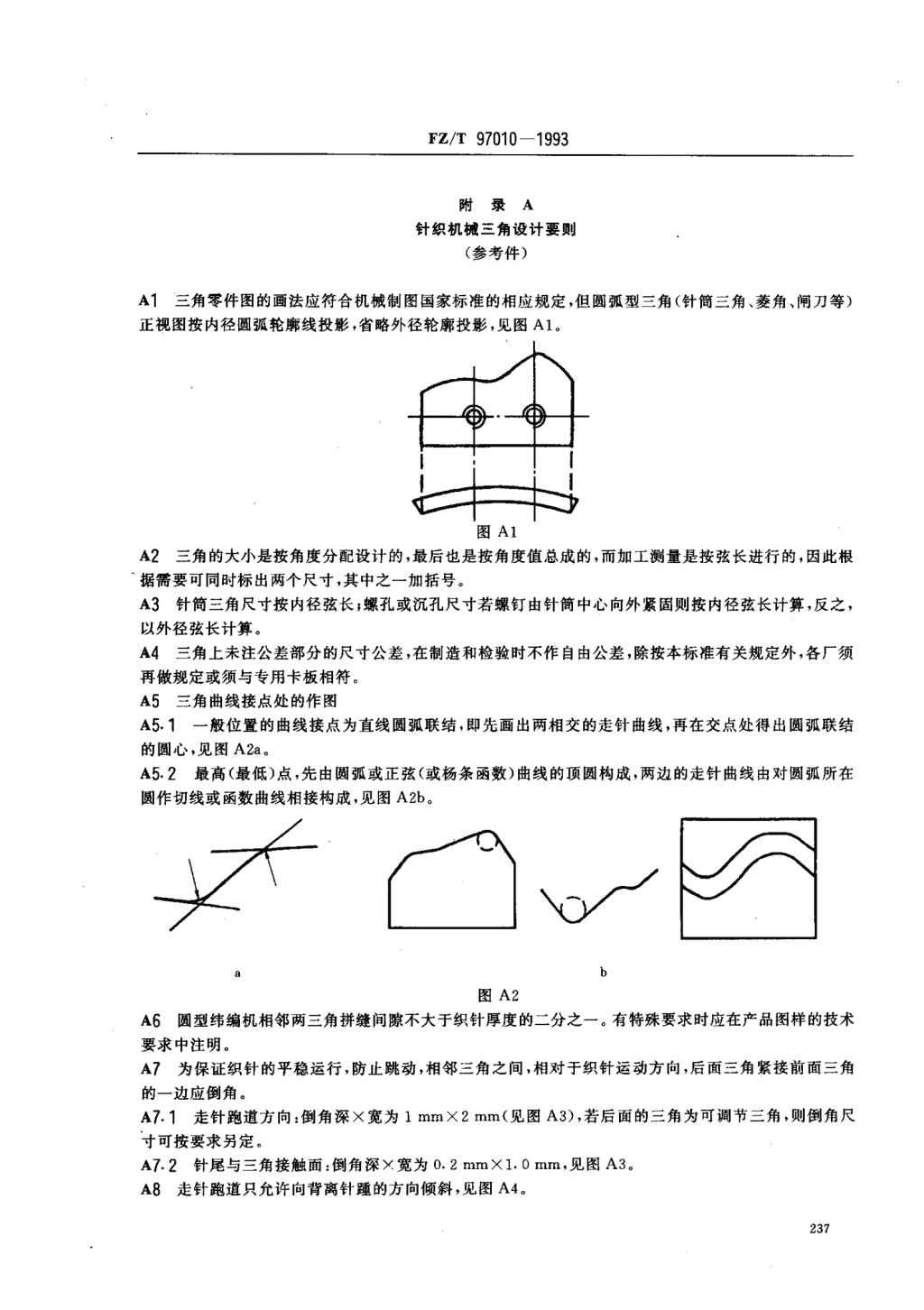
免费标准网(www.freebz.net)Fz/T97010-1993附录A针织机械三角设计要则(参考件)A1三角零件图的画法应符合机械制图国家标准的相应规定,但圆弧型三角(针筒三角、菱角、闸刀等)正视图按内径圆弧轮廓线投影,省略外径轮廓投影,见图A1,图A1A2三角的大小是按角度分配设计的,最后也是按角度值总成的,而加工测量是按弦长进行的,因此根据需要可同时标出两个尺寸,其中之一加括号。A3针筒三角尺寸按内径弦长;螺孔或沉孔尺寸若螺钉由针筒中心向外紧固则按内径弦长计算,反之,以外径弦长计算。A4三角上未注公差部分的尺寸公差,在制造和检验时不作自由公差,除按本标准有关规定外,各厂须再做规定或须与专用卡板相符。A5三角曲线接点处的作图A5.,一般位置的曲线接点为直线圆弧联结,即先画出两相交的走针曲线,再在交点处得出圆弧联结的圆心,见图A2a,A5.2最高(最低)点,先由圆弧或正弦(或杨条函数)曲线的顶圆构成,两边的走针曲线由对圆弧所在圆作切线或函数曲线相接构成,见图A2b.ab图A2A6圆型纬编机相邻两三角拼缝间隙不大于织针厚度的二分之一。有特殊要求时应在产品图样的技术要求中注明。A7为保证织针的平稳运行,防止跳动,相邻三角之间,相对于织针运动方向,后面三角紧接前面三角的一边应倒角。A7.1走针跑道方向:倒角深X宽为1mmX2mm(见图A3),若后面的三角为可调节三角,则倒角尺寸可按要求另定。针尾与三角接触面:倒角深X宽为0.2mmX1.0mm,见图A3oA乙·2A匕走针跑道只允许向背离针踵的方向倾斜,见图A4e免费标准网(www.freebz.net)无需注册即可下载
免费标准网(www.freebz.net)Fz/T97010-1993图A3图A4A9由针筒中心向外方向安装三角的螺钉沉孔应保证螺钉安装后,螺钉顶面离三角平面0.5mm的深度。螺孔或沉孔的位置应避开针尾轨迹线,以防止针的跳针或撞针附加说明:本标准由纺织工业部技术装备司提出。本标准由上海纺织机械研究所归口。本标准由上海纺机研究所、上海第七纺织机械厂、宜昌纺机厂负责起草本标准主要起草人杜任星、施尧训、叶齐炎。免费标准网(www.freebz.net)无需注册即可下载'
您可能关注的文档
- FZT97005.2-1991针织用舌针袜针.pdf
- FZT97005.3-1991针织用舌针横机针.pdf
- FZT97005.4-1991针织用舌针罗纹针.pdf
- FZT97005.5-1991针织用舌针双头针.pdf
- FZT97006-1991针织用钩针.pdf
- FZT97007-1991针织用针辅助件.pdf
- FZT97008-1991双针床经编机.pdf
- FZT97008-2009双针床经编机.pdf
- FZT97009-1992纬编机双面提花圆型纬编机.pdf
- FZT97011-1993纬编机双面圆型纬编机(罗纹机).pdf
- FZT97012-1995台车.pdf
- FZT97013-1995单针筒绣花袜机.pdf
- FZT97014-1995单针筒提花袜机.pdf
- FZT97015-1997分段整经机.pdf
- FZT97016-1997提花经编机.pdf
- FZT97017-1999针织横机针床的通用技术条件.pdf
- FZT97018-1999经编用槽针.pdf
- FZT97020-2009电脑针织横机.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明