

- 119.98 KB
- 2022-04-22 13:47:31 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'FZ/T97018-1999前言本标准是参考德国Haase十kuh。公司同类产品质量及技术性能指标,结合国内生产厂家实际情况而制定的。本标准从1999年12月1日起实施。本标准由原中国纺织总会技术装备部提出。本标准由上海纺织机械研究所归口。本标准起草单位:上海纺织机械研究所、上海织针总厂有限公司、无锡纺织机械专件厂。本标准主要起草人:陆忠宝、薛伟民、杨国英、徐明苏。
中华人民共和国纺织行业标准FZ/T97018-1999经编用槽针Groovedneedleforwarpknittingmachine范围本标准规定了经编用槽针产品分类、技术要求、试验方法、检验规则及标志、包装、运输和贮存。本标准适用于经编用钢片、钢丝槽针。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T2828-1987逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829-1987周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)FZ/T90029.5-1991针织用针分类、术语及产品代号编法产品代号编法3产品分类3.1针类别代号按FZ/T90029.5-1991中表1的规定,钢片槽针代号为FP,钢丝槽针代号为FS,3.2槽针针杆厚度、工作长度等参数推荐值见表1一表4,表1针杆厚度推荐值mm表2针杆长度推荐值表3针头直径推荐值表4针钩外径推荐表4技术要求4.1针杆外形的尺寸公差见表5,表5厚度尺寸范围<0.400.41-0.600.61-0.80>0.81厚度(8)尺寸公差士0.01士0.02士0.025士0.025长度(L)尺寸公差士0.104.2槽针针钩的槽对槽针中心的对称度为0.03mm,针芯的槽对针芯中心的对称度为0.02mm,国家纺织工业局1999一11一19批准1999一12一01实施
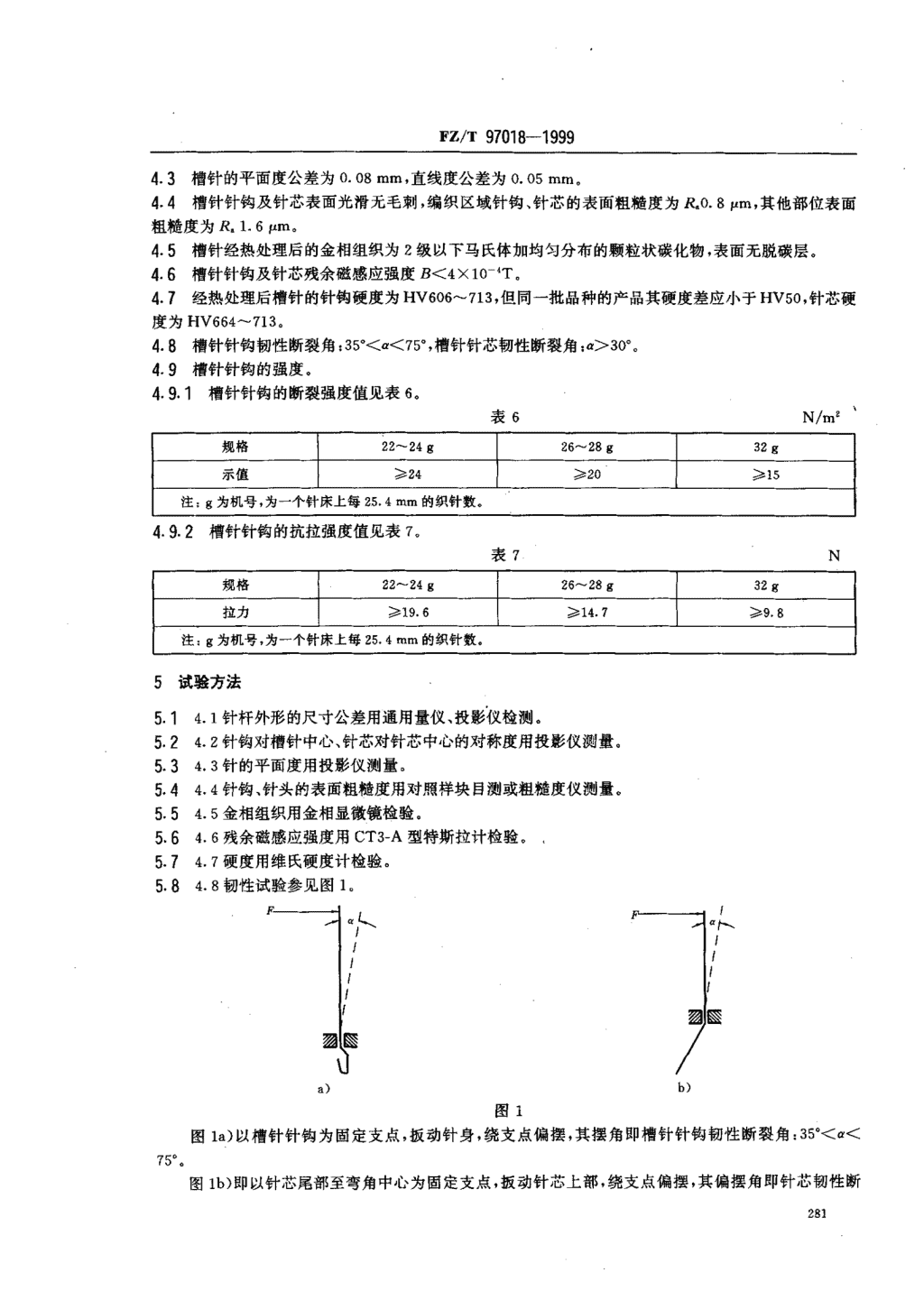
FZ/T97018-19994.3槽针的平面度公差为0.08mm,直线度公差为。.05mm,4.4槽针针钩及针芯表面光滑无毛刺,编织区域针钩、针芯的表面粗糙度为R,O.8I"m,其他部位表面粗糙度为R,1.6sm,4.5槽针经热处理后的金相组织为2级以下马氏体加均匀分布的颗粒状碳化物,表面无脱碳层。4.6槽针针钩及针芯残余磁感应强度B<4X10-"T,4.7经热处理后槽针的针钩硬度为HV606^713,但同一批品种的产品其硬度差应小于HV50,针芯硬度为HV664-713,4.8槽针针钩韧性断裂角:350300,4.9槽针针钩的强度。4.9.1槽针针钩的断裂强度值见表6,表。N/m"‘22^24g26^28g>24李20注g为机号,为一个针床上每25.4mm的织针数。4.9.2槽针针钩的抗拉强度值见表7,表722^-24g26^28g)19.6)14.7注g为机号,为一个针床上每25.4mm的织针数.5试验方法5.14.1针杆外形的尺寸公差用通用量仪、投影仪检测。5.24.2针钩对槽针中心、针芯对针芯中心的对称度用投影仪测量。5.34.3针的平面度用投影仪测量。5.44.4针钩、针头的表面粗糙度用对照样块目测或粗糙度仪测量。5.54.5金相组织用金相显微镜检验。5.64.6残余磁感应强度用CT3-A型特斯拉计检验。5.74.7硬度用维氏硬度计检验。5.84.8韧性试验参见图1,1叭·卜1了1]11111翻!盔翻1隆图1图la)以槽针针钩为固定支点,扳动针身,绕支点偏摆,其摆角即槽针针钩韧性断裂角:350300.5.94.9.1针钩的断裂强度用强度测试仪检验。5.104.9.2针钩的抗拉强度用拉力测试仪检验。6检验规则6.1产品出厂前需经制造厂质量检验部门按本标准6.2的要求检验合格,附有产品合格证后方可出厂。6.2出厂检验6.2.1检验项目:4.1^4.4,4.6^4.8,4.9.2,6.2.2检验方法按GB/T2828的规定,其合格质量水平和抽样方案按表8的规定。表8检验项目ILAQL抽样方法4.1中LI2.5二次抽样4.1中SI2.5二次抽样4.2I2.5二次抽样4.3I2.5二次抽样4.4I2.5二次抽样4.6S32.5二次抽样4.7S-22.5二次抽样4.8S-32.5二次抽样4.9.2S-32.5二次抽样6.2.3检验结果判定:按6.2.2检验,若有一项不合格,则该批产品为不合格。6.3型式检验6.3.1检验项目:4.1-4.9所有项目。6.3.24.5的检验应在检查批中随机抽取5根进行检验,若有两根不合格,则该项目判不合格,其他项目的检验方法按GB/T2829的规定,其不合格质量水平、检查水平及抽样方案按表9规定。完9检验项目DLRQL抽祥方法4.1中LI6.5二次抽样4,1中SI6.5二次抽样4.2I6.5二次抽样4.3I6.5二次抽样4.4I6.5二次抽样4.6n6.5二次抽样4.7!6.5二次抽样4.8I6.5二次抽样4.9.1I6.5二次抽样4.9.2I6.5二次抽样6.3.3检验结果判定:按6.3.2检验,有一项不合格,则该批产品为不合格。zR2
Fz/T97018-19996.4用户有权按本标准验收产品,若产品不符合本标准规定的质量标准时,由制造厂负责解决。了标志、包装、运输、贮存7.1槽针产品采用具有防锈作用的纸盒或塑料盒包装,包装物外应标明下列内容:a)制造厂名、商标;b)产品名称、型号和规格;c)产品数量;d)生产批号;e)防潮标志。7.2槽针产品盒装运输应用木箱或高强度纸箱等包装,其包装必须牢固,有防锈、防潮措施,并在箱体上清晰标明以下内容:a)产品名称、型号、规格;b)制造厂名;。)生产批号;d)运输注意事项和相关标志。了.3每箱产品应附带产品合格证、装箱单。7.4产品应存放在无腐蚀性、通风、干燥的室内,不准露天存放。7.5在符合本标准的贮存条件下,产品防锈有效期为一年。'
您可能关注的文档
- FZT97009-1992纬编机双面提花圆型纬编机.pdf
- FZT97010-1993针织机械三角通用技术条件.pdf
- FZT97011-1993纬编机双面圆型纬编机(罗纹机).pdf
- FZT97012-1995台车.pdf
- FZT97013-1995单针筒绣花袜机.pdf
- FZT97014-1995单针筒提花袜机.pdf
- FZT97015-1997分段整经机.pdf
- FZT97016-1997提花经编机.pdf
- FZT97017-1999针织横机针床的通用技术条件.pdf
- FZT97020-2009电脑针织横机.pdf
- FZT97021-2009电脑织袜机.pdf
- FZT97022-2009多梳栉经编机.pdf
- FZT97023-2009缝编机.pdf
- FZT98001-1991电容式条干均匀度仪.pdf
- FZT98001-2009电容式条干均匀度仪.pdf
- FZT98002-1992电容式纤维长度(自动)测定仪.pdf
- FZT98003-1994电子清纱器.pdf
- FZT98003-2009电子清纱器.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明