

- 210.00 KB
- 2022-04-22 13:37:40 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'H日中华人民共和国航空行业标准FL1680MB8229一2002锁紧垫片锁紧的操纵拉杆带衬套不可调叉耳接头Controlrod,lockedwithlockinggasketTie-inwithbush2003一02一24发布2003一02一24实施国防科学技术工业委员会发布
BB8229一2002前言本标准由中国航空工业第一集团公司提出。本标准由中国航空综合技术研究所归口。本标准起草单位:中国航空工业沈阳飞机设计研究所、中国航空综合技术研究所。本标准卞要起草人:张艳、李俊异。标准分享网www.bzfxw.com免费下载
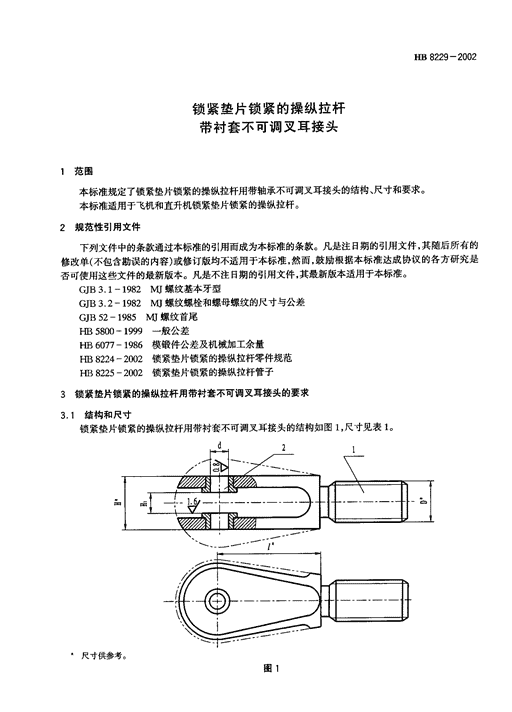
HB8229一2002锁紧垫片锁紧的操纵拉杆带衬套不可调叉耳接头1范围本标准规定了锁紧垫片锁紧的操纵拉杆用带轴承不可调叉耳接头的结构、尺寸和要求。本标准适用于飞机和直升机锁紧垫片锁紧的操纵拉杆。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包含勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GJB3.1一1982NJ螺纹基本牙型GJB3.2一1982NU螺纹螺栓和螺母螺纹的尺寸与公差GJB52一1985Ml螺纹首尾HB5800一1999一般公差HB6077一1986模锻件公差及机械加工余量HB8224一2002锁紧垫片锁紧的操纵拉杆零件规范HB8225一2002锁紧垫片锁紧的操纵拉杆管子3锁紧垫片锁紧的操纵拉杆用带村套不可调叉耳接头的要求结构和尺寸锁紧垫片锁紧的操纵拉杆用带衬套不可调叉耳接头的结构如图1,尺寸见表1e一目别一尺寸供参考。图1
HB8229一2002表1单位为毫米单件理序断裂强度“1性DHH,1论重量叉耳接头fff2号M7HIIkN81301HB8229一12HB8229一120M8x1.25102501HB8229一22HB8229一12751883301HB8229一32HB8229一1234501HB8229一42HB8229一1NU12x1.518305351HB8229一52HB8229一26501HB8229一62H88229一236722127351HB8229一72HB8229一237278501HB8229一82HB8229一243W16x1.5982414291HB8229一92HB8229一3481040321HB8229一102HB8229一462102816111HB8229一112HB8229一465NU18x1.53812123217451HB8229一122HB8229一590参数供参考。3.2标记示例示例:序号3的叉耳接头标记为:HB8229一33.3其他要求3.3.1衬套压装前先在衬套座内涂符合叼12HG4346一2000的TB06一9锌黄丙烯酸聚氨醋底漆,趁底漆未干时进行衬套的压装。3.3.2带接头管子的应用示例见HB8225一2002附录A(资料性附录)。3.3.3其他技术条件按HB8224一20020标准分享网www.bzfxw.com免费下载
HB8229一20024叉耳接头的要求4.1结构和尺寸接头的结构如图2,尺寸见表201H日8229一2002叉耳接头用于序号卜6AAVI用于序号7-12图2
HB8229一2002表2单位为毫米DlHH,单件理论11序号性d1DL1h13Rr重量0H7Hll+吕2一1g145253017M}8x1.252654550247191910101253552530204754550叨12x1.52756030356754550339222214121577673035348824550408NU16x1.5259102424161518844721035405712282818169911756010ND18x1.5301215323220804018451010794.2标记示例示例:序号5的叉耳接头标记为:1HB8229一54.3材料材料为2D70一T6模锻件按11一CL一032A,UI类检查。4.4热处理热处理:淬火加自然时效。4.5表面处理表面处理:硫酸阳极化,重铬酸盐填充,除表面A,B外,先涂灰色瓷漆S06一0125底漆两层,再涂TS70一60底漆一层。4.6拔模斜度拔模斜度为5004.7其他要求4.7.1未注模锻圆角半径2mm.4.7.2模锻毛坯未注尺寸偏差按HB6077一1986,E级精度。4.7.3螺纹按GJB3.1一1982,GJB3.2一1982,镀前公差6e.4.7.4螺纹首尾按GJB52一198504.7.5一般公差按HB5800一199904.7.6其它技术要求按HB8224一20020标准分享网www.bzfxw.com免费下载
HB8229一20025衬套的要求5.1结构和尺寸衬套的结构如图3,尺寸见表302HB8229一2002衬套R0.:其余63巡班图门口表八﹂单位为毫米100件序号Du8D]dhL理论重量kg17104.50.1229126.55.20.151.2310147.50.19412169.56.20.255151911.51.77.70.535.2标记示例示例序号4的衬套标记为:2HB8229一405.3材料材料:OCr16Ni6棒材按11一CL一01605.4热处理热处理至RC35.5一42.5,按Q/J11一3018一2002,1V类检查。5.5表面处理表面处理:化学钝化。5.6一般公差一般公差按】B5800一19990
HB8229一20025.7技术要求技术要求按HB8224一20020标准分享网www.bzfxw.com免费下载'
您可能关注的文档
- HB822-1990凸缘螺纹模柄.pdf
- HB8221-8222-2002HB8221-2002HB8222-2002扩口式收紧螺母第2尺寸系列.pdf
- HB8221~8222-2002扩口式收紧螺母第2尺寸系列.pdf
- HB8221~HB8222-2002扩口式收紧螺母第2尺寸系列.pdf
- HB8224-2002锁紧垫片锁紧的操纵拉杆零件规范.pdf
- HB8225-2002锁紧垫片锁紧的操纵拉杆管子.pdf
- HB8226-2002锁紧垫片锁紧的操纵拉杆带轴承不可调耳环接头.pdf
- HB8227-2002锁紧垫片锁紧的操纵拉杆带轴承不可调双耳环接头.pdf
- HB8228-2002锁紧垫片锁紧的操纵拉杆带轴承可调耳环接头.pdf
- HB823-1990压入式模柄.pdf
- HB8230-2002锁紧垫片锁紧的操纵拉杆锁紧垫片.pdf
- HB8232-8269-8234-2002MJ螺纹六角厚自锁螺母.pdf
- HB8233-2002橡胶零件的尺寸极限偏差和表面粗糙度要求标准.pdf
- HB8235-8236-2002MJ螺纹六角薄自锁螺母.pdf
- HB8237-2002MJ螺纹游动托板自锁螺母.pdf
- HB8238-2002MJ螺纹盲孔小六角螺母.pdf
- HB8239-2002MJ螺纹压装配盲孔螺母.pdf
- HB8240-8242-8223-2002MJ螺纹小六角螺母.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明