

- 217.91 KB
- 2022-04-22 13:35:38 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'K"S71.120.10;75.180.20;23.020.30G93备案号:10959-2002HG中华人民共和国化工行业标准HG/T3180-2002代替HG/T3180-1988尿素高压设备衬里板及内件的焊接工艺评定和焊工技能评定Weldingprocedurequalificationandwelderperformancequalificationofcladdingandinternalforhighpressureureaequipments2002-09-28发布2003-06-01实施中华A.民共和国国家经济贸易委员会&}i
HG/T3180-2002前言本标准代替推荐性化工行业标准HG/T3180-1988(尿素高压设备衬里板及内件的焊接工艺评定和焊工技能评定》。本标准是根据多年实施HG/T3180-1988取得的经验,结合近年来国内外工程公司的标准、规范,对HG/T3180-1988修订而成。本标准与HG/T3180-1988的主要技术差异:—提高了选择性腐蚀试验的验收指标。—对焊接变素明确了量化考核指标。—熔敷金属的化学成分略有变化。—明确了焊工补考的期限。本标准由原国家石油和化学工业局政策法规司提出。本标准由化学工业机械设备标准化技术委员会归口。本标准起草单位:大连冰山集团金州重型机器有限公司。本标准主要起草人:郭传江、刘晓书。参加起草人有刘静、曲孟盛、张英俊。本标准1988年首次发布为化工专业标准ZB/TG93009-1988,1997年调整为推荐性化工行业标准,并重新编号为HG/T3180-1988,
HG/T3180-2002尿素高压设备衬里板及内件的焊接工艺评定和焊工技能评定范围本标准规定了尿素高压设备耐腐蚀超低碳Cr-Ni-Mo奥氏体不锈钢(以下简称“尿素级不锈钢”)衬里板和内件的焊接工艺评定、焊工技能评定的基本原则、试验方法和检验要求。通过焊接工艺评定或焊工技能评定,焊机和焊接材料也同时通过验证。本标准仅适用于钨极氢弧焊(GTAW),焊条电弧焊(SMAW)及这两种方法的组合。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。HG/T3172尿素高压设备制造检验方法尿素级超低碳铬镍钥奥氏体不锈钢晶间腐蚀倾向试验的试样制取HG/T3173尿素高压设备制造检验方法尿素级超低碳铬镍钥奥氏体不锈钢晶间腐蚀倾向试验HG/T3174尿素高压设备制造检验方法尿素级超低碳铬镍铂奥氏体不锈钢的选择性腐蚀检查和金相检验HG/T3179尿素高压设备堆焊工艺评定和焊工技能评定JB4708钢制压力容器焊接工艺评定JB473。压力容器无损检测《锅炉压力容器压力管道焊工考试与管理规则》国家质量监督检验检疫总局2002年颁布3一般要求3.1程序a)提出焊接评定的任务书。b)编制评定用焊接工艺规程。c)制订焊接评定计划。d)试验,并做详细记录。e)填写焊接评定试验报告并存档。3.2焊工3.2.1焊接评定试板的焊工必须经锅炉压力容器不锈钢材料焊工资格考试合格,具有较好的焊接操作技能,并且具有焊接尿素级不锈钢的基本知识。3.2.2焊工技能评定不合格者允许在一个月内参加补考一次,补考不合格或未补考的不合格者,经短期培训后可重新申请评定,但与前一次评定的间隔至少为三个月。3.2.3焊工技能评定一般在焊接工艺评定合格后进行。技能评定试验所用焊机、焊接材料及工艺应符合工艺评定的要求。焊接工艺评定试板的焊工,如试板评定合格,则该焊工也通过技能评定。如果焊工按HG/T3179通过手工堆焊技能评定,则同时取得衬里板及内件的手工焊接资格。;.:.:对于多人参加同一项目考试,在焊接工艺相同情况下可任选1人一2人的试板或试件取样作化学分析、晶间腐蚀倾向试验、选择性腐蚀检验及金相检查。
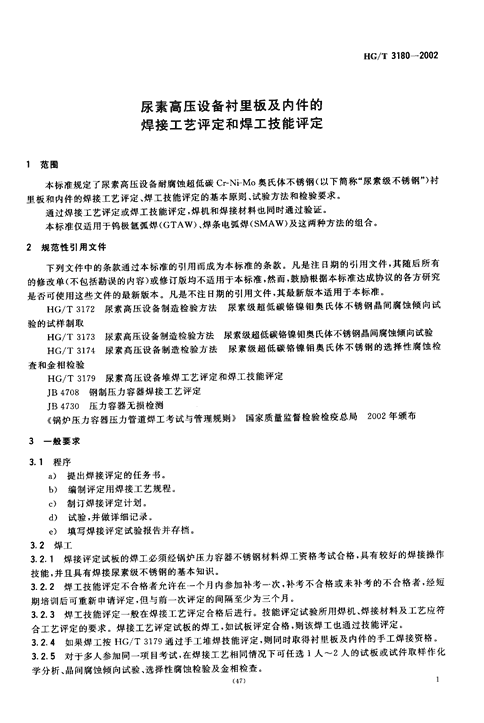
HG/T3180-20023.3授权检验如果合同有要求时,评定试验应在合同要求的检验机构代表监督下进行。4评定的变素4.1焊接工艺评定当出现下述情况之一时需要重新进行工艺评定。a)焊接方法及其组合的改变。b)焊接材料的牌号、类型或直径的改变。c)焊接位置的改变。d)比已评定合格的最高层间温度超过20℃以上。e)耐尿素腐蚀的焊接接头的最终热处理温度改变超过士20-C,f)母材类型或牌号的改变。9)电流种类(交流/直流)或极性(直流正接/反接)的改变。h)电流和/或电压范围的改变超过士1000,i)保护气体类型的改变和/或任一组成成分的变化超过士1000,J)保护气体流量比评定合格的范围的下限值降低10%或降低2L/min(取两者中的较大值)以上时。k)焊接速度的改变超过士100a,1)没有完整的焊接工艺评定报告。4.2焊工技能评定当出现下述情况之一时需要重新进行焊工技能评定。a)焊接方法及其组合的改变。b)焊接材料的牌号、类型或直径的改变。c)焊接位置的改变。d)比已评定合格的最高层间温度超过20℃以上。e)母材类型的改变。f)电流种类(交流/直流)或极性(直流正接/反接)的改变。8)电流和/或电压范围的改变超过1100o,h)保护气体类型的改变和/或任一组成成分的变化超过士1000,i)保护气体流量比评定合格的范围的下限值降低10%或降低2L/min(取两者中的较大值)以上时或取消保护气体。J)焊接速度的改变超过士100a,k)焊工资格证有效期已满(即评定合格的焊工,中断评定合格项目的焊接6个月或6个月以上时)。1)当用户或其代表有要求时。m)没有完整的焊工技能评定报告。4.3其他除了满足本标准之外,若用户和/或图纸、技术条件另有要求,也应该补充到本标准所规定的评定内容中。5试件制备5.1试板的厚度焊接试板的厚度,对于衬里板应与产品相同,对于内件可按JB4708的要求选取。5.2试板的尺寸焊接工艺评定试板尺寸见图1,焊工技能评定试板尺寸见图2。如果要增加评定内容或增加评定焊工的人数,可适当加大试板尺寸或增加试板数量以满足检验要求。2(48)
HG/T3180-2002单位为毫米面}背}面}背}弯}弯弯}弯{仁滋b务龚of}复{复砂//7下I//1F/万尸叹}汗、\反勺屯\、爵聚!不东仄厂1雌巍雄臼}验验}试}试试}试样}样}样}样320>20图1单位为毫米一..}}二一}.l}{.一{}.一.一.一}}拉{面}背}}面}背}拉}.一.一}一}}.一}一.一弯}伸}伸}弯}弯一一b}弯}}巍类竣习干l/7气2二2}L1厂7下丫丫洲卜(代.\工}又,又又\睡羹纂翻}LV不二人、淡巍擞国「试}试}试试{试{试一样}样}样样}样}样整’r.320320图2(49)
HG/T3180-20025.3管状试件的尺寸管子对接试件尺寸,对于焊接工艺评定见JB4708,对于焊工技能评定见《锅炉压力容器压力管道焊工考试与管理规则》。如果管子取拉伸、弯曲试样后,不足以取腐蚀试样,应单独焊制试管(见HG/T3172)6检验及评判6.1外观检查6.1.1焊缝外形尺寸应符合产品技术标准的规定及图纸的要求。6.1.2焊缝、热影响区不得有裂纹、气孔、夹渣、咬边、弧坑、明显的焊缝间断及起棱现象。6.1.3焊缝与母材应圆滑过渡。6.2渗透检测外观检验通过后,焊缝及热影响区应按JB473。进行渗透检测,I级合格。6.3铁素体含量的测定焊缝应进行铁素体含量测定,采用经校正和检定的铁素体测量仪。铁素体含量不得超过。.6%.6.4射线检测焊接试板、试件需经100%的射线检测。衬里板对接试件焊缝按JB4730中AB级透照,I级合格,内件对接焊缝按JB4730中AB级透照,I级合格。6.5化学成分分析取样位置为接触介质侧表面向下3.0mm-3.5mm范围内的熔敷金属中。化学成分要求见表1,表1熔敷金属的化学成分要求质量分数(%)元素类型CCrNiMoMnSiN25-22-2型0.040>24.00>21.001.90-2.70>3.000.500.20316工改良型0.045)17.00)14.002.20-3.00>3.001.0注1:表中单个值为最大值。注2:如母材为3161改良型,焊材为2s-22-2型时,要考虑由于母材稀释,焊缝某些化学成分略低于表2中要求的值,但不得低于316L改良型的要求6.6机械性能试验试板经过外观、渗透检测、铁素体检测、射线检测合格之后,应进行机械性能试验。取样位置分别见图1、图206.6.1拉伸试验对于焊接工艺评定应进行拉伸试验。试样形式和尺寸、试验方法、合格指标见JB470806.6.2弯曲试验对于焊接工艺评定试验,按JB4708进行面弯、背弯试验,试样型式和尺寸、试验方法、合格指标见JB4708。对于焊工技能评定,按《锅炉压力容器压力管道焊工考试与管理规则》进行面弯、背弯试验。6.7金相检查在进行腐蚀试验前,应先进行横截面的金相检查评定焊接质量。主要检查焊缝及热影响区的金相结构,包括:6相、碳化铬、铁素体的性质和数量、过热区晶粒度、以及气孔、夹渣、裂纹等焊接缺陷。金相检查按HG/T3174进行。但如果发现存在。相和沿晶界连续析出密集的碳化铬,试样判废。4csa>
HG/T3180-20026.8晶间腐蚀倾向试验6.8.1腐蚀试验倾向试样的制备按HG/T3172的要求进行。6.8.2试样应在外观和无损检验、铁素体含量测定合格的焊接试板或试件上截取,试板两端舍弃部分应不小于20mm(见图1),6.8.3试样尺寸见图1及图2,选取试样宽度“b”时,应使试样总面积约等于30cm"。试样厚度按HG/T3172的规定选取。6.8.4腐蚀试验按HG/T3173进行。6.8.5腐蚀试验5个周期的平均腐蚀率,一般建议对于316L改良型应小于等于3.3pm/48h,对于25-22-2型应小于等于1.0lem/48h(如母材为316L改良型,而焊材为25-22-2型时,也按316L改良型验收)。第四、第五周期腐蚀率的增长值,分别不应超过第三、四周期腐蚀值的500a,焊接接头的平均腐蚀率不作为试样合格与否的判断依据,而以6.8.6要求的选择性腐蚀和金相检查的结果为验收标准。6.8.6选择性腐蚀和金相检查的试样取自晶间腐蚀试验后的试样,试样的截取及制备按HG/T3172要求进行,在放大20倍的双目显微镜下观测出腐蚀最严重处,并垂直于焊缝方向截取横截面。评定要求见表2e表2选择性腐蚀及金相检查的评定母材项目316L改良型25-22-2型检查位置·巨华,021193118411151-倍数>100x每一侧的最大值和平均值记录如果最大值(40p.没有必要填写平均值1,2,4,5,7,8,10,11侧<701-<70p.焊接材料为25-2-2型,落70pm最大值3、9侧焊接材料为316L改良型,镇2001-6,12侧<200t-(70pm宏观照片照片超出范围的每一点都要拍照超出许可的范围局部超指标的数值和数量应由制造厂与3.3要求的检验代表或用户协商决定7评定报告7.1评定报告应至少包括下述内容:a)焊接工艺规程。b)施焊记录口C}焊材、母材质量证明书。d)焊缝金属化学成分分析报告。e)渗透及射线检测报告。
HG/T3180-2002f)铁素体含量检测报告。9)晶间腐蚀倾向试验报告。h)选择性腐蚀及金相组织的检查报告。7.2评定报告应根据3.3的要求,由授权检验机构的代表签字认可。'
您可能关注的文档
- HGT3171-1989杠杆式固体物料包装机技术条件.pdf
- HGT3172-2002尿素高压设备制造检验方法尿素级超低碳铬镍钼奥氏体不锈钢品间腐蚀倾向试验的试样制取.pdf
- HGT3173-2002尿素高压设备制造检验方法尿素级超低碳铬镍钼奥氏体不锈钢品间腐蚀倾向试验.pdf
- HGT3174-2002尿素高压设备制造检验方法尿素级超低碳铬镍钼奥氏体不锈钢的选择性腐蚀检查和金相检查.pdf
- HGT3175-2002尿素高压设备制造检验方法不锈钢带极自动地焊层的超声检测.pdf
- HGT3176-2002尿素高压设备制造检验方法尿素高压设备氨渗漏试验方法.pdf
- HGT3177-1987钢制绕板压力容器技术条件.pdf
- HGT3178-2002尿素高压设备耐腐蚀不锈钢管子--管权的焊接工艺评定和焊工技能评定.pdf
- HGT3179-2002尿素高压设备堆焊工艺评定和焊工技能评定.pdf
- HGT3181-1989高频电阻焊螺旋翘片管.pdf
- HGT3181-2009高频电阻焊螺旋翅片管.pdf
- HGT3182-1987化工用泵名词术语.pdf
- HGT3183-1989氟塑料衬里单级单吸化工离心泵技术条件.pdf
- HGT3183-2012氟塑料衬里单级单吸化工离心泵技术条件.pdf
- HGT3184-1987化工用往复活塞式压缩机名词术语.pdf
- HGT3185-1987化工用轴流式压缩机名词术语.pdf
- HGT3186-1987化工用离心式压缩机名词术语.pdf
- HGT3187-1980矩型块孔式石墨换热器.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明