

- 961.78 KB
- 2022-04-22 11:18:26 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'机械工业部电器工业局指导性技术文件JB/DQZ—85代替电工产品图样及技术文件编制导则产品图样及技术文件十进位分类编号法产品图样及技术文件十进位分类编号法是作为对产品图及及技术文件进行编号的一种办法。他的特点是按对象的特征、用途和内容采用十进位的分类法来编号的。其目的是有助于技术交流,方便通用和管理,以促进标准化的工作。1分类办法与代号的组成分类办法十进位分类法是将所有的产品及其组成部分(组件、部件和零件)以及技术文件,分为十级,每级又分为十部,每部又分为十类,每类又分为十组。注:组件是指产品具有独立功能,并能单独投入生产的部件,并必须编制明细表和生产中需要的技术文件。
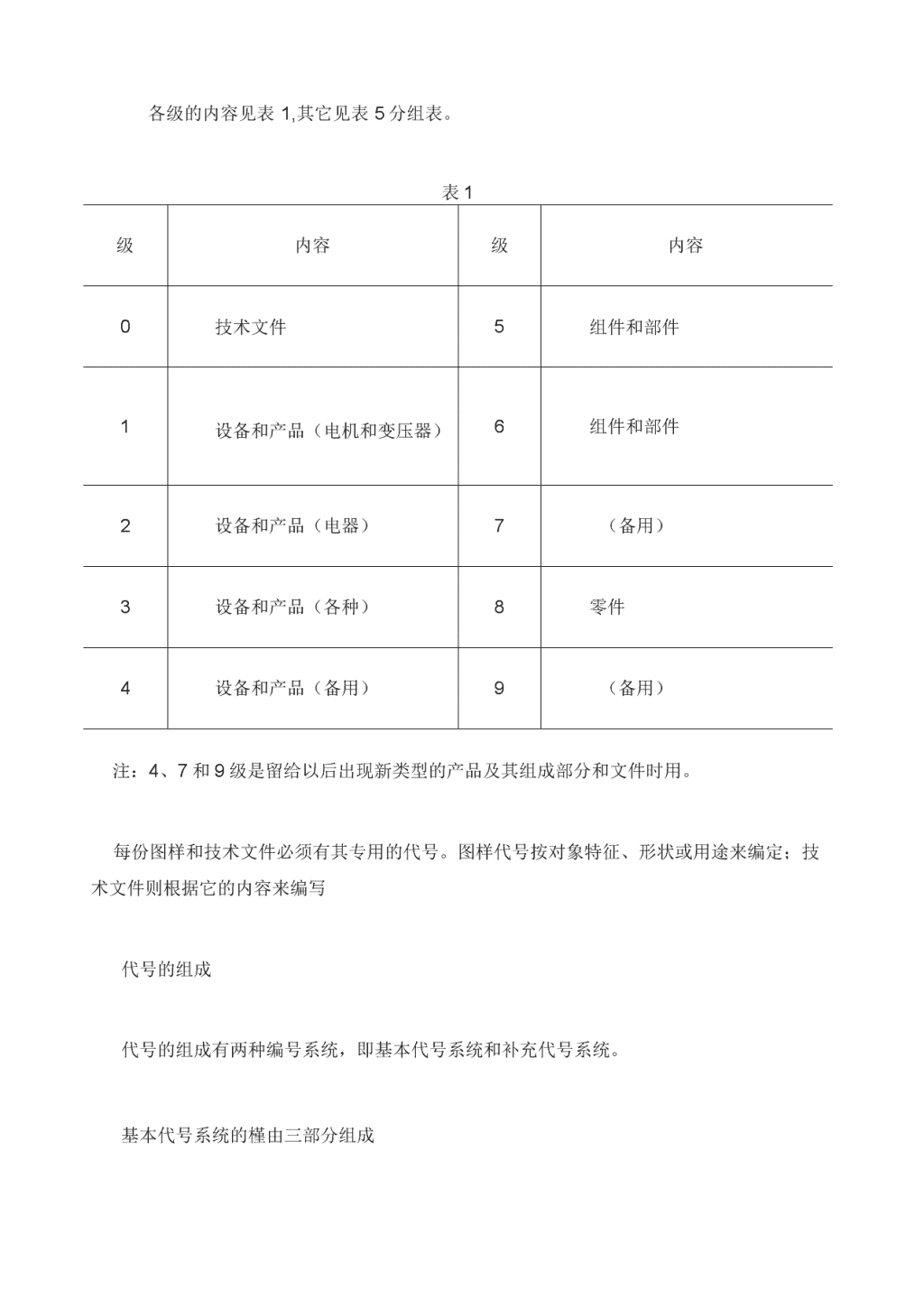
各级的内容见表1,其它见表5分组表。表1级内容级内容0技术文件5组件和部件1设备和产品(电机和变压器)6组件和部件2设备和产品(电器)7(备用)3设备和产品(各种)8零件4设备和产品(备用)9(备用)注:4、7和9级是留给以后出现新类型的产品及其组成部分和文件时用。每份图样和技术文件必须有其专用的代号。图样代号按对象特征、形状或用途来编定;技术文件则根据它的内容来编写代号的组成代号的组成有两种编号系统,即基本代号系统和补充代号系统。基本代号系统的槿由三部分组成
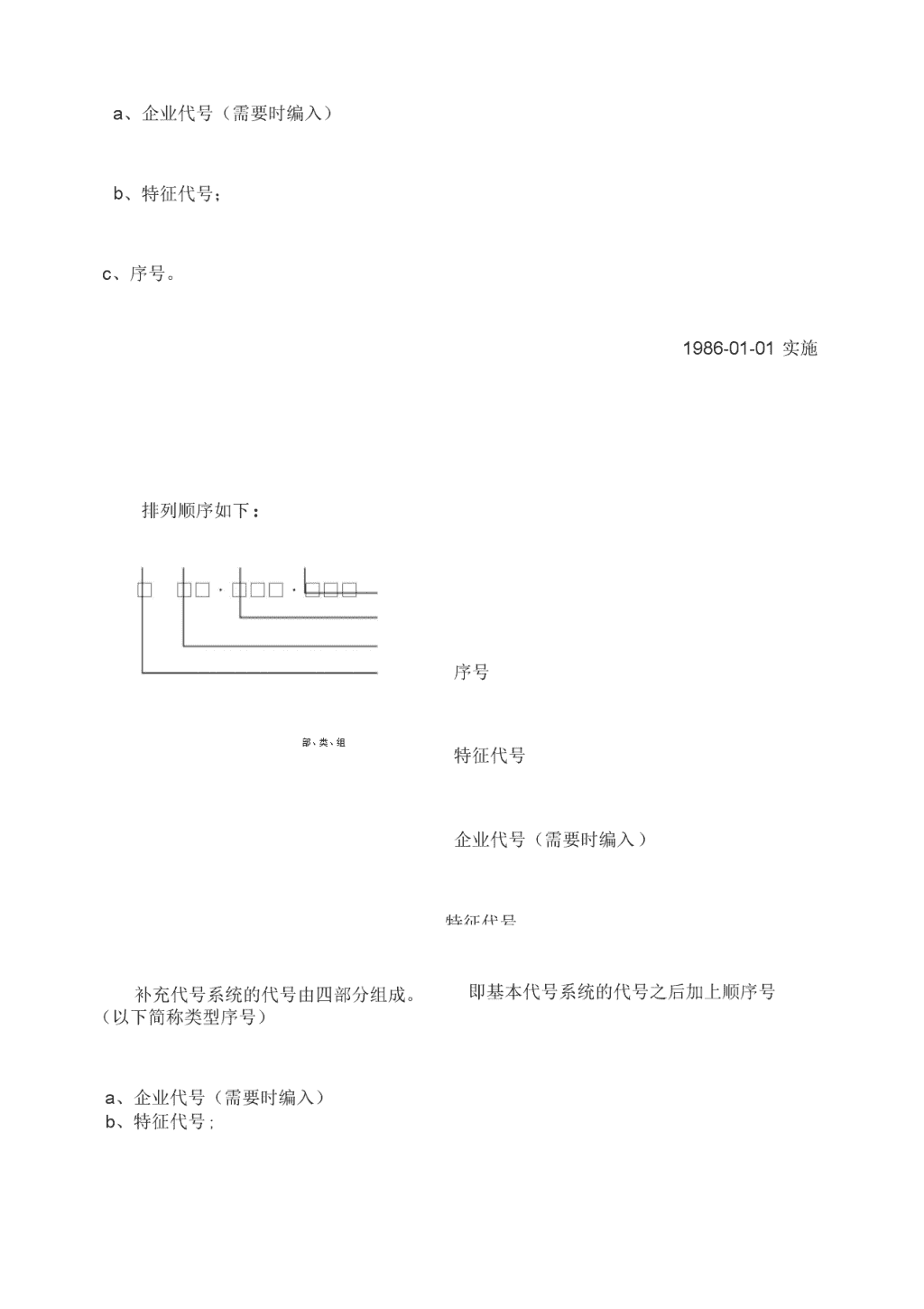
a、企业代号(需要时编入)b、特征代号;c、序号。1986-01-01实施排列顺序如下:部、类、组序号特征代号企业代号(需要时编入)特征代号补充代号系统的代号由四部分组成。即基本代号系统的代号之后加上顺序号(以下简称类型序号)a、企业代号(需要时编入)b、特征代号;
c、序号;d、类型序号。排列顺序如下:□□口•□□□•□□d-a类型序号序号部"类"组特征代号企业代号(需要时编入)级特征代号企业代号是由两个或两个以上的大写的汉语拼音字母组成,用以表示单位名称,需要时编入。特征代号由四个阿拉伯数字组成,自左至右顺次表示级、部、类、组。为了能更明显地区分对象的级别,规定将级的代号写在企业代号之左,部、类、组的代号写在企业代号之后。序号可用三位或四位数字组成,这数字是用以确定在该特征代号范围内的具体
编号顺序,开始时用三位,不够时用四位。类型序号是按类型数量的多少而定,从阿拉伯数字“1”开始,按数字的递增顺序编定。如和中的示例。为便于阅读图样及技术文件的代号,并统一它们的书写方式,规定在企业代号的部代号间,特征代号与序号间、序号与类型序号间均用小圆点分隔开(小圆点点在右下角)。基本代号系统的代号书写示例:零件“螺钉(沉头的)”。补充代号系统的代号书写示例:零件“铁心”。2编号办法基本要求每一产品及其组成部分,都应以一物一号为原则绘成标准幅面的单份图样,并编定代号。对不同对象的图样,不得使用相同的代号,反之,相同的图样,不得使用不同的代号。代号的系统可根据产品及其组成部分的类型多少来确定,可以按基本代号系统或补充代号系统来选用。分组表中规定的名称和代号,原则上不允许更改,应按其规定选用。如没有所需的名称时,除行业归口单位另有规定外,可按其归属的“部”、“类”及本文件的有
关规定在分组表相应的空格中自行补充规定,或归入该“类”的“其他”组。分组表中的名称如与有关标准或上级规定不一致时,应按有关标准或上级规定自行更正。分组表内写在括弧中的文字,如果是说明性质的,可作为选定名称的参考,不能作为名称的组成部分。零件或部件的名称可按照他们的特征或用途选定,但通用性很大的零部件,其名称应按其特征选定。例如:起导电作用的双头螺栓,应叫双头螺栓,而不叫导电杆。如根据用途选定的名称,既能代表用途,又能代表其特征时应按用途选定名称。例如:起轴作用的圆柱体,应叫轴而不叫圆柱体、棒、杆等。写产品、组件和部件的名称时,不必加入补充名称或多余的字,如“装配”、“全套”等。外购产品及其组成部分的图样的名称,应采用有关标准、技术条件,或产品目录中所规定的全名称和型号。外购产品及其组成部分的参考图样的代号和名称,应分别按分组表的规定进行
编定。随产品供给用户的备件、工具、附件等的图样和技术文件也应按本文件的规定编定代号。设计文件的代号产品及其组成部分的技术文件的代号和名称,一般应按分组表的规定进行编定。如属于产品、设备或组件专用的设计文件时,其代号也可由该产品、设备或组件的代号加上说明其文件性质的尾注号所组成。如表2所示。序号文件名称尾注号字母含义1文件目录WM文目2图样目录TM图目3明细哀MX明细
4外购件汇总表WG外购5标准件汇总表BZ标准6通用件汇总表TY通用例如:产品的代号为“。这个产品的明细表代号是若有两个或两个以上的文件合并为一个文件编写时,允许将分组表规定的名称加以简化。其代号按首先写出的文件名称的特征来选定。如“安装说明书(0412)”和“使用说明书(0460)”两个文件合并为一个文件时,可定名为“安装使用说明书(0412)”。工艺文件的代号工艺文件的代号和名称推荐按本条各款的规定选用。产品及其组成部分的工艺守则代号和名称,应按分组表“09”部的规定编写,如属产品或其组成部分专用的工艺文件时,其代号也可在产品或其组成部分的图样代号右连加上相应在尾注号组成。如表3所示。
例如:零件的代号是“,这个零件的工序卡的代号应为产品及其组成部分的毛坯件(指锻件、铸件等)的代号是在产品或其组成部分的代号右边加上尾注号“M"。例如:零件的代号是“,这个零件的毛坯件的代号是序号文件名称尾注号1工序卡SK2工艺路线(过程)卡LK3材料定额卡EK4检验卡NK5工具卡GK6材料一览表CB
毛坯件在被加工的过程中,每一工序完成以后的工序代号可在毛坯件的代号的右边加上表明工序的尾注号1,2,3,4等来表示。例如:零件的代号是“毛坯件的代号是“;则第一道工序的毛坯件的代号应为“;第二道工序的毛坯件的代号为“。用几种工艺方案制造毛坯件时,其代号可在毛坯件的代号右边加一短横,再在短横右边加上罗马数字i、n、m、iv等来表示。例如:零件的代号是“。若只有一种方案时,零件的毛坯件代号为“。或有轧制和锻制两种工艺方案时,则第一种方案,轧制毛坯件的代号为“一I”;第二种方案,锻制毛坯件的代号为“一n"o在制造新的零件或部件时,如果须借用原有的零件或部件的毛坯件时,则此毛方件仍应保留原有的代号。工厂的企业标准(以下简称企业标准)的代号企业标准的代号一般按分组表“06”部的规定编定。必要时可在代号后加上年代号,例如:“—85”。产品的零件、部件或组件的企业标准的代号,也可由下列几部分组成:
a、企业代号;b、特征代号;c、序号;d、尾注号;e、年代号,用年份号的最后两个数字表示(需要时编入)。企业代号和特征代号,应按相应对象编定。序号由两位数字组成,这数字是确定该标准的编号顺序(两位不够用时可用三位)。产品及其组成部分的企业标准的尾注号一般用“H"表示。需要时,可在企业标准的尾注号之后加年代号,并在两者之间用一短横“—”隔开。产品零部件的企业标准代号举例如下:图样的代号单一类型的产品、组件、部件和零件的图样,应单独绘制,装配图的明细栏必
须列在图样上。这种图样的代号应按基本代号系统编定。对上述产品或组件专用的明细表和文件目录等应在相应对象代号后加尾注号(见表2)。多类型的产品、组件、部件和零件图样的代号,可按下述情况选用和书写。当零件绘声绘色成单独的图样或表格图时,必须每一件有一个代号;代号可按基本代号系统或补充代号系统编定。当采用基本代号系统时,表格式图样的代号是由第一个零件的代号,加上范围符号“〜”,再加上末一个零件的序号所组成的复合代号。例如:包括;;……及等六个零件的表格式图样的代号是:。当采用补充代号系统时,表格式图样的代号是由第一个零件的代号(包括类型序号),加上范围符合“〜”,再加上末一个零件的类型序号所组成的复合代号。例如:包括;……及等二十五个零件的表格式图样的代号是:。无论是在基本代号系统中,或补充代号系统中,每种零件都必须以完整的代号和该零件的特征数据或说明一起列在类型表格中。如表4所示。表4(类型表)
代号尺寸备注ABC当标题栏内填写的有关内容(如重量或材料),随零件的不同而改变时,可将该内容列在类型表的空格中,而在标题栏内的相应空格中填写“见表”。当产品、组件或部件绘成表格式装配图(即用表格图的形式表示)时,它的每一类型必须有一个代号,代号可按基本代号系统或补充系统编定、其方法与绘成表格式的零件图样相同。在表格式装配图的明细栏中,应将该装配的各组成部分的序号,依递增顺序完全填入,而代号、名称、数量及其它数据等,只需列入不变部分,对可变部分则在相应的空格中填写“见表”。同时并将可变部分分别列入类型表格中,但类型表格中可变部分的诒,应与图上明细栏中的序号一致。
绘成表格式装配图的产品或组件,其编制的明细表和文件目录等、也要编成表格式的,并按规定编定代号。表格式装配图的书写示例如图1所示。当产品、组件或部件绘成典型装配图(即装配图上明细栏的组成部分,另行编制单独的“图用明细栏”)时,它的每一张装配图的代号和“图用明细栏”的代号,都应按基本代号系统编定。绘成典型装配图时,应在该图的标题栏中,“材料标记”栏的空格内写上“典型装配图”字样。典型装配图的书写示例如图十(分类(分类的进、览表000指导位、登、-rj己)一览特表
一览表征一览表(文件)一览表续表50.05(分类、十进位特览表、登)己(文
/中手口征(技术事务登(设计登记)(各种分
术任务征报告书(报导)(报导)
征(图解(图解说明)(设计书、设计简要说明1J)(各种任务书、报续表5(计十(公进0.20式)位算
计算书特(电飞征机械计算书尺寸链计算书续表5(十十绕组书0.25进绕组计算书位
绕组书特征绕组书、(各种计算书)续表50.30(辅助FI(、线设路计图图)样、外形图十进位系统
安装线路图(电气特征运动系统图绕组系统图(辅助图样、设计图续表50.40(全套、装伊配、储备、使(全套)十进
位特征续表50.45(全套、使装用配、储备、(包装)十进
(使用)位特征(试验)(各种成套、续表50.50(技术条)牛技人条件(材十进料、包
位技木条特件征技木条件(电器)技木条件(各种产品续表50.55(技)牛术条技人条十进
位特征怦(组技木条件(组件和部技木条件技木条件续表50.60导(标准十I般1标1准产指
十O一般标准、指导性技术资产
进位标准特征指导性技术资料标准、指导性技术资续表50.70十
进位特征续表50.75十
进位特征续表50.80十
进位特征续表50.85十
进位特征续表50.90文艺二
工艺守进则(材如生[|斗土科市U阻位—1gz7f、力回)特工艺守征则(各种过程工艺守则(被复和浸工艺守则工艺守则(零件制造续表5』H一、」乙」」0.95
工艺守进则(部忏市U阻位力回)特,,.、征工艺守则(部件制造工艺守则(产品制造工艺守则(各种的)续表5
异步电十进位特征动机/Jen(林异步电动机(标异步电动机(标异步电动机(标异步电动机标准、三相、笼型、异步电动机续表5
导步电十进位特征动机■」一(标异步电动机(标异步电动机(标异步电动机标准、三相、笼型、异步电动机(其他续表5
异步电动机(标异步电(十标动机准、三(标进相、滑环型位1.10异步电、异步电动机动机特(标征异步电动机(标异步电动机(标续表5
15十进位特征标准、三相、滑环型、异步电动机}续表5
同步发电机(自励同步发十电机(同(酎加进步位1.20电同步发电机机)特(带整征同步发电机高周率发电机续表5
汽轮发电机水轮发十电机(进同步位1.25电同步电动机与机)特同步补征(特殊同步电机)(其他同步续表5
异步电十进位特征动机(龙异步电动机(滑环异步电动机(笼异步电动机l专用的和特殊的交流电机(滑环续表5
异步电动机,Z.ZA(龙异步电十动机(香的和特殊交电机(滑环进位1.35(整流子电特机))征(其他各种电机)(其他专用的及特殊续表5
直流发电机和直流电直流发十标电机和直流电谁直位1.40流直流发由电机和七特直流电机)征直流发电机和直流电直流发电机和SB!续表5
直流发电机和直流电直流发十标电机和直流电谁直位1.45流直流发由电机和七特直流电机)征直流发电机和SB!续表5
WB续表5
直流电动机(各种直流发十电机(香的和特殊直电机(各种进位1.55励磁机特)征(其他专用的及特殊续表5
变流机(变变流机十组流进机及位1.60电机特组)征电机组电机组续表5
十变流出世机乃位1.65汉电机特组、征(其他变流机MW续表5
续表5
测量用电压互感器电流互十(变感器压器进、自耦变压器位1.75自耦变、互感特命)征(其他变压续表5'
您可能关注的文档
- jbdqz0133.4-85电工产品图样及技术文件编制导则_产品技术条件
- 文件编制导则
- J BDQZ0133.9-1985-电工产品图样及技术文件编制导则产品图样及技术文件十进位分类编号法.pdf
- [试题]a411体系文件编制导则
- 【标准编写】标准体系文件编制导则.doc
- JBDQZ 0133.1-85 电工产品图样及技术文件编制导则 总则.doc
- 低压电器命名规则电工产品图样及技术文件编制导则.docx
- 公路工程建设项目造价文件编制导则自测题.doc
- JBDQZ 0133.1-85 电工产品图样及技术文件编制导则 总则
- DLT1105.1-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则通用要求.pdf
- DLT1105.2-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则超声检测.pdf
- DLT1105.3-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则涡流检测.pdf
- DLT1105.4-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则磁记忆检测.pdf
- DLT694-2012高温紧固螺栓超声波检测技术导则.pdf
- HJ733-2014泄漏和敞开液面排放的挥发性有机物检测技术导则.pdf
- DL937-2005 热交换器管声脉冲检测技术导则 - 下载地址.pdf
- 青岛市城市桥梁检测技术导则
- 青岛市城市桥梁检测技术导则
相关文档
- JBDQZ 0133.9-1985 电工产品图样及技术文件编制导则 产品图样及技术文件十进位分类编号法.pdf
- jbdqz0133.9-1985 电工产品图样及技术文件编制导则 产品图样及技术文件十进位分类编号法
- a4.1.1体系文件编制导则
- 岩土工程勘察文件编制导则
- jbdqz 0133.9-1985 电工产品图样及技术文件编制导则 产品图样及技术文件十进位分类编号法
- 2009[1]729a0标准体系文件编制导则
- jbdqz0133.3-85电工产品图样及技术文件编制导则_技术任务书
- jbdqz0133.7-85电工产品图样及技术文件编制导则_使用说明书
- jbdqz0133.9-1985电工产品图样及技术文件编制导则产品图样及技术文件十进位分类编号法
- jbdqz0133.2-85电工产品图样及技术文件编制导则_产品图样及技术文件的成套性