
- 391.15 KB
- 2022-04-22 11:33:30 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
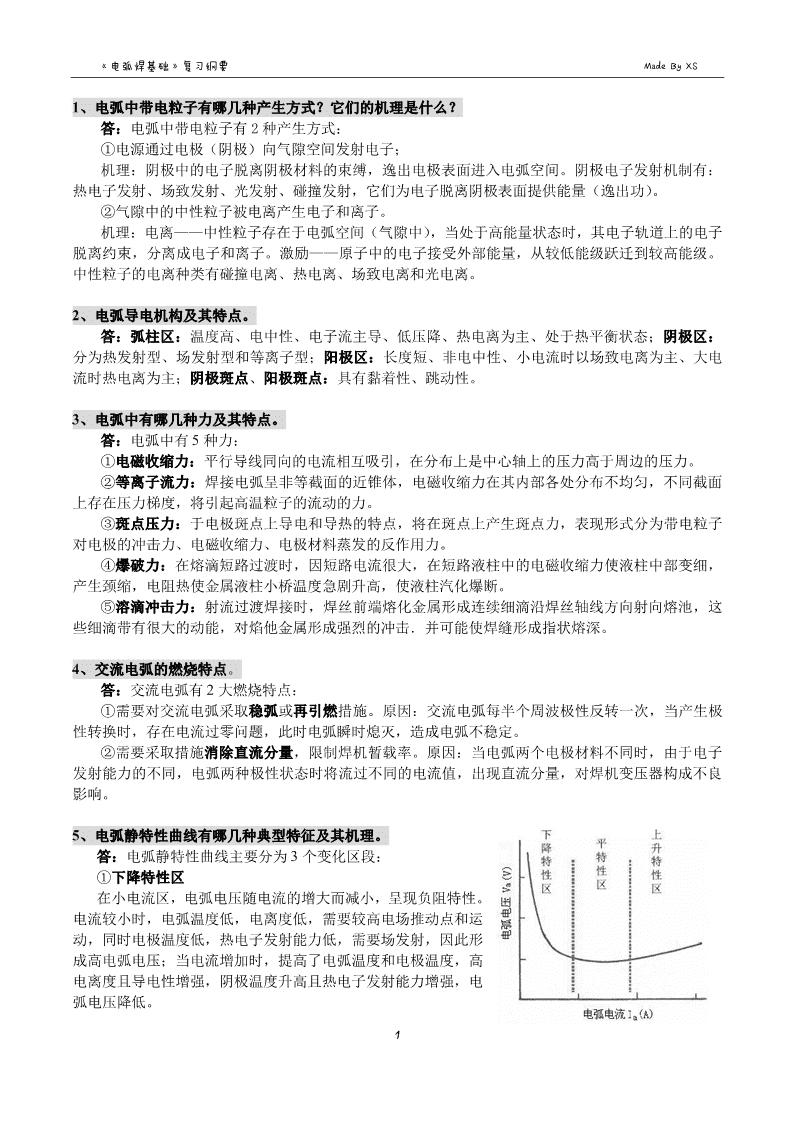
'《电弧焊基础》复习纲要MadeByXS1、电弧中带电粒子有哪几种产生方式?它们的机理是什么?答:电弧中带电粒子有2种产生方式:①电源通过电极(阴极)向气隙空间发射电子;机理:阴极中的电子脱离阴极材料的束缚,逸出电极表面进入电弧空间。阴极电子发射机制有:热电子发射、场致发射、光发射、碰撞发射,它们为电子脱离阴极表面提供能量(逸出功)。②气隙中的中性粒子被电离产生电子和离子。机理:电离——中性粒子存在于电弧空间(气隙中),当处于高能量状态时,其电子轨道上的电子脱离约束,分离成电子和离子。激励——原子中的电子接受外部能量,从较低能级跃迁到较高能级。中性粒子的电离种类有碰撞电离、热电离、场致电离和光电离。2、电弧导电机构及其特点。答:弧柱区:温度高、电中性、电子流主导、低压降、热电离为主、处于热平衡状态;阴极区:分为热发射型、场发射型和等离子型;阳极区:长度短、非电中性、小电流时以场致电离为主、大电流时热电离为主;阴极斑点、阳极斑点:具有黏着性、跳动性。3、电弧中有哪几种力及其特点。答:电弧中有5种力:①电磁收缩力:平行导线同向的电流相互吸引,在分布上是中心轴上的压力高于周边的压力。②等离子流力:焊接电弧呈非等截面的近锥体,电磁收缩力在其内部各处分布不均匀,不同截面上存在压力梯度,将引起高温粒子的流动的力。③斑点压力:于电极斑点上导电和导热的特点,将在斑点上产生斑点力,表现形式分为带电粒子对电极的冲击力、电磁收缩力、电极材料蒸发的反作用力。④爆破力:在熔滴短路过渡时,因短路电流很大,在短路液柱中的电磁收缩力使液柱中部变细,产生颈缩,电阻热使金属液柱小桥温度急剧升高,使液柱汽化爆断。⑤溶滴冲击力:射流过渡焊接时,焊丝前端熔化金属形成连续细滴沿焊丝轴线方向射向熔池,这些细滴带有很大的动能,对焰他金属形成强烈的冲击.并可能使焊缝形成指状熔深。4、交流电弧的燃烧特点。答:交流电弧有2大燃烧特点:①需要对交流电弧采取稳弧或再引燃措施。原因:交流电弧每半个周波极性反转一次,当产生极性转换时,存在电流过零问题,此时电弧瞬时熄灭,造成电弧不稳定。②需要采取措施消除直流分量,限制焊机暂载率。原因:当电弧两个电极材料不同时,由于电子发射能力的不同,电弧两种极性状态时将流过不同的电流值,出现直流分量,对焊机变压器构成不良影响。5、电弧静特性曲线有哪几种典型特征及其机理。答:电弧静特性曲线主要分为3个变化区段:①下降特性区在小电流区,电弧电压随电流的增大而减小,呈现负阻特性。电流较小时,电弧温度低,电离度低,需要较高电场推动点和运动,同时电极温度低,热电子发射能力低,需要场发射,因此形成高电弧电压;当电流增加时,提高了电弧温度和电极温度,高电离度且导电性增强,阴极温度升高且热电子发射能力增强,电弧电压降低。
《电弧焊基础》复习纲要MadeByXS②平特性区当电流继续增大,电弧等离子气流增强,除电弧表面积增加造成散热损失之外,等离子气流的流动对电弧会产生附加的冷却作用,因此在一定的电流区间,电弧电压可维持一定的数值。③上升特性区在大电流区,等离子气流更为强烈,电弧的冷却作用增强,而且由于电弧自身的磁场作用,电弧截面不能随电流同步增加,导致电导率减小,要保证较大电流通过较小的截面积,需要更高的电场,导致弧压增大。6、焊接电弧的动特性。答:电弧动特性是指焊接电流随时间以一定形式变化时电弧电压的表现,反映的是电弧导电性能对电流变化的响应能力。包括直流电弧动特性和交流电弧动特性。①直流电弧动特性:电流-电压非单值对应关系,是由于电弧等离子体的热惯性效果在发挥作用;低频电流时,表现出回线特性,是由于电弧等离子体不能对电流的变化马上做出反应;高频电流时,表现出近电阻特性,是由于等离子体形成、消失的时间跟不上电流的变化。②交变电弧的动特性:在电弧的正负半波,表现出回线特征;电弧极性转化时需要高电压引燃电弧。7、简述阴极清理作用、机理和应用。答:清理作用:惰性气体中的电弧在以金属板(丝)作为阴极的情况下,阴极斑点在金属板(丝)上扫动,除去金属表面上的氧化膜,使其露出清洁金属面,称作电弧的阴极清理作用或氧化膜破碎作用。机理:阴极压降高,正离子冲击;氧化膜功函数低。应用:铝合金的交流TIG焊接。8、简述直流电弧(包括正接与反接)与交流电弧的产热特性。答:直流电弧产热主要是弧柱区、阳极区、阴极区产热。①弧柱区的产热:产热量由弧柱压降UP决定,电流密度小,温度高,能量主要由粒子碰撞产生,热能损失严重。②阴极区(反接)的产热:电流密度大,温度低,能量主要用来对阴极加热和阴极区的散热损失,还可用来加热填充材料或焊件。③阳极区(正接)的产热:电流密度大,温度低,能量主要用于对阳极的加热和散失,也可用来加热填充材料或焊件。交流电弧的产热:居于直流正接与直流反接两者之间,电极的产热有特殊点。对钨极电极而言,其作为阳极时的热输入量要大于阴极时的热输入量,当钨极作为阳极,即电极为正时,钨电极很容易熔化。9、什么是最小电压原理,如何理解最小电压原理。答:最小电压原理的含义是:在给定电流与周围条件一定的情况下,电弧稳定燃烧时,其导电区的半径(或温度),应使电弧电场强度具有最小的数值。就是说,电弧具有保持最小能量消耗的特性。理解:弧柱区电场强度E的大小意味着电弧导电的难易。电导率与弧柱电离度及温度有关,所以E也是弧柱温度的函数。当电流、周围条件一定时,弧柱的断面只能在保证E为最小的前提下来确定。如果电弧断面大于或小于其自动确定的断面,都会引起E的增加,即散失能量要增大,这就违背了最小电压原理。因为电弧直径变大,电弧与周围介质的接触面积增加,电弧向周围介质散失的热量增加,则要求电弧产生更多的热量与之平衡,因而要求IE增加,电流一定,只有E值增加。相反,若电弧断面小于其自动确定的断面。,则电流密度要增加,在较小断面里通过相同数量的带电粒子,电阻率增加,
《电弧焊基础》复习纲要MadeByXS要维持同样的电流,也要求有更高的E,所以电弧只能确定一个能够使E为最小值的断面。10、电弧焊接过程中有哪几种引弧方式。答:电弧焊接过程中有2种引弧方式:①接触引弧:对于熔化极电弧焊,焊接开始时,通过送丝机构把焊丝向工件方向送进,焊丝前端与工件接触瞬间,在焊接电源空载电压的作用下,焊丝中开始流通电流,由于焊丝端部与工件接触面积较小,在很大的接触电阻中产生很大的热量,使端部迅速熔化并被烧断,在焊丝端部,气隙空间及工件表面建立起电厂,立即在焊丝与共建的气隙间隔中引燃电弧。适用于熔化极焊接如熔化极气体保护焊,埋弧焊,焊条电弧焊。②非接触引弧:在某些不允许电极与工件接触或电极无法与工件接触的情况下,采用非接触引弧方式。非接触引弧的实现方式是需要气体中存在极其稀薄的带电粒子,同时需要高电场强度引发——高引燃电压。引燃电压有两种实现方式,串联方式和并联方式。适用于非熔化极焊接,如GTA焊接和等离子弧焊接。11、电弧焊时母材会产生哪几种熔化形状及其主要原因。答:电弧焊时母材的3种熔化形状:单纯熔化型、中心熔化型、周边熔化型。①单纯熔化型:熔池中熔化金属的对流比较自由,热量通过熔池和固体金属的界面均匀流出,能够产生热传导型熔化。②中心熔化型:产生在细丝焊丝大电流焊接中,源于电弧力或等离子气流对熔池的挖掘作用。③周边熔化型:熔池内金属向侧流动,从电弧正下方进入的热量通过熔化金属的对流被逐步传送到周边区,促进周边区的熔化。12、熔池金属对流的驱动力及其对焊缝成形的影响。答:熔池金属对流的驱动力包括:①电弧等离子气流作用下产生的熔池金属的对流。②由于熔池表面上的表面张力产生的对流,称作表面张力流。③熔池内部流动着的电流产生的电磁力引起的对流,称作电磁对流。④由于熔池内部熔化金属密度差引起的对流,称作浮力流。其对焊缝成形的影响有:①等离子流以电弧压力的形式作用于熔池,使熔池的中心区出现凹陷,同时又从熔池的中心区向周边区流动,把熔池表面从中心区向周边区拉伸,对熔池表面金属形成从熔池中心向熔池周边区流动。②表面张力流使得熔化金属从表面张力低的部分流向表面张力高的部分,熔化金属向表面张力高的部位拉伸。③电磁对流使得熔化金属在熔池的中心区是向下流动,在表面上是从熔池边界区向中心区流动。④浮力流使得熔化金属有留在表面的倾向。13、什么是焊丝的熔化速度与比熔化量。答:焊丝的熔化速度:单位时间内焊丝熔化的长度,单位m/min,用Vf表示,大致与电弧电流成比例。焊丝的比熔化量:单位时间、单位电流下的脱落金属量,单位mg/(A·s),用MR表示,与电流值无关,是个定值。14、熔滴过渡的作用力及产生机理。答:熔滴过渡的作用力主要有:重力、表面张力、电磁力、摩擦力、等离子流力、斑点压力、爆
《电弧焊基础》复习纲要MadeByXS破力。产生作用机理:①重力F=mg=Vρg,促进熔滴产生脱落、过渡。②表面张力F=2πRλ,阻碍溶滴过渡,表面活性物质可大大降低表面张力,温度越高,表面张力越小,溶滴越小。③电磁力,作用于较大电流下的焊接,分为阻碍力和促进力,dG
您可能关注的文档
- 《电器学》丁明道 编著 问答题(习题答案).pdf
- 《电子商务概论》(周曙东主编)课后习题及参考答案.pdf
- 《电子技术基础模拟部分》习题答案.doc
- 《电子技术基础模拟部分》习题答案全解2.doc
- 《电子支付与电子银行》习题答案.doc
- 《电子测量与仪器》 范泽良 吴政江 编著 课后习题答案.doc
- 《电工基础》第二版课后习题及答案.doc
- 《电工学》_秦曾煌主编第六版下册电子技术高等教育出版社课后答案.doc
- 《电工电子技术》习题答案.doc
- 《电机及拖动基础》第四版上册习题.doc
- 《电机学》 ,曾令全 ,李书权 ,课后习题答案详解.pdf
- 《电机拖动》精简部分课后习题答案.doc
- 《电机设计》(陈世坤)课后习题答案(期末复习资料).doc
- 《电气工程基础》老版习题集答案_上海交通大学.pdf
- 《电气控制与PLC应用技术》课后习题复习大全.doc
- 《电气测量(第5版)》习题答案_陈立周.doc
- 《电磁场与电磁波》刘岚 课后习题解答(第八章).doc
- 《电磁场与电磁波》刘岚 课后习题解答(第三章).doc
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看