

- 186.41 KB
- 2022-04-22 11:39:31 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICs91-120.10Q25召日中华人民共和国国家标准Gs/T5486.1一5486.4-2001无机硬质绝热制品试验方法Testmethodsofinorganicrigidthermalinsulation2001一04一29发布2001一10一01实施中华人民共和匡国家质量监督检验检疫总肩
GB/T5486.1--2001前言《无机硬质绝热制品试验方法》是在GI到T5486.1一5486.31985(膨胀珍珠岩绝热制品试验方法》的基础上,综合考虑了硅酸钙绝热制品试验方法、膨胀蛙石制品试验方法、泡沫玻璃绝热制品试验方法等无机硬质绝热制品试验方法而修订的。修订时将原标准更名为《无机硬质绝热制品试验方法》。《无机硬质绝热制品试验方法》包括以下部分:第I部分(即GB/T5486.1):无机硬质绝热制品试验方法外观质最;第2部分(即GB/T5486.2):无机硬质绝热制品试验方法力学性能;第3部分(即GB/T5486.3)无机硬质绝热制品试验方法密度、含水率及吸水率;第4部分(即GB/"I"5486.4):无机硬质绝热制品试验方法匀温灼烧性能本标准为第1部分。本标准参照厂ASTMC55095(硬质绝热块与平板平直度和垂直度试验方法》,ASTMC30396《预制块型绝热制品尺寸与密度试验方法》及ASTMC302一95(预制管K)"绝热制品密度与尺"1iA4}方法》,结合我国国悄对Gli门’5486.11985(膨胀珍珠岩绝热制品试验方法外观质量》进行修汀对GB/T5486.1一1985主要修改内容为:1.将原标准名称更名为《无机硬质绝热制.钻试验方法外观质!R);2.增加了管壳与弧形板缺棱掉角测量方法不意图;3.增加了管壳与弧形板裂纹长度测蛋方法示意图;4.增加了块与平板角垂直度偏差测量方法。本标准自实施之日起代替GB/T5486.1-1985本标准由国家建筑材料上业局提出。本标准由全国绝热材料标准化技术委员会(C"SBTS/丁("191)归日。本标准负责起草单位:河南建筑材料研究设计院本标准参加起草单位:浙江阿斯克新型保温材料有限公司、_上海强威保温材料有限公司、_L海宝能轻质材料有限公司、江苏!I阴申港保温材料有限公司、河南省信阳市平桥区中山保温建材厂、上海建科院丰能制材有限公司、河南省信阳市平桥区平桥珍珠岩厂.本标准主要起草人:申国权、白召军、张利萍、王军生、马挺。本标准委托河南建筑材料研究设计院负责解释本标准首次发布于1985年10月
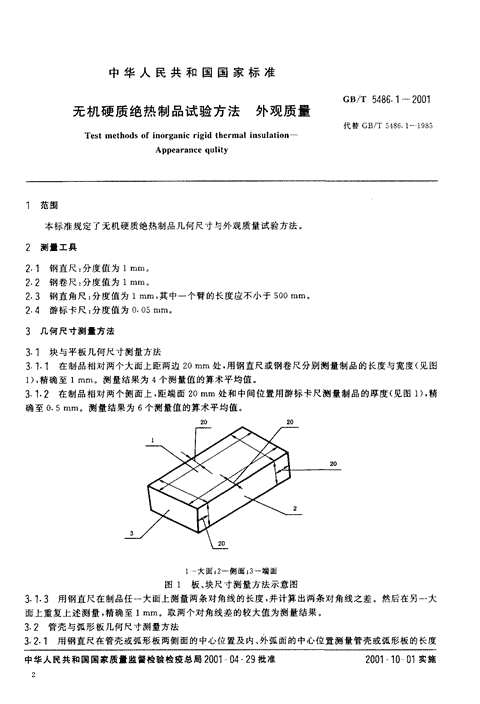
中华人民共和国国家标准GB/T5486.1一2001无机硬质绝热制品试验方法外观质量代替GB/T5486.1一1985Testmethodsofinorganicrigidthermalinsulation-Appearancequlity范围本标准规定了无机硬质绝热制品几何尺寸与外观质量试验方法。2测t工具21钢直尺:分度值为1mm223钢卷尺:分度值为1mm24钢直角尺:分度值为1mm,其中一个臂的长度应不小于500mm,游标卡尺:分度值为0.肠mm.3几何尺寸测t方法11块与平板几何尺寸测量方法11.1在制品相对两个大面上距两边20mm处,用钢直尺或钢卷尺分别测量制品的长度与宽度(见图1),精确至1MM.测量结果为4个测量值的算术平均值。3.1.2在制品相对两个侧面上,距端面20mm处和中间位置用游标卡尺测量制品的厚度(见图1),精确至0.5mm,测量结果为6个测量值的算术平均值。1一大面2-侧面3-端面图1板、块尺寸测量方法示意图3.1.3用钢直尺在制品任一大面上测量两条对角线的长度,并计算出两条对角线之差。然后在另一大面上重复上述测量,精确至1mm。取两个对角线差的较大值为测量结果。12管壳与弧形板几何尺寸测量方法3-2.1用钢直尺在管壳或弧形板两侧面的中心位置及内、外弧面的中心位置测量管壳或弧形板的长度中华人民共和国国家质f监督检验检疫总局2001一04一29批准2001一10-01实施z
GB/"r5486.1一2001(见图2).精确至1mm测量结果为4个测量值的算术平均值。2.2用游标卡尺在管壳或弧形板相对两个端面Fvv.侧面20mm处和端而中心位置测量管壳或弧形板的厚度(见图2),精确至。.smm。测量结果为6i个测量值的算术平均值。1I侧而2内弧而;3长度:1外弧面;5厚度:6端而图2竹壳‘。弧形板尺寸I则llt方法小意件}12.3L1:径测量方法方法一:1H钢卷尺在AIi.端而20mm处及中心位f0t测址竹壳或弧形板的外圆弧长(L).精确至Im,然后按其组成整圆的块数(,,),分别按式(I)和式(2)计钟针壳或弧形板的外径和内径tj,.矛︸一‘椒冗(1)r1.一nI"28(2)式中:d、外径.tnm;从内径.mn1;I.二次测址外圆弧长的平均值mm;d一厚度,mm;,,组成批圆的块数;n一圆周率(3.14)每个制品直径的测鼠结果为三次测量值的算术平均值.制品直径的测量结果为组成整圆全部制品测量结果的算术平均位,精确至1mm.方法二:将管壳或弧形板组成管段,用卡钳、直尺在距管段两端20mm处和中心位置测量管壳或弧形板的外径,精确至1mm,在第一次测量的垂f方向重复七述测量。测量时应保证管段不应受力而变形。制品外径的测最结果为6个测量值的算术平均放.制品的内径为外径与2倍厚度之差,精确至n1n】八如对试验结果有异议,方法二作为仲裁试验方法。4外观质f试验方法4.1缺棱掉角测量方法用钢直尺或钢卷尺贴靠制品的棱边,测量缺棱掉角在长、宽、厚三个方向的投影尺寸(见图3,图4),精确至Imm,测量结果以缺棱掉角在长、宽、厚三个方向投影尺寸的最大值与最小值表示.:3
Gs/T5486门-2001t一长度方向投影尺寸伪一厚度方向投影尺寸;d一宽度方向投影尺寸图3块与平板缺棱掉角测量方法示意图L一长度方向投影尺寸;h一厚度方向投影尺寸以一宽度方向投影尺寸图4管壳与弧形板缺棱掉角测量方法示意图4.2裂纹长度测量方法用钢直尺或钢卷尺侧量裂纹在制品长、宽、厚三个方向的最大投影尺寸(见图5、图6),如果裂纹由一个面延伸到另一个面时,则累计其延伸的投影尺寸(见图5中的Lz+hz,图6中的h,+d3),精确至1mm,测量结果为裂纹在长、宽、厚三个方向投影尺寸的最大值。管壳与弧型板端面上的裂纹长度为裂纹两端点之间的直线距离,用钢直尺测量(见图6中的a),精确至1mm.测量结果为测量值的最大值。L一长度方向投影尺寸;d-宽度方向投影尺寸rh-厚度方向投影尺寸图5块与平板裂纹长度测量方法示意图
Gs/T54861-2001r.长度方向投影尺寸.d宽度方向投影尺寸。n--厚度方向投影尺寸;。一端面上裂纹尺寸图6管壳与弧形板裂纹长度测量方法示意图4.3弯曲测金方法块与平板分大面弯曲和侧面弯曲,管壳与弧型板分外弧面弯曲和侧面弯曲。将样品放置在一个平面上.把钢直尺贴命在弯曲面上,测量制品至钢直尺之间的距离(见图7,图8),精确至1mm.测量结果为测量值的最大值。图7块与平板弯曲测量方法示意图侧面弯曲b外弧面弯曲图8管壳与弧形板弯曲测量方法示意图
GB/"r54861-20014.4垂直度偏差测量方法4.4-1块与平板垂直度偏差测量方法4.4.1.1把样品水平放置在一个平面上,将钢直角尺卡放在样品的一个角上,使钢直角尺的一条臂贴靠平板(或块)的一边(或面),用钢直尺测量另一臂与邻边(或面)500mm处偏离直角的间隙宽度,如果制品的边长小于500mm,则测量制品全长处偏离直角的间隙宽度(见图9),精确至1mm,图9块与平板垂直度偏差测量方法示意图4.4.1.2按4.4.1.1的方法测量该平板(或块)其余3个角的垂直度偏差。4.4.1.3测量结果为4个角垂直度偏差的最大值4.4.2管壳或弧形板端部垂直度偏差测量方法4.4.2.1将管壳或弧形板组成一完整管段,竖直放置在一个平面上,把钢直角尺的直角对着管段的底部,围绕管段底部移动,记录钢直角尺臂与管段上500mm处偏离直角的最大间隙,如果管段的长度小于500mm,则测量管段全长处偏离直角的最大间隙宽度,(见图10),精确至1mm,1、1图10管壳与弧形板垂直度偏差测量方法示意图4.4.2.2按44.2.1的方法,对另一端面进行测量。4.4.2.3测量结果为两个端部垂直度偏差的最大值。4.5管壳或弧形板合缝间隙测量方法4.5.1将管壳或弧形板组成一完整的管段,竖直放置在一个平面上,用钢直尺测量合拢管壳或弧形板的最大的合缝间隙(见图11),精确至1m.
Ge/T54861-2001图11管壳与弧形板合缝间隙测量方法4.5.2M量结果为合缝间隙测量值的最大值。'
您可能关注的文档
- GBT 540-1999 耐油石棉橡胶板试验方法.pdf
- GBT 5464-1999 建筑材料不燃性试验方法.pdf
- GBT 5480.1-2004 矿物棉及其制品试验方法 第1部分:总则.pdf
- GBT 5480.3-2004 矿物棉及其制品试验方法 第3部分:尺寸和密度.pdf
- GBT 5480.4-2004 矿物棉及其制品试验方法 第4部分:纤维平均直径.pdf
- GBT 5480.5-2004 矿物棉及其制品试验方法 第5部分:渣球含量.pdf
- GBT 5480.6-2004 矿物棉及其制品试验方法 第6部分:酸度系数.pdf
- GBT 5480.7-2004 矿物棉及其制品试验方法 第7部分:吸湿性.pdf
- GBT 5480.8-2003 矿物棉及其制品油含量试验方法.pdf
- GBT 5486.2-2001 无机硬质绝热制品试验方法 力学性能.pdf
- GBT 5486.3-2001 无机硬质绝热制品试验方法 密度、含水率及吸水率.pdf
- GBT 5486.4-2001 无机硬质绝热制品试验方法 匀温灼烧性能.pdf
- GBT 5543-2006 树脂整理剂 总甲醛含量、游离甲醛含量和羟甲基甲醛含量的测定.pdf
- GBT 5744-1993 船用快关阀.pdf
- GBT 5745-2002 船用碟式分离机.pdf
- GBT 5746-2001 船用普通矩形窗.pdf
- GBT 584-1999 船用法兰铸钢截止阀.pdf
- GBT 586-1999 船用法兰铸钢止回阀.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明