

- 239.07 KB
- 2022-04-22 11:44:39 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国国家标准UDC621.791.03(083.73)电焊机型号编制方法Gs10249一88Organizationofmodelfoiweldingmachines1主肠内容与适用范围1.1本标准规定了电焊机及其控制器等型号的编制原则。1.2本标准适用于通用电焊机产品型号的编制,对于一次性生产的专用焊机也可参照执行。其适用产品范围大类名称如下:a.弧焊发电机b弧焊整流器c.弧焊变压器d.埋弧焊机e.TIG焊机f.MIG/MAG焊机g.电渣焊机h.点焊机1凸焊机1-缝焊机k.对焊机:等离子弧焊机和切割机m.超声波焊机n.电子束焊机。.光束焊机P.冷压焊机q.摩擦焊机r.钎焊机5.高频焊机t.螺柱焊机u.其他焊机v.控制器各大类按其特征和用途又分为若干小类。2编制原则2.1电焊机型号代表字母及序号见表1,2.2产品型号由汉语拼音字母及阿拉伯数字组成。中华人民共和国机械电子工业部1988-11一03批准1989-07一01实施
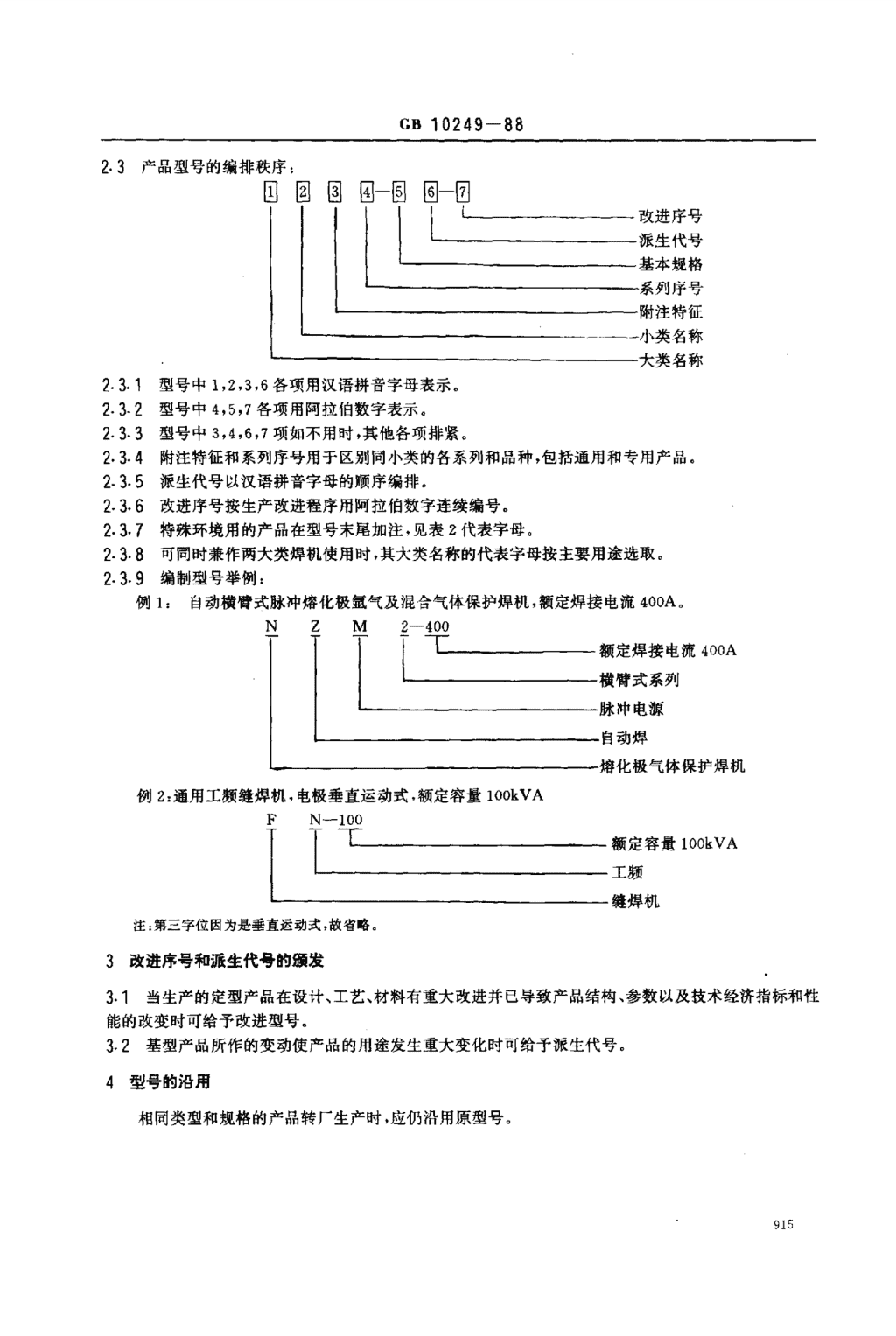
CB10249一882.3产品型号的编排秩序:国回回团一回回一日—改进序号—派生代号—基本规格—系列序号—附注特征一一-—一小类名称—大类名称2.3.1型号中1,2,3,6各项用汉语拼音字母表示。2.3-2型号中4,5,7各项用阿拉伯数字表示。2.3.3型号中3,4,6,7项如不用时,其他各项排紧。2.3.4附注特征和系列序号用于区别同小类的各系列和品种,包括通用和专用产品。2.3.5派生代号以汉语拼音字母的顺序编排。2-3.6改进序号按生产改进程序用阿拉伯数字连续编号。2.3.7特殊环境用的产品在型号末尾加注,见表2代表字母。2.3.8可同时兼作两大类焊机使用时,其大类名称的代表字母按主要用途选取。2.3.9编制型号举例:例1:自动横臂式脉冲熔化极氢气及混合气体保护焊机,额定焊接电流400A.NZM2-400额定焊接电流400A横臂式系列脉冲电源自动焊熔化极气体保护焊机例2:通用工频缝焊机,电极垂直运动式,额定容量10okVAFN-100额定容量100kVA工频缝焊机注:第三字位因为是垂直运动式,故省略。改进序号和派生代号的颁发3.1当生产的定型产品在设计、工艺、材料有重大改进并已导致产品结构、参数以及技术经济指标和性能的改变时可给予改进型号。3.2基型产品所作的变动使产品的用途发生重大变化时可给予派生代号。4型号的沿用相同类型和规格的产品转厂生产时,应仍沿用原型号。
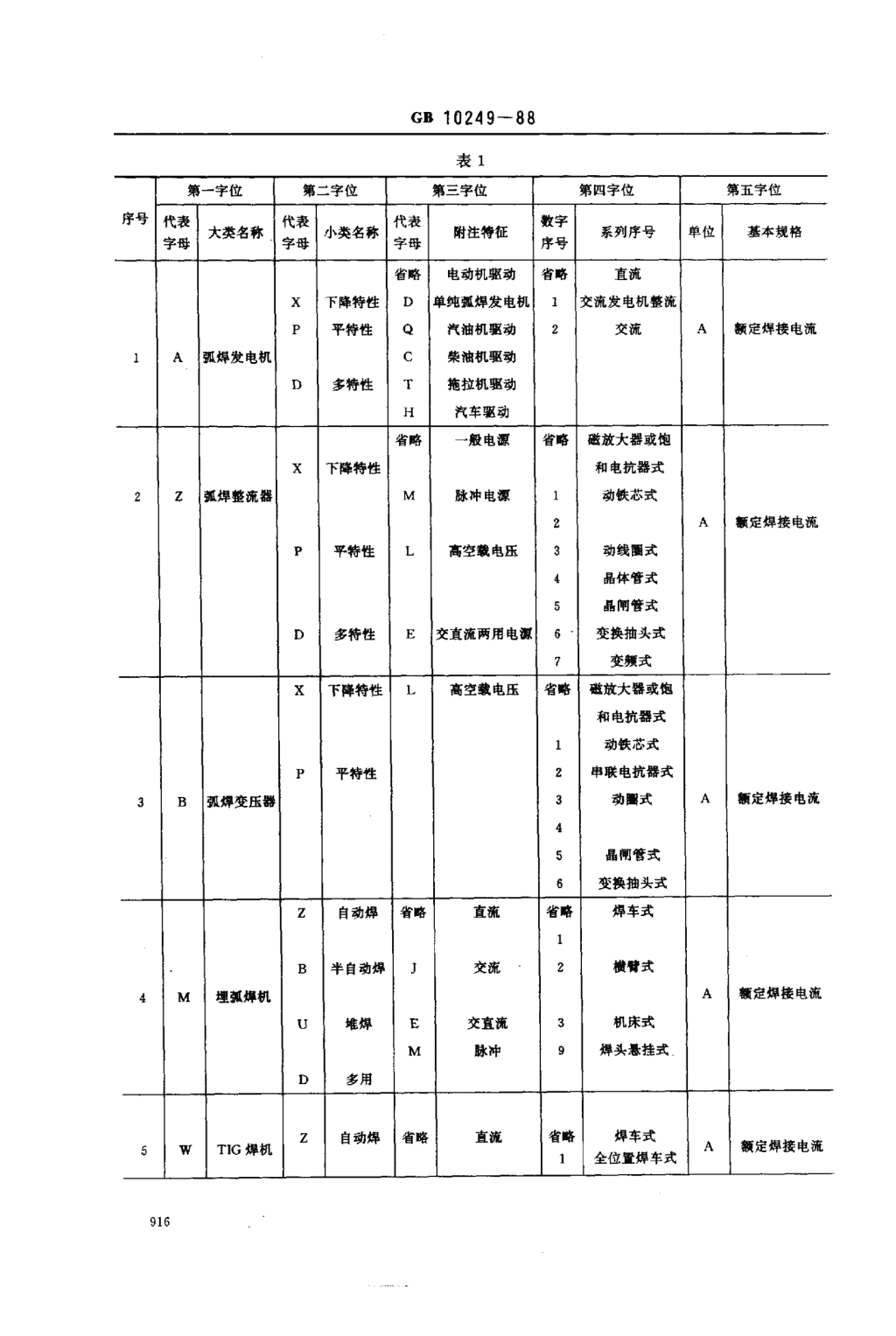
GB10249一88表1第一宇位第二宇位第三字位第四字位第五字位序号代表代表代表教字大类名称小类名称附注特征系列序号单位基本规格字母字母字母序号省略电动机驱动省略直流X下降特性D单纯弧焊发电机1交流发电机整流P平特性Q汽油机驱动2交流A倾定焊接电流1A弧焊发电机C柴油机驱动D多特性T拖拉机驭动H汽车驭动省略一般电滚省略磁放大器或饱X下降特性和电抗器式2Z弧焊整流器M脉冲电深1动铁芯式2A额定焊接电流P平特性L高空载电压3动线圈式4晶体管式5晶闸管式D多特性E交直流两用电很6变换抽头式7变颇式X下降特性L高空载电压省略磁放大器或饱和电抗器式1动铁芯式P平特性2串联电杭器式3B弧焊变压器3动圈式A倾定烽接电流45晶闻管式6变换抽头式Z自动焊省略直流省略焊车式1B半自动捍J交流2横甘式A教定焊接电流4M埋弧娜机U堆焊E交宜流3机床式M脉冲g焊头悬挂式D多用z自动焊省略直流焊车式5WTIG焊机A倾定焊接电流全位里焊车式1916
GB10249一88续表1第一字位第二字位第三字位第四字位第五字位序号代表代表代表数字大类名称小类名称附注特征系列序号单位基本规格字母字母孚母序号5WTIG焊机S手工焊J交流2横臂式D点焊E交直流3机床式4旋转焊头式A额定焊接电流5台式Q其它M脉冲6焊接机器人7变位式8真空充气式Z自动焊省略氢气及混合省略焊车式气体保护焊1全位置焊车式B半自动焊直流2横臂式NMIG/MAGM氮气及混合气3机床式A额定焊接电流6焊机D点焊体保护焊4旋转焊头式U堆焊C脉冲5台式二氧化碳保护焊6焊接机器人G切割7变位式S丝板B板极7H电渣焊机D多用极A额定焊接电流R熔咀N工频省略一般点焊省略垂直运动式kVA倾定容量K快速点焊1圆弧运动式R电熔贮能2手提式1最大贮能量8D点焊机J直流冲击3悬式kVA额定容量波W网状点焊Z次级整流kVA额定容量D低颇6焊接机器人kVA额定容量B变颇kVA额定容量N工频省略垂直运动式WA额定容量R电熔贮量1最大贮能量9T凸焊机J直流冲击kVA额定容量波9}了
Gs10249一88续表1第一字位第二字位第三字位第四字位第五字位序号代表代表代表数字大类名称小类名称附注特征系列序号单位基本规格字母字母字母序号z次级整流kVA领定容量D低频kVA额定容量9T凸焊机S变频kVA额定容量N工频省略一般缝焊省略垂直运动式WA额定容量1圆弧运动式J最大贮能量R电容贮能Y挤压缝焊J直流冲击P垫片缝焊2手提式kVA额定容量10F缝焊机波z次级整流WA领定容量D低颇3悬挂式WA额定容量B变频kVA额定容量省略一般对焊N工频B薄板对焊省略固定式kVA领定容量R电容贮能Y异型截面对捍1弹簧加压式1最大贮能量2杠杆加压式kVA顿定容量J直流冲击3悬挂式kVA顿定容量11U对焊机波G钢窗闪光对焊kVA额定容量z次级整流kVA额定容量D低频C自行车轮H变颇圈对焊T链条对捍G切割省略直流等离子省略焊车式R熔化极等离子1全位置焊车式12L等离子弧焊H焊接M脉冲等离子2横甘式机和切创机J交流等离子3机床式A额定焊接电流U堆焊S水下等离子4旋转焊头式918
GB10249一88续表1第一字位第二字位第三字位第四字位第五字位序号代表代表代表数字大类名称小类名称附注特征系列序号单位基本规格字母字母早母序号F粉末等离子台式12L等离子弧焊E热丝等离子;手工等离子A额定焊接机和切割机D多用K空气等离子电流电流13S超声波焊机D点焊固定式kW发生器翰入功率F缝焊W216手提式Z高真空省略静止式电子枪二极枪kV加速电压D低真空Y移动式电子枪三极枪厅A电子束流14E电子束焊枪1B局部真空W真空外D固体激光1单管kJW输出能量Q气体激光2组合式输出功率15G光束焊机Y液体激光3折.式S光束4横向流动式n点焊固定式16Y冷压焊机U对焊W2*手提式kN顶锻压力省略一般旋省略单头省略卧式kN顶锻压力转式1立式17C摩擦焊机C惯性式5双头2倾斜式kN顶锻压力Z振动式D多头省略电阻钎焊18Q钎焊机kVAZ真空钎焊额定容量省略接触加热19P高频焊机kVA振荡功率G感应加热Z自动M埋弧A额定电流20R螺柱焊机N明弧S手工R电容J贮能量K具罕犷散省略单头省略卧式ms真空室容积21J.其他焊机X旋弧焊机D多头1立式kN最大顶锻力
GB10249一88续表1第一字位第二字位第三字位第四字位第五字位序号代表代表代表大类名称小类名称附注特征数字系列序号单位基本规格早母早母子母序兮D点焊省略同步控制1分立元件kVA领定容量F缝焊22K控制器T凸焊F非同步控制2集成电路U对焊Z质量控制3徽机表2特殊环境名称代表字母特殊环境名称代表字母热带T湿热带TH干热带TA高原G水下S920
GB10249一88附录A电焊机产品型号申请办法(参考件)为了统一集中管理电焊机产品型号,及时全面地掌握电焊机产品发展动态,并定期为修订电焊机产品目录样本积累资料,特制定本办法。A1各生产厂在新产品试制开始时,应填写“电焊机预颁型号申请卡”一式二份,向归口单位申请“预颁型号”,归口单位应在收到预颁型号申请卡25天内颁发预颁型号(或给予答复)。A2生产厂(申请单位)试制的新产品均应在试制完成鉴定合格后,填写“电焊机产品型号申请卡”一式二份,并连同下列文件送成都电焊机研究所(归口单位)申请正式型号。a.产品鉴宁书:产品技术条件;产品样本和样机照片(s寸一套)。归口单位在收到“电焊机产品型号申请卡”及有关资料后应于一个月内确定产品正式型号,发出书面通知。A3在生产厂不按本标准A2条办理时,归口单位有权不承认该产品的型号,不予上报。试制中途因故停止的应及时向归口单位申请撤消“预颁型号”,归口单位在编制产品样本及产品整顿时,“预颁型号”产品均不列人。A4电焊机预颁型号申请卡、型号申请卡分别按表A1和表A2填写。表A1电焊机产品预颁型号申请卡产品名称工厂编号建议型号预颁型号用途样机试制日期自年月日至年月日主要技术数据产品说明结构特征所属部门申请人负责人预颁型号理由申请单位归口单位(公章)(公章)年月日年月日
GB10249一88表A2电焊机产品型号申请卡产品名称工厂型号建议型号颁发型号用途已有的与本产品同系列的其他产品待设计的样机试制日期自年月日至年月日产品工作原理和说结构特征明申请人所属部门负贵人备注申诸单位归口单位(公章)(公章)年月日年月日902
GB10249一88附加说明:本标准由成都电焊机研究所提出并归口。本标准由成都电焊机研究所负责起草。本标准主要起草人施秉周、洪军。自本标准发布之日起,原机械工业部部标准JB1475-80《电焊机型号编制方法》作废GB/T10249-1998(电焊机型号编制方法)第1号修改单本修改单经国家质量技术监甘局于1999年2月26日以质监标函[1999]023号文批准,自1999年9月1日起实施。1.表1中序号2的第四字位中的数字序号7对应的系列序号里的“变频式”改为“逆变式”。2.表1中序号8的第二字位中的代表字母B对应的小类名称里的“变频”改为“逆变”。3.表1中序号9的第二字位中的代表字母B对应的小类名称里的“变频”改为“逆变”。4,表1中序号10的第二字位中的代表字母B对应的小类名称里的“变频”改为“逆变”。5.表1中序号n的第二字位中的代表字母B对应的小类名称里的“变频”改为“逆变”。6.表1中序号7的内容修改为.序第一字位第二字位第三字位第四字位I第五字位号代表字母大类名称代表字母小类名称代表字母附注特征数字序号系列序号厂桑五基本规格}一}r一一——S丝极}一B板极。’一多用极7一一DR熔嘴一/一鬓厦翼,电渣”机一—!}2自动式}省略一体式Y一},筋电‘焊一一S手动式一分体式I{7.表1中增加序号23,即碳弧气刨机的型号编制方法:序一第一字位第二字位一一第三字位第四字位第五字位号代表字母大类名称代表字母小类名称代表字母附注特征数字序号系列序号单位一封趣竺一}}‘}一「一—-2{刁、车式’一碳弧气直流23一B一横臂式A一额定气刨}O一}}交流{电流S3机床式一}““一一}'
您可能关注的文档
- GBT10221.2-1988感官分析术语与感觉有关的术语.pdf
- GBT10221.3-1988感官分析术语与感官特性有关的术语.pdf
- GBT10221.4-1988感官分析术语与分析方法有关的术语.pdf
- GBT10228-2015干式电力变压器技术参数和要求.pdf
- GBT10231-1988保护继电器的结构型式与基本尺寸系列.pdf
- GBT10233-1988电气传动控制设备基本试验方法.pdf
- GBT10236-2006半导体变流器与供电系统的兼容及干扰防护导则.pdf
- GBT10239-1994彩色电视广播接收机通用技术条件.pdf
- GBT10244-1988电视广播接收机用印制板规范.pdf
- GBT10254-1988辐射防护仪器校准与定度β剂量率仪.pdf
- GBT10255-1996γ放射免疫计数器.pdf
- GBT10255-2013γ放射免疫计数器.pdf
- GBT10256-1997放射性活度计.pdf
- GBT10259-1998液体闪烁计数系统.pdf
- GBT10264-1988个人和环境监测用热释光剂量测量系统.pdf
- GBT10265-2008核级可烧结二氧化铀粉末技术条件.pdf
- GBT10268-2008铀矿石浓缩物.pdf
- GBT10280-2008林业机械便携式风力灭火机.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明