

- 403.97 KB
- 2022-04-22 11:23:18 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'万方数据酿酒科技2011年第4期(总第202期)·LIQUOR—MAKINGSCIENCE&TECHNoLOGY20llNo.4(T01.202)llS浓香型白酒厂废水处理工艺初探封家文1,黄丹1,刘勇1,张勇2,徐晓宝2,吴天祥2(1.贵州醇酒厂,贵州兴义562400;2.贵州大学生命科学学院,贵州贵阳550025)摘要:介绍白酒企业污水处理的两种方案,原方案为沉降池及循环水池处理,改进后方案在沉降池中加入人为培养硝化茵和光合细茵,利用废弃的陶坛和陶瓶及再生颗粒活性炭作为硝化菌附作载体和吸附荆,增设三级处理。经两种方法处理后,废水中Hg的去除率分别为43.75%、81.25%;COD浓度的降低率分别为84.79%、89.30%;TSS浓度由118.1lmg/L降低至0;pH值由7.88上升至8.50。该工艺处理效果显著,运行成本低,无任何污染,可直接用于生产,也可用于养殖。关键词:废水生化处理;浓香型白酒生产;工艺中图分类号:Ts262.3l;X797;TS261.4文献标识码:B文章编号:lool一9286(2011)04一Oll5一03InVestigationonWastewaterTreatmentTechnoIogyinLuzhou—navorLiquorDistilleryFENGJia—wenl,HuANGDan‘,LIUYon91,zHANGYon酽,xuxiao-ba02andwuTian-xian乎(1.GuiZhouchunDistilleu,Xingyi,Guizhou562400;2.CollegeofLifcScience,GuizhouUniVersity,Guiyang,Guizhou550025,China)Abstmct:Twowastewatern℃a仃nentprogmlllsinLllzhou—flavorliqurodistiIlerywereintroduced.Theoriginalpmgramincludedsettlingpoolandcirclingpool仃eatIIlent.111eimpmvedpmgramincludedttleadditionofman—culturednitri聊ngbacte—a锄dphotos”theticbacteriainthesettlingpool,tIleuseofbrokenpotte哆andregeneratinggranularactiVatedcarbon豁nitrif狐ngbacteriaca币erandadsorbent,锄dthesupplementoft*tiarytreatrllent.Hgremovalratesofn.eatedwastewaterbytIle卅opmgramswere43.75%and81.25%respectiVely"CODconcell仃ationreduc—tionrateswere84.79%and89.30%respectiVely,TSSconcentrationdmppedf如m118.1lmg/Ldo、Ⅵ1to0,andpHValueincreased仔om7.88t08.50.The仃eatmentpmgramscouldachieVesi印ificante疗ectsandhadtheadvantagessuchaslow叩eratingcostsandnopolIution.111e仃eatedwastewatercouldbeusednotonlyinproductionbutalsoinaquaculture.Keywords:biochemical打eatmentofwastcwater:Luzhou—navorIiquorpmdllction;tcchniques当前.世界环境口趋恶化,废水的排放严重威胁生命生存安全。因此,中国在响应世界环境保护的号召下,倡导中国的企业“走可持续发展道路”、倡导“环境和谐”.努力建设和谐社会。贵州醇洒厂在生产“天然美酒”方针的指导下,坚持节能降耗。坚持可持续发展。目前,有许多的处理方法,如两相厌氧一好氧工掣”、水解酸化一厌氧消化一SBR工艺【21、UASB厌氧处理t艺I31、铁碳还原法【4~、微波催化法【61等。利用厂区的地理优势,将生产废水通过生化处理后再利用.达到废水零排放的目的。废水生化处理是利用一定的地理条件.通过废水在排放过程中与微生物的作用。同时利用贵州醇酒厂废弃的陶坛和陶瓶作载体,让废水在排放过程中即町完成废水的生化处理。经比较更加符合本厂口丁持续性发展的要求。贵州醇酒厂地处滇、黔、桂‘省交界处.气候温和.植被丰富,水源充沛,占地面积6000余亩,地势呈东低,南北西高的态势,高低落差约为30m,呈约10度坡度,优越的地理条件为废水生化处理提供了可行的保障。l材料与方法1.1白酒酿造污水来源白酒的酿造污水最主要是底锅水和冲洗车间用水,其次是包装车间洗瓶用水和蒸馏冷却用水。试验采用本厂综合废水作为研究对象。1.2原有废水处理方法1.2.1底锅水及冲洗车间用水处理考虑到本厂地势的特殊性。对底锅水、冲洗车间用水和生活污水汇集后利用沉降,活性污泥等集中处理,处理后CODcr和BOD,平均由600~10000m∥L和500~900m∥L下降至350~400mg/L和300~400m∥L,但冬天由于气温较低,硝化菌作用降低,所以处理后只能达到400~500mg/L和400~600m∥L,处理后的水用于厂区绿化浇灌。收稿日期:201l—03—04作者简介:封家文(1968一),发酵T程专业,丁捍师、高级品酒师,从事酿酒r作20年.贵州醇酒厂技术中心主任。通讯作者:吴天祥(1965一),发酵l:程专业,博士,教授,硕士生导师,从事酿酒科学教学和科研T作25年,贵州大学食品工科学1:程研究中心主任。
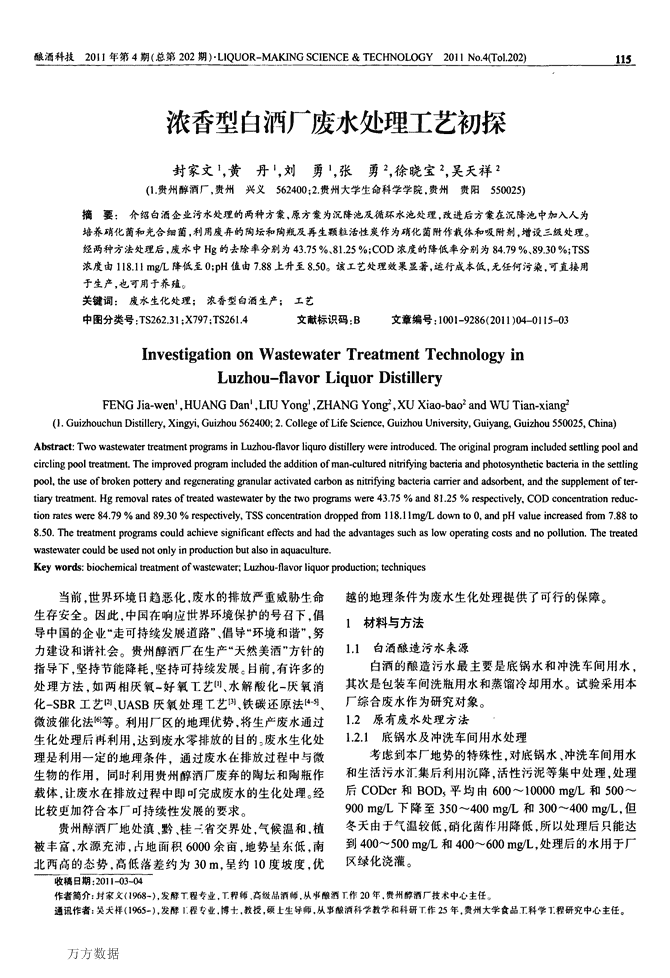
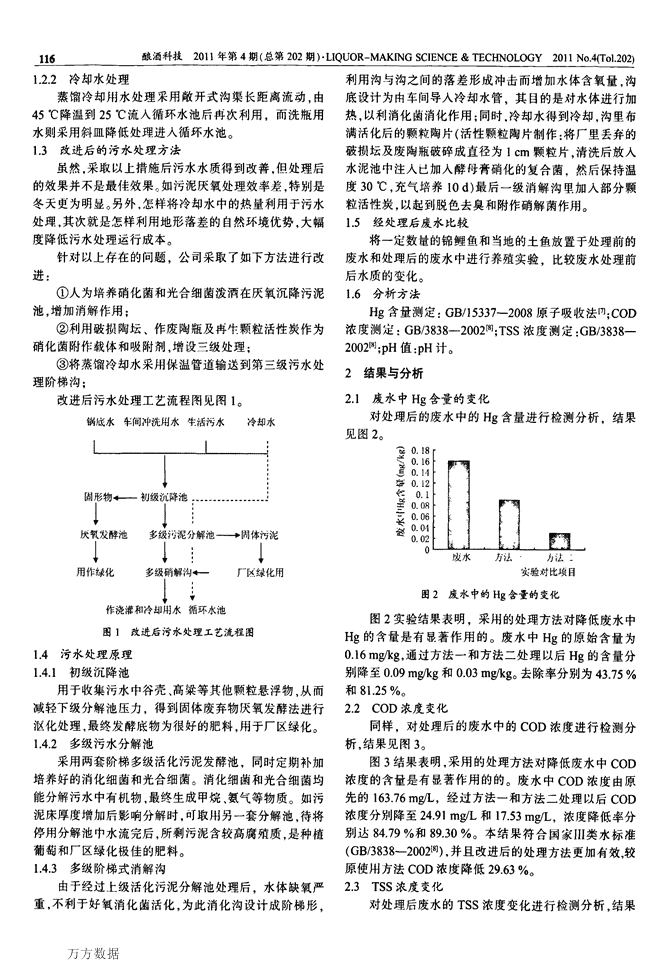
万方数据116酿酒科技2011年第4期(总第202期)-LIQUOR—MAKINGSCIENCE&TECHNOLOGY201lNo.4(T01.202)1.2.2冷却水处理蒸馏冷却用水处理采用敞开式沟渠长距离流动.由45℃降温到25℃流人循环水池后再次利用。而洗瓶用水则采用斜皿降低处理进入循环水池。1.3改进后的污水处理方法虽然。采取以上措施后污水水质得到改善,但处理后的效果并不是最佳效果。如污泥厌氧处理效率差.特别是冬天更为明显。另外,怎样将冷却水中的热量利用于污水处理,其次就是怎样利用地形落差的自然环境优势.大幅度降低污水处理运行成本。针对以上存在的问题,公司采取了如下方法进行改进:①人为培养硝化菌和光合细菌泼酒在厌氧沉降污泥池。增加消解作用:②利用破损陶坛、作废陶瓶及冉牛颗粒活性炭作为硝化菌附作载体和吸附剂,增设三级处理:③将蒸馏冷却水采用保温管道输送到第三级污水处理阶梯沟:改进后污水处理工艺流程网见图l。锅底水车间冲洗用水牛活污水冷却水』j』lj图1改进后污水处理工艺流程图1.4污水处理原理1.4.1初级沉降池用于收集污水中谷壳、高粱等其他颗粒悬浮物,从而减轻下级分解池压力,得到固体废弃物厌氧发酵法进行沤化处理,最终发酵底物为很好的肥料,用于厂区绿化。1.4.2多级污水分解池采用两套阶梯多级活化污泥发酵池,同时定期补加培养好的消化细菌和光合细菌。消化细菌和光合细菌均能分解污水中有机物,最终生成甲烷、氨气等物质。如污泥床厚度增加后影响分解时,町取J【手j另一套分解池.待将停用分解池巾水流完后,所剩污泥含较高腐殖质,是种植葡萄和厂区绿化极佳的肥料。1.4.3多级阶梯式消解沟由于经过上级活化污泥分解池处理后,水体缺氧严重,不利于好氧消化菌活化,为此消化沟设计成阶梯彤.利用沟与沟之间的落差形成冲击而增加水体含氧量,沟底设计为由车间导人冷却水管,其目的是对水体进行加热,以利消化菌消化作用;同时,冷却水得到冷却,沟里布满活化后的颗粒陶片(活性颗粒陶片制作:将厂里丢弃的破损坛及废陶瓶破碎成直径为1cm颗粒片.清洗后放入水泥池中注入已加入酵母膏硝化的复合菌,然后保持温度30℃,充气培养10d)最后一级消解沟里加入部分颗粒活性炭,以起到脱色去臭和附作硝解菌作用。1.5经处理后废水比较将一定数量的锦鲤鱼和当地的土鱼放置于处理前的废水和处理后的废水中进行养殖实验。比较废水处理前后水质的变化。1.6分析方法Hg含量测定:GB/15337—2008原子吸收法用:COD浓度测定:GB/3838—2002[鄙;TSS浓度测定:GB/3838—2002【lI】;pH值:pH计。2结果与分析2.1废水中Hg含量的变化对处理后的废水中的Hg含量进行检测分析,结果见图2。龟O.18鼍o.16S0.14墨丑_:0.12铝O.1善o.08蔓o.06夏溜孵嘲n篷}..I。1.翻图2实验结果表明,采用的处理方法对降低废水中Hg的含量是有显著作用的。废水中Hg的原始含量为0.16m舭g,通过方法一和方法二处理以后Hg的含量分别降至0.09mg/l(g和O.03mg,kg。去除率分别为43.75%和81.25%。2.2COD浓度变化同样,对处理后的废水中的COD浓度进行检测分析,结果见图3。图3结果表明,采用的处理方法对降低废水中COD浓度的含量是有显著作用的的。废水中COD浓度由原先的163.76m班,经过方法一和方法二处理以后COD浓度分别降至24.91m∥L和17.53m∥L,浓度降低率分别达84.79%和89.30%。本结果符合国家III类水标准(GB/3838—2002【8】),并且改进后的处理方法更加有效。较原使用方法COD浓度降低29.63%.2.3TSS浓度变化对处理后废水的TSS浓度变化进行检测分析.结果
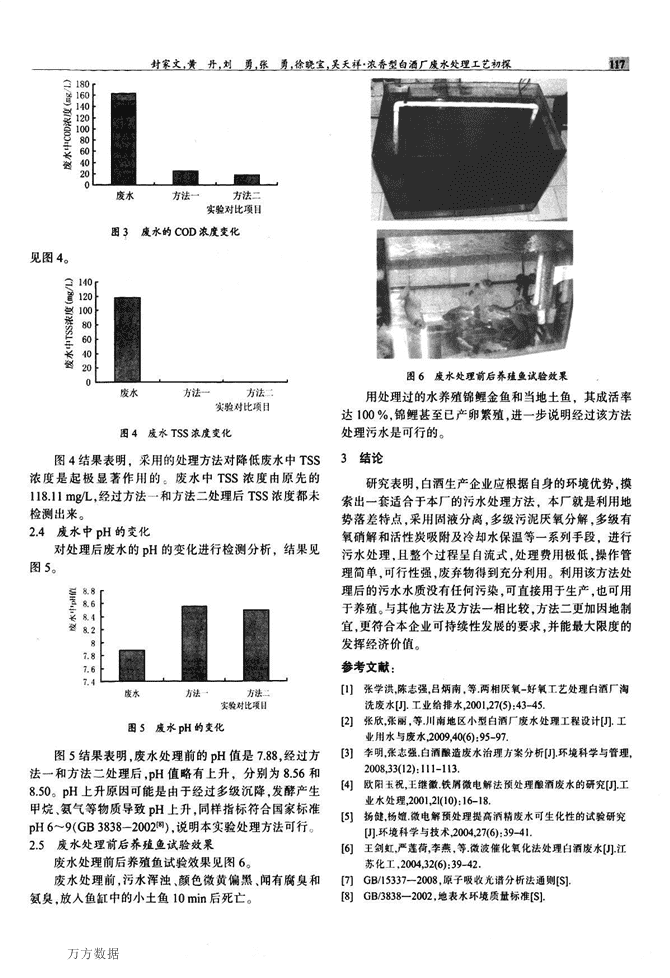
鹱岵萱万方数据圉3廑水的coD衷度变化玳t五讧宜骋对№项¨图4廑水TSS浓度变化图4结果表明.采用的处理方法对降低废水中TSS浓度是起板显著作J{』的,废水中TSS浓度由原先的118llm扎,经过方法一和方法二处理后TSS浓度都来检测出来。24废水中pH的变化对处理后废水的DH的变化进行检测分析,结果见图5.g8兰86¥8{g828787671山图6废水处理前后养殖鱼试验效果用处理过的水养殖锦鲤金鱼和当地土鱼.其成活率达100%.锦鲤甚至巳产卵繁殖.进一步说明经过该方法处理樗水是可行的一3结论研究表明.白酒生产企业应根据自身的环境优势.摸索出一套适合于本厂的污水处理方法.本厂就是利用地势落差特点.采川同液分离.多级污泥厌氧分解.多级有氧硝解和活性炭吸附及冷却水保温等一系列手段.进行污水处理.且整个过程呈自流式.处理费用极低.操作管理简单,可行性强.废弃物得到充分利用。利用该方法处理后的污水水质没有任何污染.可直接用于生产.也可用于养殖。与其他方法及方法一相比较.方法二更加因地制宜.更符合本企业可持续性发展的要求.并能最大限度的发挥经济价值。参考文献:川张学洪,陈志强,目炳南.等两相厌氧一好氧T艺处理白酒厂淘洗废水p】t业鲶排水,200l,27(5):43-45图5虚水州的变化【2】图5结果表明,废水处理前的pH值是788,经过方[31法一和方法二处理后.pH值略有上升,分别为856和850。pH上升原因可能是由于经过多级沉降,发酵产生”1甲烷、氨气等物质导致pH上升,同样指标符合国家标准川DH6~9(GB3838—2002”).说明本寅验处理方法可行。’25废水处理前后养殖鱼试验效果f61废水处理前后养殖鱼试验效果见罔6。废水处理前,污水浑浊,颜色微黄偏黑、闻有廊臭和【7]氨臭.放人鱼缸中的小土鱼10mjn后死亡。,【8]张欣,张晰.等川南地区小型白酒厂废水处理工程设汁【J】工业川水与废水上009.4吖61:95—97车明涨志强白酒酿造废水清理方案分析f刀环境科学与管理,2008,33(12)111一II,敢阳^祝,t继徽铁屑微电解法预处理酿酒废水的研究【J】工业水处理,200101f10):】6一l8扬健.妨擅傲电解预处理提高聃精废水可生化性的试验研究[J】环境科学与技术.2004,27(6)39_4I王剑虹,严莲荷-李燕,等微波催化氧化法处理白酒废水【J】旺苏化工,2004,32(61:39—42GB,l5337—2帅8,娘子吸收光谱分析法通则fSlGBB838—2002,地表水环境质量标准fSl旧一柏∞∞鲫∞帕∞0。3高5掣爱∽薯÷*鸳4图见'