

- 103.50 KB
- 2022-04-22 11:37:20 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'某农药厂室外架空热力管道工程施工方案一、工程概况:建设单位:某农药厂有限公司设计单位:某工业民用建筑设计研究院施工单位:某安装工程有限公司工程地点:镇孩溪村该工程系统设计压力为0.4MPa,t=180℃,全长约800m,蒸气管采用桁架架空敷设,规格为:20#无缝钢管φ133×4.5、φ108×4、φ89×3.5。热源由厂区内锅炉房壹台蒸汽锅炉及壹台导热油炉提供,分别供应抗氧剂车间、苯甲酸车间、晴菌唑车间使用。二、本工程应采用下列规程规范:1、压力管道安全管理与监察规定劳动部发[1996]140号2、压力管道文件汇编质技监局锅发[2000]99号3、工业金属管道工程施工及验收规范GB50235-974、现场设备,工业金属管道工程施工及验收规范GB50236-985、工业金属管道安装工程质量检验评定标准GB50184-936、城市供热管网工程施工及验收规范CJJ28-89三、现场质量保证体系:为如期按要求完成本工程,经公司管理代表授权项目经理柳嘉宁同9
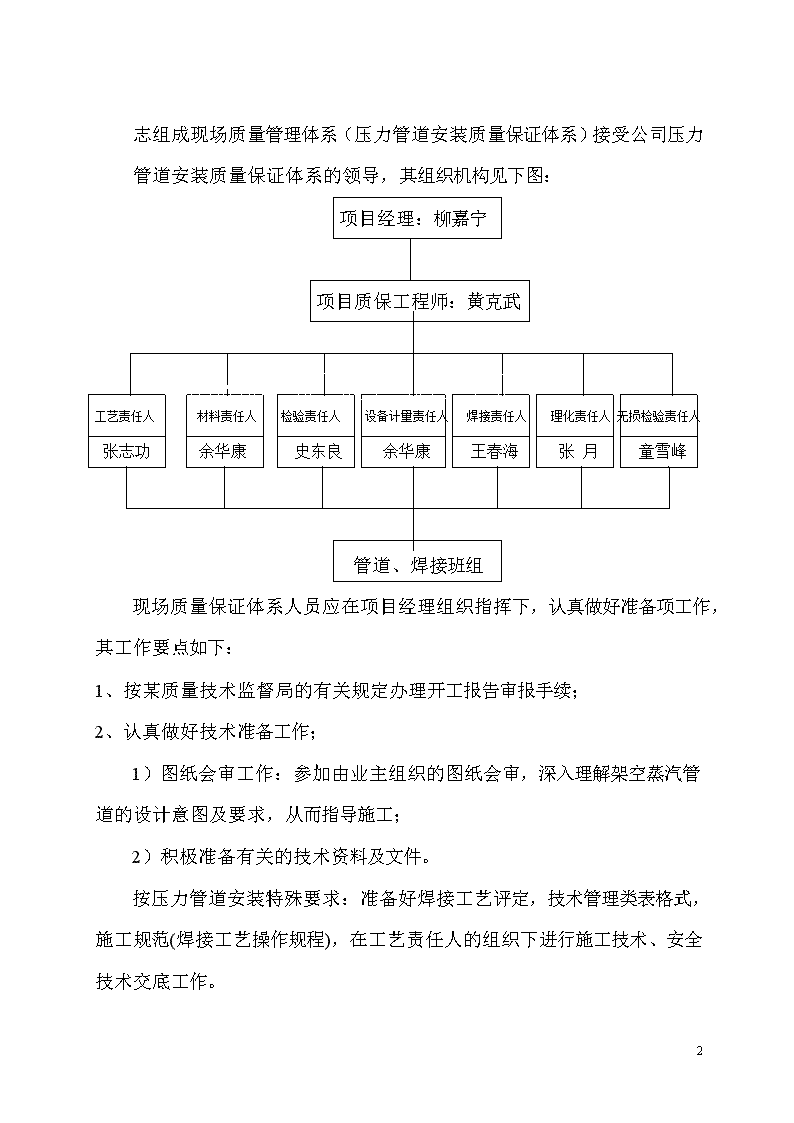
志组成现场质量管理体系(压力管道安装质量保证体系)接受公司压力管道安装质量保证体系的领导,其组织机构见下图: 项目经理:柳嘉宁项目质保工程师:黄克武工艺责任人 材料责任人 检验责任人 设备计量责任人 焊接责任人 理化责任人无损检验责任人张志功余华康史东良余华康王春海张月童雪峰管道、焊接班组现场质量保证体系人员应在项目经理组织指挥下,认真做好准备项工作,其工作要点如下:1、按某质量技术监督局的有关规定办理开工报告审报手续;2、认真做好技术准备工作;1)图纸会审工作:参加由业主组织的图纸会审,深入理解架空蒸汽管道的设计意图及要求,从而指导施工;2)积极准备有关的技术资料及文件。 按压力管道安装特殊要求:准备好焊接工艺评定,技术管理类表格式,施工规范(焊接工艺操作规程),在工艺责任人的组织下进行施工技术、安全技术交底工作。9
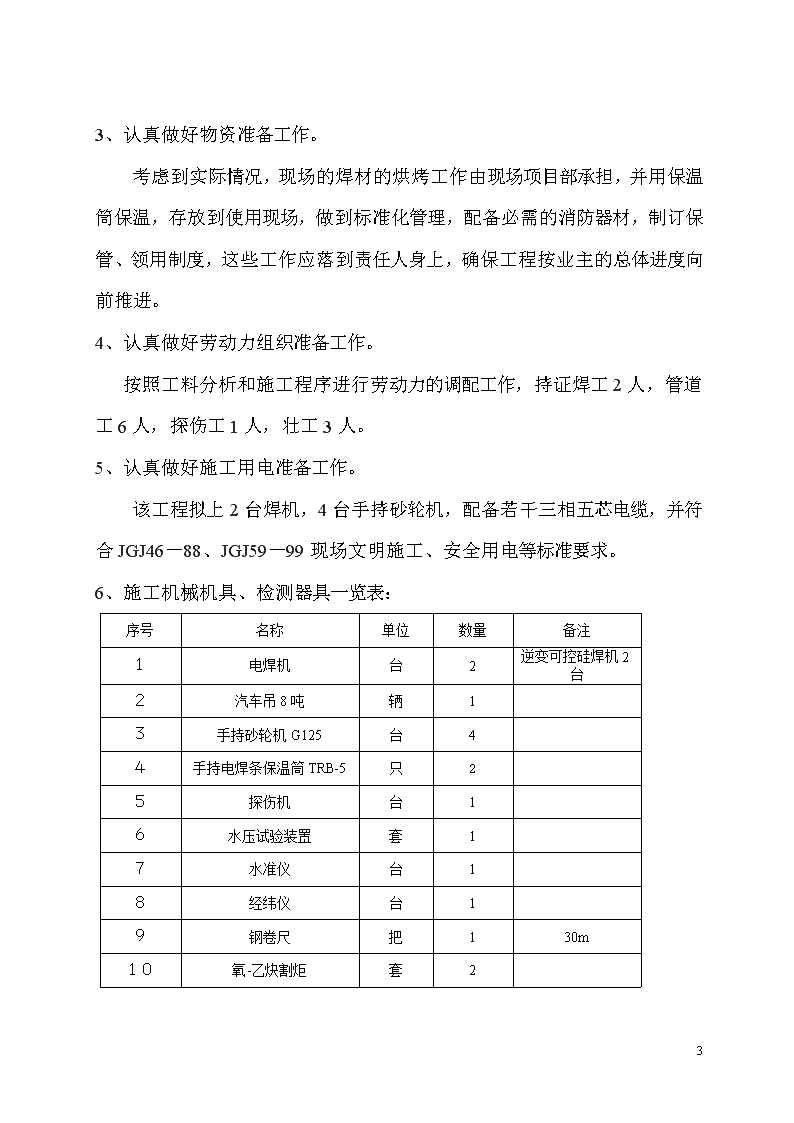
3、认真做好物资准备工作。 考虑到实际情况,现场的焊材的烘烤工作由现场项目部承担,并用保温筒保温,存放到使用现场,做到标准化管理,配备必需的消防器材,制订保管、领用制度,这些工作应落到责任人身上,确保工程按业主的总体进度向前推进。4、认真做好劳动力组织准备工作。 按照工料分析和施工程序进行劳动力的调配工作,持证焊工2人,管道工6人,探伤工1人,壮工3人。5、认真做好施工用电准备工作。 该工程拟上2台焊机,4台手持砂轮机,配备若干三相五芯电缆,并符合JGJ46-88、JGJ59-99现场文明施工、安全用电等标准要求。6、施工机械机具、检测器具一览表:序号名称单位数量备注1电焊机台2逆变可控硅焊机2台2汽车吊8吨辆13手持砂轮机G125台44手持电焊条保温筒TRB-5只25探伤机台16水压试验装置套17水准仪台18经纬仪台19钢卷尺把130m10氧-乙炔割炬套29
四、工程进度要求: 为了更好落实质量方针“精益求精,创优良工程,诚实守信,让顾客满意”。本工程进度应符合业主的总体进度,根据现场实际情况进行整体试压。同时应尽量考虑多雨季节对焊接工作,水压试验关键点特殊过程的影响,抓住晴好天气快速焊接,争取早日竣工交付使用。五、主要施工方法和施工技术措施:(一)管道安装工艺流程: 放线定位――浇筑砼桁架基础――架空管道敷设安装――补偿器安装――固定支架安装――管道探伤――水压试验――管道防腐保温修补 钢管焊接工艺方法选用氩弧焊打底,手工电弧焊盖面的工艺,以焊接质量来保证本工程安装质量。 架空管道安装:1、根据设计图纸的位置,进行测量,打桩、放线、挖土、基础浇筑等。2、管道吊装前,应检查桁架的偏差尺寸是否在设计和规范要求内。3、管道应先在进行分段焊接,每段长度在25~35M范围内。4、阀门、配件、补偿器支架等,应按施工要求在试压前安装完毕。5、管道水压试验,应按设计要求和规范规定。6、管道防腐,应预先集中处理。管道两端留出焊口的距离,每端约150mm左右,焊口处的防腐在试压合格结束后再涂防腐层。(二)施工技术措施:1、材料的验收检验工作,蒸汽管用的钢管材,管件,补偿器等,必须经质9
量技术监督行政主管部门的安全认可证书或受理证书,同时还需如产品质量证明书,否则不得验收用于工程中。2、管道的焊接工作,必须有持相应焊接位置项目的焊工担任,且在有效期内。焊后经焊接检验员认事合格后方可进行探伤检测,比例为每种规格的5%,且不少于1个焊口,Ⅱ级合格,并有Ⅱ级人员签发探伤报告。3、管道水压试验,试验压力为0.6MPa,试验时应缓慢升压,稳压10min,再降到设计压力0.4MPa,稳压30min,压力不下降,无渗漏为合格;4、管道水压试验结束后,按照规范要求应进行水冲洗和蒸汽吹扫。(三)管道焊接工艺:1、架空热力管道施工,焊接是重要的工艺之一,焊接质量的好坏关系到管网的正常运行,寿命及安全可靠性,因此焊接质量控制是质量控制的中心环节之一,围绕焊接质量控制和影响焊接质量因素,有关环节必须为确保焊接质量提供必要的保证。根据管道的技术要求和设备、人员、现场环境要求等条件,采用氩弧焊打底,手工电弧焊盖面的焊接工艺方法。对接接头的坡口形式为单面、V型;强调按工艺要求开坡口,以保证焊透;2、焊前准备65°±5°1)、坡口加工和清理除锈0.8~1mm坡口加工要求采用坡口机加工出坡口,2~3mm坡口的加工角度要求如图,并留出适当的钝边,如1mm左右坡口的清理用角向砂轮机,将坡口面和坡口附近20mm范围内,打磨漏出金9
属光泽。除锈、去油,除去污物,要求当天清理干净,当天焊接完毕,不允许,隔夜才焊。2)、焊接设备及工装①要求使用直流电焊机,配好电流、电压表,如ZX5-400Y,气冷氩弧焊焊枪,氩弧焊时采用直流正接法,手工电弧焊时,采用直流反接法;②管子组对时,应采用专用工装组对,避免强力组对焊口;③对焊接部位,应采用临时挡风措施,一般用塑料棚布挡,并注意将管子一头堵死,以防止穿堂风的影响;④准备好焊条烘箱和焊条保温筒;⑤施焊的环境条件符合通用工艺要求,阴雨天和湿度过大的天气,应停止焊接(或采取措施后才焊接);⑥焊工每人应配齐角向磨光机,以便及时打磨层间和接头等部位。3、焊材的选择:①焊条、焊丝、管材等主要材料都应有材质证明书和质量合格证并经检验、验收符合国家标准或其它有关标准方可使用;②氩弧焊时,焊丝为TiG-J50φ2.4φ2.5,采用铈钨棒φ2.5,,氩气纯度≥99.95%;③手工电弧焊时,选择结422电焊条,焊前焊条应按通用工艺的规定进行烘干、保温。4、焊工必须持有《锅炉压力容器焊工合格证》,且施焊项目应在其合格项目范围之内,方可上岗。9
5、针对直埋热力管道的有关规定和设计要求依据焊接工艺评定试验、编制焊接工艺卡、指导焊接施工是保证架空热力管道焊接质量的重要措施。6、焊接质量控制措施:1)焊前控制项目:2)材质证明书,焊工资格,坡口尺寸和加工质量,坡口清理除锈,坡口组对间隙,焊接工艺评定试验及工艺文件,焊机完好情况、电流表、电压表配备等等。2)焊接过程控制项目:焊条烘干和保温筒的使用,焊接工艺纪律执行情况,焊接规范参数的控制和记录,定位焊缝,焊缝接头的质量,焊缝打底和层间焊接质量,清渣情况等等。3)焊后控制项目:焊缝表面清渣,清除飞溅,焊缝外观自检,打钢印,质量记录,无损探伤检查,焊接缺陷返修等等。7、焊接质量检验要求和标准: 焊接质量标准按GB50236-98、GB50235-97标准执行,焊接质量检验贯彻自检与专检相结合的方法,做好焊前焊接过程和焊接结束三个阶段的质量检查,严格按检验项目和程序进行,按相关标准要求:检查焊缝外形尺寸,焊缝表面缺陷,焊接角变形,焊缝射线探伤,错口偏差等检验项目符合标准要求。无损探伤标准按GB3323-87,Ⅱ级合格。1、焊工培训练习:9
为了确保工程质量和施工进度,工程开前,组织参加施工的焊工,模拟实际工程情况和技术要求进行练习,掌握氩弧焊打底和手工电弧焊盖面操作要领后方可投入实际焊接操作,具体焊接操作方法和无损探伤操作方法按通用工艺执行。五、施工质量要求和检验方法:1、按图施工。按图纸会审纪要和变更后的修改图进行实际调整,做好原始纪录,按压力管道安装管理目录表格申报现场监理确认。工程质量合格。2、检验方法应与施工同步,管道系统应划定单线图将焊口位置焊工钢号,探伤片子的编号等均记录在案,并接受市锅检所的监督检验,工程资料的整理按监督检验项目要求逐一收集。工程结束后交档案室归档。六、安全技术措施1.用电安全,用电设备末端保护装置“三级配电一保护”“一机一箱一闸一漏”;2.探伤时应在周围设立“禁止通过”等标志,并做好防护工作;3.蒸汽吹扫时应做好现场安全防护工作,吹扫时应挂警示牌,防止烫伤;4.未尽事宜请按照“操作规程中”安全措施执行。9
压力管道安装质量监督检验项目序号监检项目类别1资料审查开工报告A2设计资料B3施工方案A4设计变更B5材料管子(含卷板管材)材质证明书或复检报告A6焊材材质证明书或复检报告A7材料代用A8阀门、管件检查B9管道加工C10焊接焊接工艺评定A11焊接工艺、焊工资格B12焊缝布置、坡口、对口错边量C13焊缝接头表面质量C14焊缝返修B15焊后热处理B16无损检测无损检测报告B17射线探伤报告B18管道安装工艺管道规格、走向与图样的一致性B19清理、防腐C20安装偏差检查C21补偿器B22支、吊架C23静电接地装置B24安全附件(安全阀、压力表等)B25强度试验A26严密性试验A27隐蔽工程检查B28工程最终耐压试验B29管道吹洗C30涂漆、绝热、色标C31其它试验B32交工文件A9'