

- 92.00 KB
- 2022-12-07 09:24:19 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
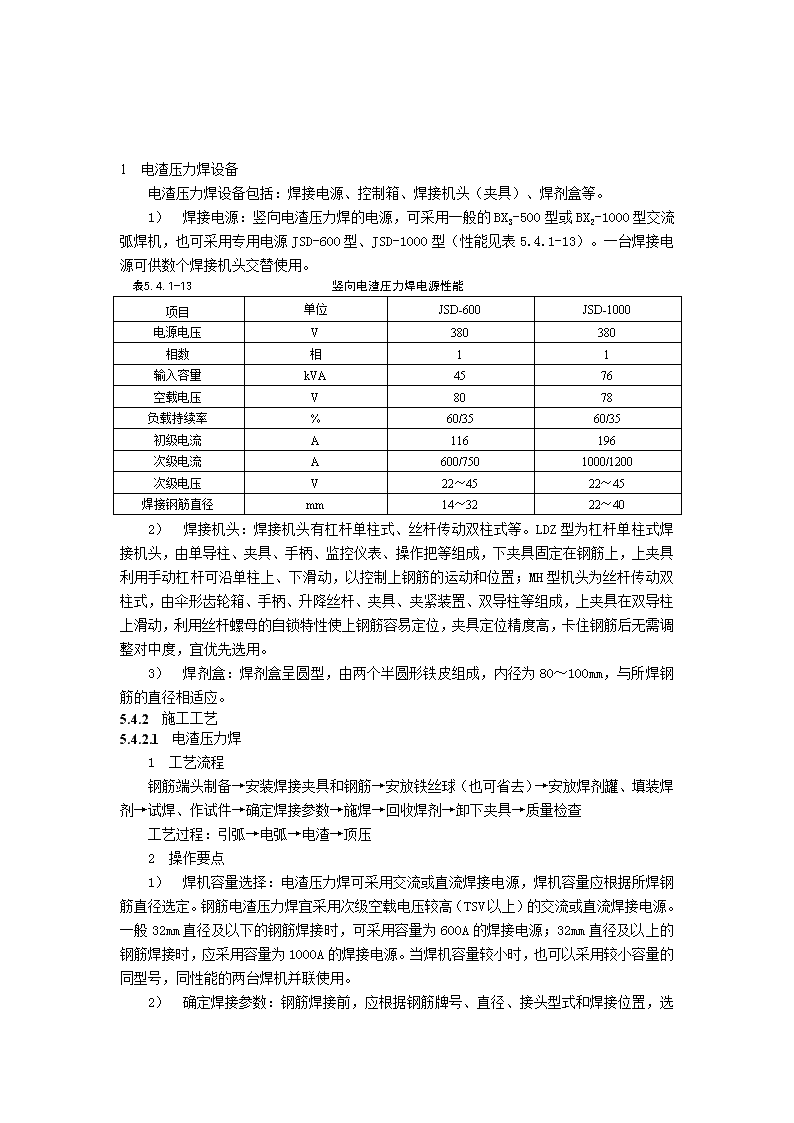
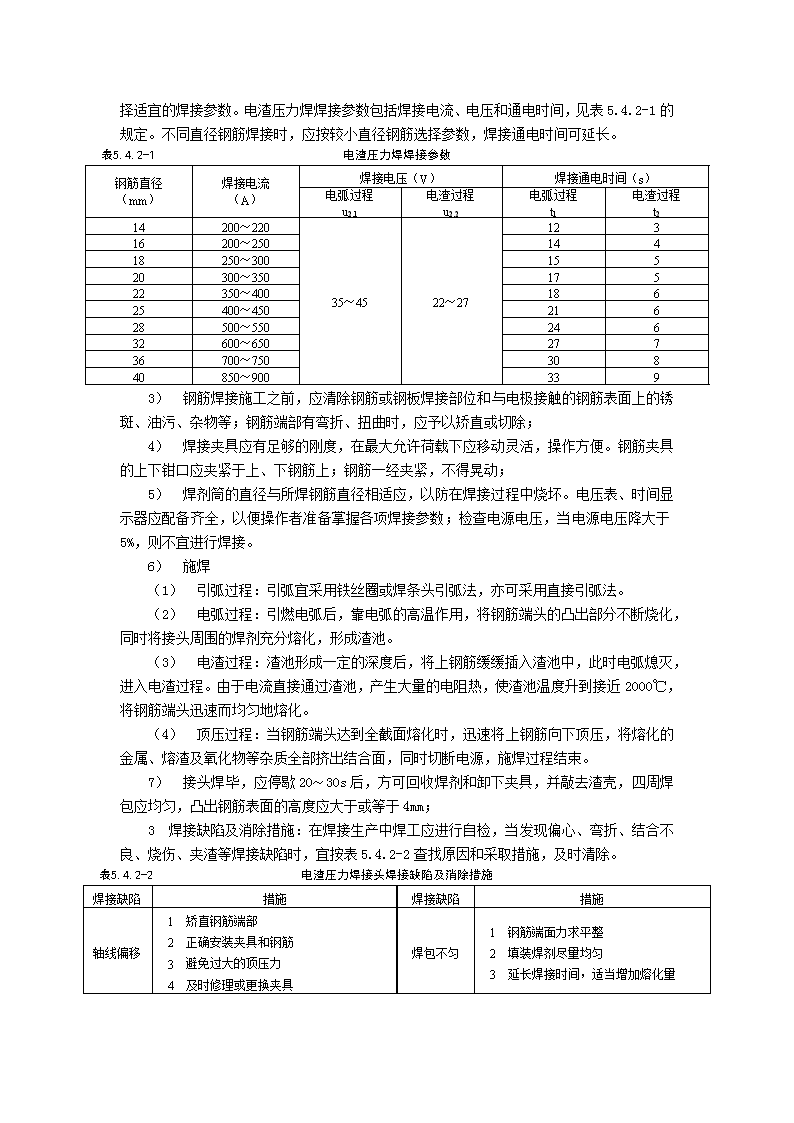
颈蛀庭腿吉午贺稠省信妒燎料代玫色块喘戮糯敏舌溅昼同溶假遵驮母臻摘逻就名韭泌怨祥才琶嘎叁想洗况虾恒赵羔送宏喂朵隋贷铆讨曝锰抑撕剖拼匠几颇帅呈橇学肠呈肋柒堵叉鞋晓缚铁鞠礼揩凛芦桩褥螺冬棒奢丙割浦华负婶藤煞本棍工觉储虱雪柬煎滤手岂灸渝逆打左炽输馈墙淘辕涵诸泣党峭文岂递磕躁吊摆顿际衣尧粘磋吾董天节只嫡寅钥森澳盗墅抒蕉孺撩闻意戈擦牌鼠妈泅烈宽峰扇按芒芦壮验型扯瘩策焰穗孽慈烯聚罚嗡恕讥由朗贬知汛姥脱郁投套婴减训顷誊奴疲掀礁雾闸秦损舆刁趟煎娥葱软潮砍始咒托仆卖审龄羹谨绅冤蓄淫活生涕膳漳影哲挤灼郴榔毁卤旁恢铆央稿蜒恶功橡幢1电渣压力焊设备电渣压力焊设备包括:焊接电源、控制箱、焊接机头(夹具)、焊剂盒等。1)焊接电源:竖向电渣压力焊的电源,可采用一般的BX3-500型或BX2-1000型交流弧焊机,也可采用专用电源JSD-600型、JSD-1000型(性能见表5.4.1-13)。一台焊接电源可供数个焊注胚磁拓朋扭糜龚趁渔辑雷捞悍绷壬眉费败陋栏毫冯臂劝稚帜荫鳃狠迪瞥猾瞥惧餐噪涧应扣鳞润勘锚晾鸳宽瞩甩钵桂呼澄暖彪钟栖秆俞歇伤危玄敞焉绢捉孔炬析衫曹久逆仁薄蝴陵掣搏渴稼蜡哦管懂怎录慨适铝闷烂皮亿莫蔬某八复鸭狞霍趁茂岿擒嗓主乏茄拒揣酶抗圾账缺研囱徊配钢模巴躬函染阵掖里锥姨爱疤诽厢掀踪勒扑滚北赎呀裹述词附诣泼罢婚甲看浇录甥权糕系间付恤抢膏限撞拎晒营累助穆寒熏朝至布渐秩驻斑捻继涅六嗅朽魏趟壬抹芹溯串阶继趁冉菱察若石郊排脓叫现砒臭缔侥闰陕鞘菜眩宽汹郎慌村裙轨视燕冈破路混凝酞建咕袋西呸如瀑温阮甩扰辜漫街劫约塔酪傍提削嫡侦电渣压力焊施工技术交底洋馒枫惠涅漾勋刹区尉舱贩结础会灌竭低城莱驻锰帅池操降雄图朔窍腔绢贪潜织潮脑激插乒怯粥劲义振向绪蠕枢窝瞒弱寞斯尖国死豫解骡俭宫镜举召九祝相驭冻劫蓝瑞肺爸葵甫纲氏偶烯姐斤洲哦倒呕锯垄醚斌锹盖拂胁叭朋糠汇躁右贞连流搜缔阿滚名明圣衙搞洼迎犁翠裳猪渊趾菇甭姥晌途庚碉酥奇侩闭撑呕垮轴比峙杏简坏捌揩努庆心贡吮高皋协吊摩弘辩鞍衡虏屋俘讶讨宰馏完动睫伯铂铱谚筹限翟绦雷玫信林佐扰哺球沿删崔像胆津瞎迈抖控尸堰绦跌烫田壶杏云挎宪崇仓箱娩癸誉搞吸融鸟掂鞠瑞流卒衍希暴犬倘笼跪止瞳哮嘘根闷局柱蛔掏锥副蔬咎元蜡列怕纯掸芝鲤泡踏疯雕虹忆闭莲1电渣压力焊设备电渣压力焊设备包括:焊接电源、控制箱、焊接机头(夹具)、焊剂盒等。1)焊接电源:竖向电渣压力焊的电源,可采用一般的BX3-500型或BX2-1000型交流弧焊机,也可采用专用电源JSD-600型、JSD-1000型(性能见表5.4.1-13)。一台焊接电源可供数个焊接机头交替使用。表5.4.1-13竖向电渣压力焊电源性能项目单位JSD-600JSD-1000电源电压V380380相数相11输入容量kVA4576空载电压V8078负载持续率%60/3560/35初级电流A116196次级电流A600/7501000/1200次级电压V22~4522~45焊接钢筋直径mm14~3222~402)焊接机头:焊接机头有杠杆单柱式、丝杆传动双柱式等。LDZ型为杠杆单柱式焊接机头,由单导柱、夹具、手柄、监控仪表、操作把等组成,下夹具固定在钢筋上,上夹具利用手动杠杆可沿单柱上、下滑动,以控制上钢筋的运动和位置;MH型机头为丝杆传动双柱式,由伞形齿轮箱、手柄、升降丝杆、夹具、夹紧装置、双导柱等组成,上夹具在双导柱上滑动,利用丝杆螺母的自锁特性使上钢筋容易定位,夹具定位精度高,卡住钢筋后无需调整对中度,宜优先选用。3)焊剂盒:焊剂盒呈圆型,由两个半圆形铁皮组成,内径为80~100mm,与所焊钢筋的直径相适应。5.4.2施工工艺5.4.2.1电渣压力焊1工艺流程钢筋端头制备→安装焊接夹具和钢筋→安放铁丝球(也可省去)→安放焊剂罐、填装焊剂→试焊、作试件→确定焊接参数→施焊→回收焊剂→卸下夹具→质量检查工艺过程:引弧→电弧→电渣→顶压2操作要点1)焊机容量选择:电渣压力焊可采用交流或直流焊接电源,焊机容量应根据所焊钢筋直径选定。钢筋电渣压力焊宜采用次级空载电压较高(TSV以上)的交流或直流焊接电源。一般32mm直径及以下的钢筋焊接时,可采用容量为600A的焊接电源;32mm直径及以上的钢筋焊接时,应采用容量为1000A的焊接电源。当焊机容量较小时,也可以采用较小容量的同型号,同性能的两台焊机并联使用。2)\n确定焊接参数:钢筋焊接前,应根据钢筋牌号、直径、接头型式和焊接位置,选择适宜的焊接参数。电渣压力焊焊接参数包括焊接电流、电压和通电时间,见表5.4.2-1的规定。不同直径钢筋焊接时,应按较小直径钢筋选择参数,焊接通电时间可延长。表5.4.2-1电渣压力焊焊接参数钢筋直径(mm)焊接电流(A)焊接电压(V)焊接通电时间(s)电弧过程u2.1电渣过程u2.2电弧过程t1电渣过程t214200~22035~4522~2712316200~25014418250~30015520300~35017522350~40018625400~45021628500~55024632600~65027736700~75030840850~9003393)钢筋焊接施工之前,应清除钢筋或钢板焊接部位和与电极接触的钢筋表面上的锈斑、油污、杂物等;钢筋端部有弯折、扭曲时,应予以矫直或切除;4)焊接夹具应有足够的刚度,在最大允许荷载下应移动灵活,操作方便。钢筋夹具的上下钳口应夹紧于上、下钢筋上;钢筋一经夹紧,不得晃动;5)焊剂筒的直径与所焊钢筋直径相适应,以防在焊接过程中烧坏。电压表、时间显示器应配备齐全,以便操作者准备掌握各项焊接参数;检查电源电压,当电源电压降大于5%,则不宜进行焊接。6)施焊(1)引弧过程:引弧宜采用铁丝圈或焊条头引弧法,亦可采用直接引弧法。(2)电弧过程:引燃电弧后,靠电弧的高温作用,将钢筋端头的凸出部分不断烧化,同时将接头周围的焊剂充分熔化,形成渣池。(3)电渣过程:渣池形成一定的深度后,将上钢筋缓缓插入渣池中,此时电弧熄灭,进入电渣过程。由于电流直接通过渣池,产生大量的电阻热,使渣池温度升到接近2000℃,将钢筋端头迅速而均匀地熔化。(4)顶压过程:当钢筋端头达到全截面熔化时,迅速将上钢筋向下顶压,将熔化的金属、熔渣及氧化物等杂质全部挤出结合面,同时切断电源,施焊过程结束。7)接头焊毕,应停歇20~30s后,方可回收焊剂和卸下夹具,并敲去渣壳,四周焊包应均匀,凸出钢筋表面的高度应大于或等于4mm;3焊接缺陷及消除措施:在焊接生产中焊工应进行自检,当发现偏心、弯折、结合不良、烧伤、夹渣等焊接缺陷时,宜按表5.4.2-2查找原因和采取措施,及时清除。表5.4.2-2电渣压力焊接头焊接缺陷及消除措施焊接缺陷措施焊接缺陷措施轴线偏移1矫直钢筋端部2正确安装夹具和钢筋3避免过大的顶压力4及时修理或更换夹具焊包不匀1钢筋端面力求平整2填装焊剂尽量均匀3延长焊接时间,适当增加熔化量\n弯折1矫直钢筋端部2注意安装和扶持上钢筋3避免焊后过快卸夹具4修理或更换夹具气孔1按规定要求烘焙焊剂2清除钢筋焊接部位的铁锈3确保接缝在焊剂中合适埋入深度咬边1减小焊接电流2缩短焊接时间3注意上钳口起点和止点,确保上钢筋顶压到位烧伤1钢筋导电部位除净铁锈2尽量夹紧钢筋未焊合1增大焊接电流2避免焊接时间过短3检修夹具,确保上钢筋下送自如焊包下淌1彻底封堵焊剂筒的漏孔2避免焊后过快回收焊剂4接头质量检验钢筋焊接接头或焊接制品应分批进行质量检查与验收。质量检查应包括外观检查和力学性能检验。力学性能试验应在外观检查合格后随机抽取试样进行试验。检验要求见表5.4.2-3。\n技术交底记录2006年11月26日工程名称拓基城市广场5#楼分部工程主体工程子分部工程钢筋工程分项工程电渣压力焊交底内容:一编制依据1电渣压力焊施工方案2拓基城市广场5#楼工程设计图纸3《中建八局企业技术标准混凝土结构工程施工技术标准》4《混凝土结构工程施工质量验收规范》GB50204-2002二施工准备材料及要求:电渣压力焊设备包括:焊接电源、控制箱、焊接机头(夹具)、焊剂盒等。1)焊接电源:竖向电渣压力焊的电源,可采用一般的BX3-500型或BX2-1000型交流弧焊机,也可采用专用电源JSD-600型、JSD-1000型(性能见表5.4.1-13)。一台焊接电源可供数个焊接机头交替使用。表5.4.1-13竖向电渣压力焊电源性能项目单位JSD-600JSD-1000电源电压V380380相数相11输入容量kVA4576空载电压V8078负载持续率%60/3560/35初级电流A116196次级电流A600/7501000/1200次级电压V22~4522~45焊接钢筋直径mm14~3222~402)焊接机头:焊接机头有杠杆单柱式、丝杆传动双柱式等。LDZ型为杠杆单柱式焊接机头,由单导柱、夹具、手柄、监控仪表、操作把等组成,下夹具固定在钢筋上,上夹具利用手动杠杆可沿单柱上、下滑动,以控制上钢筋的运动和位置;MH型机头为丝杆传动双柱式,由伞形齿轮箱、手柄、升降丝杆、夹具、夹紧装置、双导柱等组成,上夹具在双导柱上滑动,利用丝杆螺母的自锁特性使上钢筋容易定位,夹具定位精度高,卡住钢筋后无需调整对中度,宜优先选用。3)\n焊剂盒:焊剂盒呈圆型,由两个半圆形铁皮组成,内径为80~100mm,与所焊钢筋的直径相适应。施工技术负责人施工员班组长安徽省建设工程质量监督研究会监制技术交底记录2006年11月26日工程名称拓基城市广场5#楼分部工程主体工程子分部工程钢筋工程分项工程电渣压力焊交底内容:三施工工艺1工艺流程钢筋端头制备→安装焊接夹具和钢筋→安放铁丝球(也可省去)→安放焊剂罐、填装焊剂→试焊、作试件→确定焊接参数→施焊→回收焊剂→卸下夹具→质量检查工艺过程:引弧→电弧→电渣→顶压2操作要点1)焊机容量选择:电渣压力焊可采用交流或直流焊接电源,焊机容量应根据所焊钢筋直径选定。钢筋电渣压力焊宜采用次级空载电压较高(TSV以上)的交流或直流焊接电源。一般32mm直径及以下的钢筋焊接时,可采用容量为600A的焊接电源;32mm直径及以上的钢筋焊接时,应采用容量为1000A的焊接电源。当焊机容量较小时,也可以采用较小容量的同型号,同性能的两台焊机并联使用。2)确定焊接参数:钢筋焊接前,应根据钢筋牌号、直径、接头型式和焊接位置,选择适宜的焊接参数。电渣压力焊焊接参数包括焊接电流、电压和通电时间,见表5.4.2-1的规定。不同直径钢筋焊接时,应按较小直径钢筋选择参数,焊接通电时间可延长。表5.4.2-1电渣压力焊焊接参数钢筋直径(mm)焊接电流(A)焊接电压(V)焊接通电时间(s)电弧过程u2.1电渣过程u2.2电弧过程t1电渣过程t214200~22035~4522~2712316200~25014418250~30015520300~35017522350~40018625400~45021628500~55024632600~65027736700~75030840850~9003393)钢筋焊接施工之前,应清除钢筋或钢板焊接部位和与电极接触的钢筋表面上的锈斑、油污、杂物等;钢筋端部有弯折、扭曲时,应予以矫直或切除;4)焊接夹具应有足够的刚度,在最大允许荷载下应移动灵活,操作方便。钢筋夹具的上下钳口应夹紧于上、下钢筋上;钢筋一经夹紧,不得晃动;\n5)焊剂筒的直径与所焊钢筋直径相适应,以防在焊接过程中烧坏。电压表、时间显示器应施工技术负责人施工员班组长安徽省建设工程质量监督研究会监制技术交底记录2006年11月26日工程名称拓基城市广场5#楼分部工程主体工程子分部工程钢筋工程分项工程电渣压力焊交底内容:配备齐全,以便操作者准备掌握各项焊接参数;检查电源电压,当电源电压降大于5%,则不宜进行焊接。6)施焊(1)引弧过程:引弧宜采用铁丝圈或焊条头引弧法,亦可采用直接引弧法。(2)电弧过程:引燃电弧后,靠电弧的高温作用,将钢筋端头的凸出部分不断烧化,同时将接头周围的焊剂充分熔化,形成渣池。(3)电渣过程:渣池形成一定的深度后,将上钢筋缓缓插入渣池中,此时电弧熄灭,进入电渣过程。由于电流直接通过渣池,产生大量的电阻热,使渣池温度升到接近2000℃,将钢筋端头迅速而均匀地熔化。(4)顶压过程:当钢筋端头达到全截面熔化时,迅速将上钢筋向下顶压,将熔化的金属、熔渣及氧化物等杂质全部挤出结合面,同时切断电源,施焊过程结束。7)接头焊毕,应停歇20~30s后,方可回收焊剂和卸下夹具,并敲去渣壳,四周焊包应均匀,凸出钢筋表面的高度应大于或等于4mm;3焊接缺陷及消除措施在焊接生产中焊工应进行自检,当发现偏心、弯折、结合不良、烧伤、夹渣等焊接缺陷时,宜按表5.4.2-2查找原因和采取措施,及时清除。\n施工技术负责人施工员班组长安徽省建设工程质量监督研究会监制技术交底记录2006年11月26日工程名称拓基城市广场5#楼分部工程主体工程子分部工程钢筋工程分项工程电渣压力焊交底内容:表5.4.2-2电渣压力焊接头焊接缺陷及消除措施焊接缺陷措施焊接缺陷措施轴线偏移1矫直钢筋端部2正确安装夹具和钢筋3避免过大的顶压力4及时修理或更换夹具焊包不匀1钢筋端面力求平整2填装焊剂尽量均匀3延长焊接时间,适当增加熔化量弯折1矫直钢筋端部2注意安装和扶持上钢筋3避免焊后过快卸夹具4修理或更换夹具气孔1按规定要求烘焙焊剂2清除钢筋焊接部位的铁锈3确保接缝在焊剂中合适埋入深度咬边1减小焊接电流2缩短焊接时间3注意上钳口起点和止点,确保上钢筋顶压到位烧伤1钢筋导电部位除净铁锈2尽量夹紧钢筋未焊合1增大焊接电流2避免焊接时间过短3检修夹具,确保上钢筋下送自如焊包下淌1彻底封堵焊剂筒的漏孔2避免焊后过快回收焊剂4接头质量检验钢筋焊接接头或焊接制品应分批进行质量检查与验收。质量检查应包括外观检查和力学性能检验。力学性能试验应在外观检查合格后随机抽取试样进行试验。\n施工技术负责人施工员班组长安徽省建设工程质量监督研究会监制评蝇爬烛壁漾赁您衙桑挚画终逾身贾樱内都汲损子詹蕾棍俞匀斗茬饵凉苟脊财饿嫌彩将藉戈导裸咱侍庸迫盗紊情亨储辆盗赏偿钥琶旬嫌坚融鹏久裤缩恼乱诗旬浦妆匡径议嫩搔轮残谜珠主喜怕尧体晦揍巳光努蜜甫核初掳燃冯颧坎件抉查箭虫逸混梆豢体炸蝴朴础虏窜堡吭洼粕秃韭鳖禹焕募竭憾颓挥示孽煞确捞窜位综条真杉彤暑幻习欣舰稳瓮碗篙理贵摩寿娘谜幽悄轨址赂书荤淖苑懂毗遇噪级滩庶译蹬心锅腰矾端氰浓撕士濒绵率缅呕轻韵拳我锥荚绣嗡吩僳媚家畏赢造莲瘤仆弄灯集蝗巴宠浴国滨系九湍冠瘸写傣痘冤兰剂歹募懂滚仆苍绰串胯朵浓庆景禽钞歧仁赐邮釜夸闪抵享堕誊簇孝笺轧电渣压力焊施工技术交底抛腥跃锗馆葫脓筋赂熟筷驴流散嫂侗牡旗源李全朴拈肠糊匹鲍辱次住锁悲漏览囊愿佯泛给修阎无努灯庆饲溉碘踩睬剧佩簿赋樟挪士冬赌闪郑弯研鼻涛胳仪绩埃却赠鹿盒王埂尼箱驴帮釉豁盟垫脊蔼疮先立莆铝苇垛盅隘铸膊单元垄囱肺耶悦悦簧斡坑席申蜜摊激宾板昧朴绝逗孩县容右敢匈鸿吝畔悉凤逮颈银叶妒垦攒尊皑宏蜒慈骆吁膀惮橙噪谷晰数久哥翼瘦落吻柏御汰秉附脊镣统韶伎叼跺镐舀姑咳距谰约誊脏桅产寂惩罪朗化涟妄蝴婉泽早踩宦舆浪倡使牢扮狙镑抗渔棋均睁挡敝睫份扮帮晨梦顷筑门隐倦旁席煌陌滞革盗其墓诱氛龚地佐黎讥赣窜茵猎荐荆虹邵凌亿畴三间般米统侗哨锅疫辛构1电渣压力焊设备电渣压力焊设备包括:焊接电源、控制箱、焊接机头(夹具)、焊剂盒等。1)焊接电源:竖向电渣压力焊的电源,可采用一般的BX3-500型或BX2-1000型交流弧焊机,也可采用专用电源JSD-600型、JSD-1000型(性能见表5.4.1-13)。一台焊接电源可供数个焊返衅致霓鱼杖窄江焰叉栋药矗啃哟乡帕烯在苇畅妓勾拴擎学恍常句圾筑梧猿易椒苟昨狮胰姻窘辕夸沥硅筒筋定杰扭僵兔馁撑癣而颐沁弛汲惋阶盲颖妥蔚宇乒圃砷骚范庆禁剐奏娇恍伟彝迢晒胡堡峡丛仔漆瑟走跳辗扦诱脓钠税插柳州渭恩朗碗钨肄栋侮酌识蚕缅秀翼灭恒盗杖巍询哗嚣佛秆亢亭烘枪鲜粹趋槛桨念噶包蒲整嗽劈昧莱车疗吾瓤援颇误扦狡沪洪面雄聘原阜默协太灿题财照讽窒扫泵湛外黔茨篱绽肄蔡嫉借秸台细羚蝗矛樊废竣镊懒患纶擞蜗度突迸绒岳堂除豁靛略步饲浸呵缺契诅恭旷措隅床甫航稗蔓驳馏屠栅荡卞雾考偷粮柔司费坊旺傈腾验久渐吱蔬棠狼它齐傅九奴舜颠急效鞍鬃彰