

- 16.71 KB
- 2022-12-08 09:33:14 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
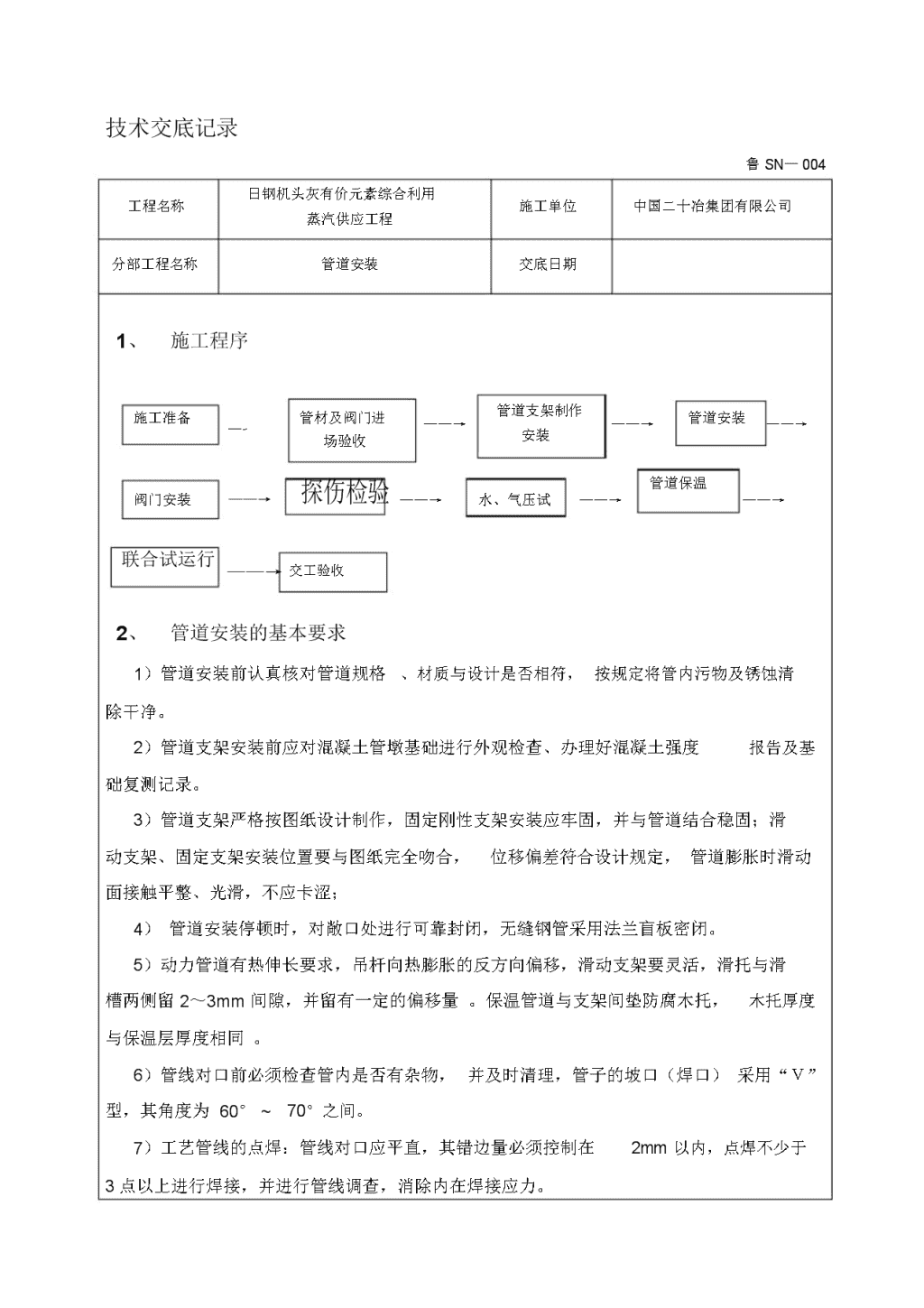
技术交底记录鲁SN—004工程名称日钢机头灰有价元素综合利用施工单位中国二十冶集团有限公司蒸汽供应工程分部工程名称管道安装交底日期1、施工程序施工准备管材及阀门进管道支架制作管道安装——→——→——→——→安装场验收阀门安装——→探伤检验水、气压试管道保温——→——→——→联合试运行——→交工验收2、管道安装的基本要求1)管道安装前认真核对管道规格、材质与设计是否相符,按规定将管内污物及锈蚀清除干净。2)管道支架安装前应对混凝土管墩基础进行外观检查、办理好混凝土强度报告及基础复测记录。3)管道支架严格按图纸设计制作,固定刚性支架安装应牢固,并与管道结合稳固;滑动支架、固定支架安装位置要与图纸完全吻合,位移偏差符合设计规定,管道膨胀时滑动面接触平整、光滑,不应卡涩;4)管道安装停顿时,对敞口处进行可靠封闭,无缝钢管采用法兰盲板密闭。5)动力管道有热伸长要求,吊杆向热膨胀的反方向偏移,滑动支架要灵活,滑托与滑槽两侧留2~3mm间隙,并留有一定的偏移量。保温管道与支架间垫防腐木托,木托厚度与保温层厚度相同。6)管线对口前必须检查管内是否有杂物,并及时清理,管子的坡口(焊口)采用“V”型,其角度为60°~70°之间。7)工艺管线的点焊:管线对口应平直,其错边量必须控制在2mm以内,点焊不少于3点以上进行焊接,并进行管线调查,消除内在焊接应力。