

- 752.50 KB
- 2022-04-22 11:45:43 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'WORD文档下载可编辑一、工程概况本施工方案主要针对废气及残液处理工序、氯化氢合成工序中PPH管道编制。本工程PPH管道施工方法主要是采用SG160焊机焊接及手工塑料焊条焊接两种方式。SG160焊机焊接主要针对对焊接头焊接,手工塑料焊条焊接主要针对承插焊接及固定对焊接头焊接。二、PPH管材介绍1、PPH管材标准◇ Beta-(β)-PPH管材执行DIN8077/8078标准。2、PPH管材特点◇ 寿命长-----Beta-(β)-PPH管材具有更长的使用寿命和更高的系统安全性。◇ 耐化学性-----在所有聚丙烯管材中,实验证明(ß)-PPH管材具有最强的耐化学性能。◇ 冲击强度-----与传统的(α)-PPH管材相比较,(ß)-PPH管材具有显著的低温抗冲击强度。◇ 耐温-----根据实际应用情况,(ß)-PP-H管材适用的温度范围从-200C至+1100C。◇ 耐压-----在所有应用于管路系统的聚丙烯材料中,(ß)-PPH管材具有最高的耐压性能(MRS10)◇ 高性能-----(ß)-PP-H管材性能优异、使用灵活的焊接设备以及专业的技术支持队伍不仅可以保证(ß)-PP-H管材系统的焊接安装质量,还可以根据需要为客户提供非标产品的定制加工。3、PPH管材性能序 号项 目要 求1短期液压强度(环应力22Mpa,1h,20℃)不破裂,不渗漏2长期液压强度(环应力5.0Mpa,165h,95℃)不破裂,不渗漏3纵向收缩率(110℃),%1.34Charpy冲击23℃,KJ/㎡50.0技术资料专业分享
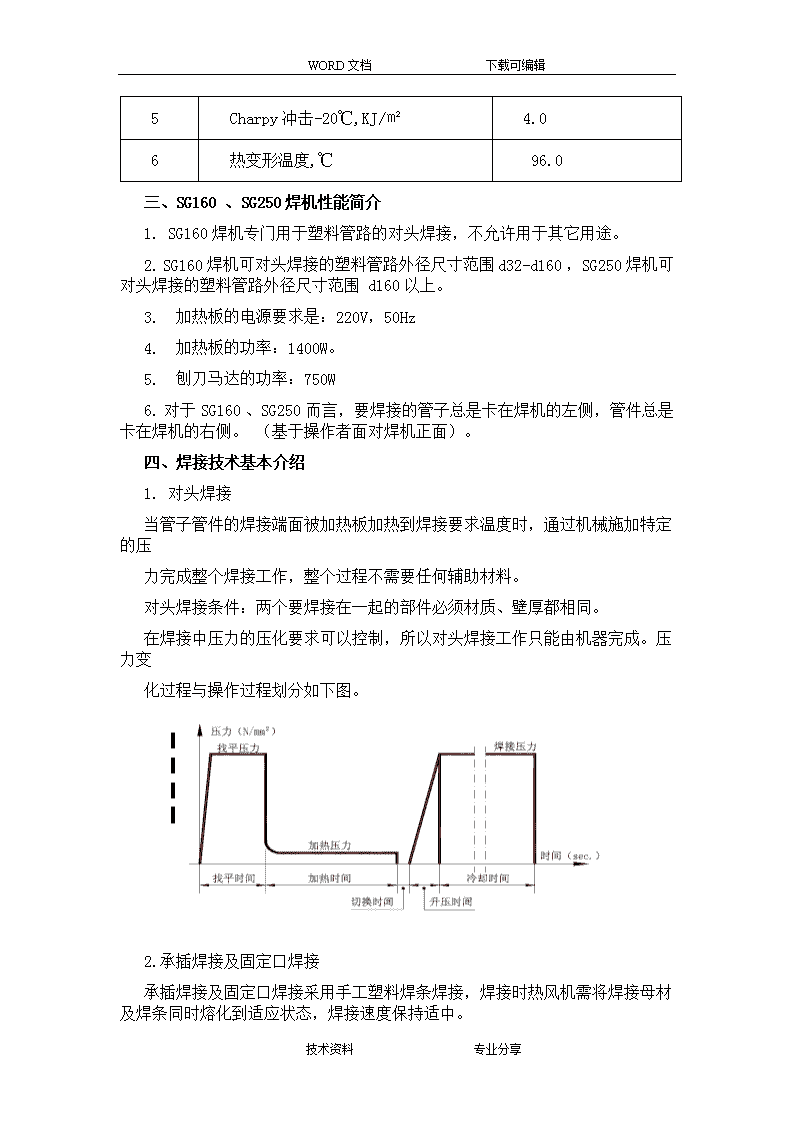
WORD文档下载可编辑5Charpy冲击-20℃,KJ/㎡4.06热变形温度,℃96.0三、SG160、SG250焊机性能简介1.SG160焊机专门用于塑料管路的对头焊接,不允许用于其它用途。2.SG160焊机可对头焊接的塑料管路外径尺寸范围d32-d160,SG250焊机可对头焊接的塑料管路外径尺寸范围d160以上。3.加热板的电源要求是:220V,50Hz4.加热板的功率:1400W。5.刨刀马达的功率:750W6.对于SG160、SG250而言,要焊接的管子总是卡在焊机的左侧,管件总是卡在焊机的右侧。(基于操作者面对焊机正面)。四、焊接技术基本介绍1.对头焊接当管子管件的焊接端面被加热板加热到焊接要求温度时,通过机械施加特定的压力完成整个焊接工作,整个过程不需要任何辅助材料。对头焊接条件:两个要焊接在一起的部件必须材质、壁厚都相同。在焊接中压力的压化要求可以控制,所以对头焊接工作只能由机器完成。压力变化过程与操作过程划分如下图。2.承插焊接及固定口焊接承插焊接及固定口焊接采用手工塑料焊条焊接,焊接时热风机需将焊接母材及焊条同时熔化到适应状态,焊接速度保持适中。技术资料专业分享
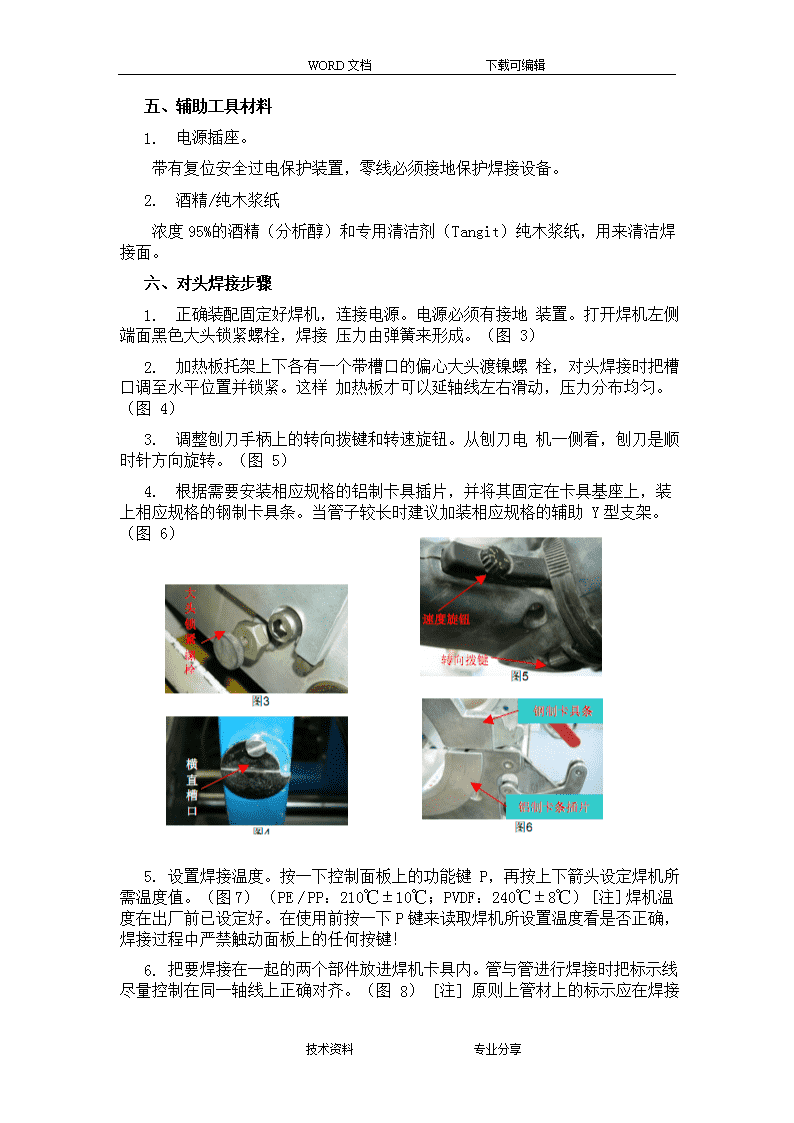
WORD文档下载可编辑五、辅助工具材料1.电源插座。带有复位安全过电保护装置,零线必须接地保护焊接设备。2.酒精/纯木浆纸浓度95%的酒精(分析醇)和专用清洁剂(Tangit)纯木浆纸,用来清洁焊接面。六、对头焊接步骤1.正确装配固定好焊机,连接电源。电源必须有接地装置。打开焊机左侧端面黑色大头锁紧螺栓,焊接压力由弹簧来形成。(图3)2.加热板托架上下各有一个带槽口的偏心大头渡镍螺栓,对头焊接时把槽口调至水平位置并锁紧。这样加热板才可以延轴线左右滑动,压力分布均匀。(图4)3.调整刨刀手柄上的转向拨键和转速旋钮。从刨刀电机一侧看,刨刀是顺时针方向旋转。(图5)4.根据需要安装相应规格的铝制卡具插片,并将其固定在卡具基座上,装上相应规格的钢制卡具条。当管子较长时建议加装相应规格的辅助Y型支架。(图6)5.设置焊接温度。按一下控制面板上的功能键P,再按上下箭头设定焊机所需温度值。(图7)(PE/PP:210℃±10℃;PVDF:240℃±8℃)[注]焊机温度在出厂前已设定好。在使用前按一下P键来读取焊机所设置温度看是否正确,焊接过程中严禁触动面板上的任何按键!6.把要焊接在一起的两个部件放进焊机卡具内。管与管进行焊接时把标示线尽量控制在同一轴线上正确对齐。(图8)[注]技术资料专业分享
WORD文档下载可编辑原则上管材上的标示应在焊接时相互对齐。焊接端的管子端口距卡具的距离不超过30mm。四组卡具最外侧的两组应卡紧管子。7.放入刨刀,把刨刀安全挂钩挂在焊机滑动轴上。左手反握刨刀手柄,用大拇指按下电源按钮启动刨刀,同时用右手顺时针方向转动焊机右侧的手轮,均匀用力将两个部件顶在刨刀上进行管子或管件切削找平。当切削掉的塑料刨花宽度和管壁厚相同,长度超过管外径周长,即可停止。(图9/图10)[注]右手转动焊机手轮进行找平切削时严禁用力过大、过猛。切削压力控制在25公斤,否则会损坏刨刀及电机。要焊接在一起的两个部件必须同时进行切削找平。如果有一侧需要单独切削(端口有角度严重不平),这时可以把刨刀底部的铝制挡块转向不需要切削的一侧。(图B)找平后还需要把两个部件再同时进行切削找平。刨刀放置不到位时无法启动。8.移走刨刀,检查两个部件切削后的平整度。再把两个部件对接在一起目测二者之间的最大缝隙,只要最大缝隙不超过0.5mm,即为合格。否则重复上述操作从新找平。(图11)[注]两个部件轴向上下的偏移(错位)量是材料壁厚的≤10%!调整:转动一个部件或调整卡具手柄下方的松紧螺母。9.用刷子清洁掉入管子或管件内的刨削碎屑。用专用清洁剂(Tangit)或分析醇(95%),把干净的无纺布或纯木浆纸打湿,对焊接部件的焊接端面进行彻底清洁。再用干净的干的无纺布或纯木浆纸清洁加热板两侧包裹的(PTFE)防粘膜。(图12)[注]清洁工作结束后,焊接端面和PTFE防粘膜确保不再被污染,PTFE防粘膜且在每次焊接前务必用新的干净的无纺布或纯木浆纸做彻底清洁工作。技术资料专业分享
WORD文档下载可编辑10.放入预热到焊接温度的加热板。用右手转动焊机右侧的手轮,以特定的找平压力将两个部件紧贴在加热板的两侧的PTFE膜上进行加热找平,当结合部周围出现一定高度的熔瘤翻边时放松手轮,将压力卸至找平压力的10%作为加热压力,用力矩锁锁住焊机手轮,开始计加热时间。(图13/图14)[注]找平压力从表2中查取,熔瘤翻边高度、加热时间从表1中查取。在卸压时,两侧部件的加热端严禁和加热板分离!在加热期间内由于焊机手轮被力矩锁锁住,因此加热压力是保持不变的。11.加热结束后,打开手轮力矩锁,逆时针转动手轮打开焊机,左手迅速移走加热板。注意不要挂碰加热过的焊接部件端面。右手迅速顺时针转动焊机手轮,把两个焊接部件以焊接压力(找平压力)对接在一起,锁上力矩锁,开始计冷却时间。(图14/图15)[注]整个转换过程尽量要快,但动作要匀速,不要过猛。最大切换时间、升压时间、冷却时间等从表1中查取。焊接压力从表2中查取。12.冷却结束后打开力矩锁,把压力卸至0daN,打开所有卡具,把焊接好的管子从焊机上拿下,放在平地上或是专用架子上。[注]不允许用任何办法对焊点进行快速冷却。13.检查焊缝质量。确保焊缝周围延管径周长形成一圈均匀的焊接熔瘤。焊缝熔瘤上不得有气泡和其它污物,焊缝的K值必须大于0(K>0)。(图16)技术资料专业分享
WORD文档下载可编辑七、对头焊接参数表八、压力试验整个管路系统最后一个焊点冷却满1个小时后方可进行压力测试。在系统压力测试时,测试的介质应是水,最大测试压力应是工作压力的1.5倍。[注]压力≤8公斤时×1.5倍;压力≥10公斤时+10公斤。九、外观质量检查1.检查焊缝中间K值是否大于0,即管子外表面低于焊缝中间最低点。(K>0)2.检查焊点是否干净。技术资料专业分享
WORD文档下载可编辑如果焊点熔瘤上残留有黄色/黑色等的残留物视为不合格必须更换。3.检查焊点熔瘤。检查焊点熔瘤是否有两道,两道熔瘤的大小不得超过50%,否者视为不合格必须更换。4.检查熔瘤是否均匀。如果焊点严重不均匀,且熔瘤间出现缝隙(冷焊)必须更换。5.检查焊点有物气孔。焊接点表面有水和酒精所致,气孔就是沙眼必须更换。十、焊接故障分析1.焊好的管路有不希望的角度出现机械问题焊机安装调试不正确2.焊接管子管件端面出现偏移焊接件没能正确对齐两个焊接在一起的部件壁厚不相等3.焊缝窄且高凸,焊缝熔合不充分焊接参数不正确焊机温度过低环境温度过低(冬季)焊接环境风速过大(<0.2m/s)焊接材料本身温度过低(冬季)加热压力不正确焊接对接压力不正确4.焊缝熔瘤出现气孔焊接时产生的蒸汽含有杂质(水、清洁剂)焊头被粘污或特氟龙脱落5.焊缝只有部分熔瘤,焊接面未熔合焊接端面脏被污染焊接端面氧化层未切削掉焊接端面不平齐技术资料专业分享
WORD文档下载可编辑转换时间过长管子管件自身温度过低(冬季)加热板托架出现故障十一、注意事项1.焊接人员必须经过专业培训,并明确本方案中的所有内容。2.勿接触高温加热板(>210℃),以防灼伤!3.为了操作人员人身的安全与设备安全,SG160焊机在工作中必须进行正确的安装固定。5.在转动手轮驱动焊机时,注意不要被焊机挤伤!6.焊接环境温度为5℃以上。环境温度低于5℃时应采取有效的升温措施!焊接环境风速≤0.2m/S。技术资料专业分享'