

- 182.38 KB
- 2022-04-22 11:28:03 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
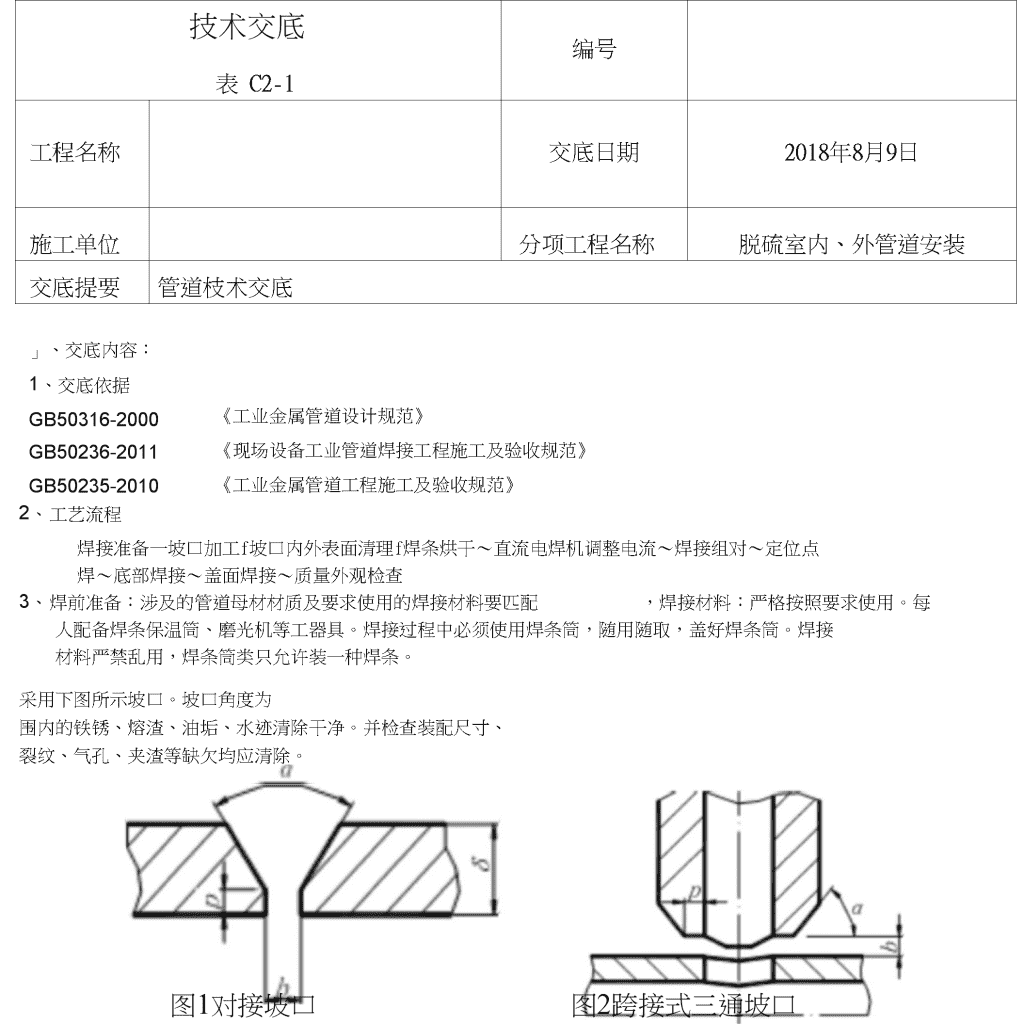
'《工业金属管道设计规范》《现场设备工业管道焊接工程施工及验收规范》《工业金属管道工程施工及验收规范》采用下图所示坡口。坡口角度为围内的铁锈、熔渣、油垢、水迹清除干净。并检查装配尺寸、裂纹、气孔、夹渣等缺欠均应清除。图1对接坡口图2跨接式三通坡口技术交底编号表C2-1工程名称交底日期2018年8月9日施工单位分项工程名称脱硫室内、外管道安装交底提要管道枝术交底」、交底内容:1、交底依据GB50316-2000GB50236-2011GB50235-20102、工艺流程焊接准备一坡口加工f坡口内外表面清理f焊条烘干〜直流电焊机调整电流〜焊接组对〜定位点焊〜底部焊接〜盖面焊接〜质量外观检查3、焊前准备:涉及的管道母材材质及要求使用的焊接材料要匹配,焊接材料:严格按照要求使用。每人配备焊条保温筒、磨光机等工器具。焊接过程中必须使用焊条筒,随用随取,盖好焊条筒。焊接材料严禁乱用,焊条筒类只允许装一种焊条。
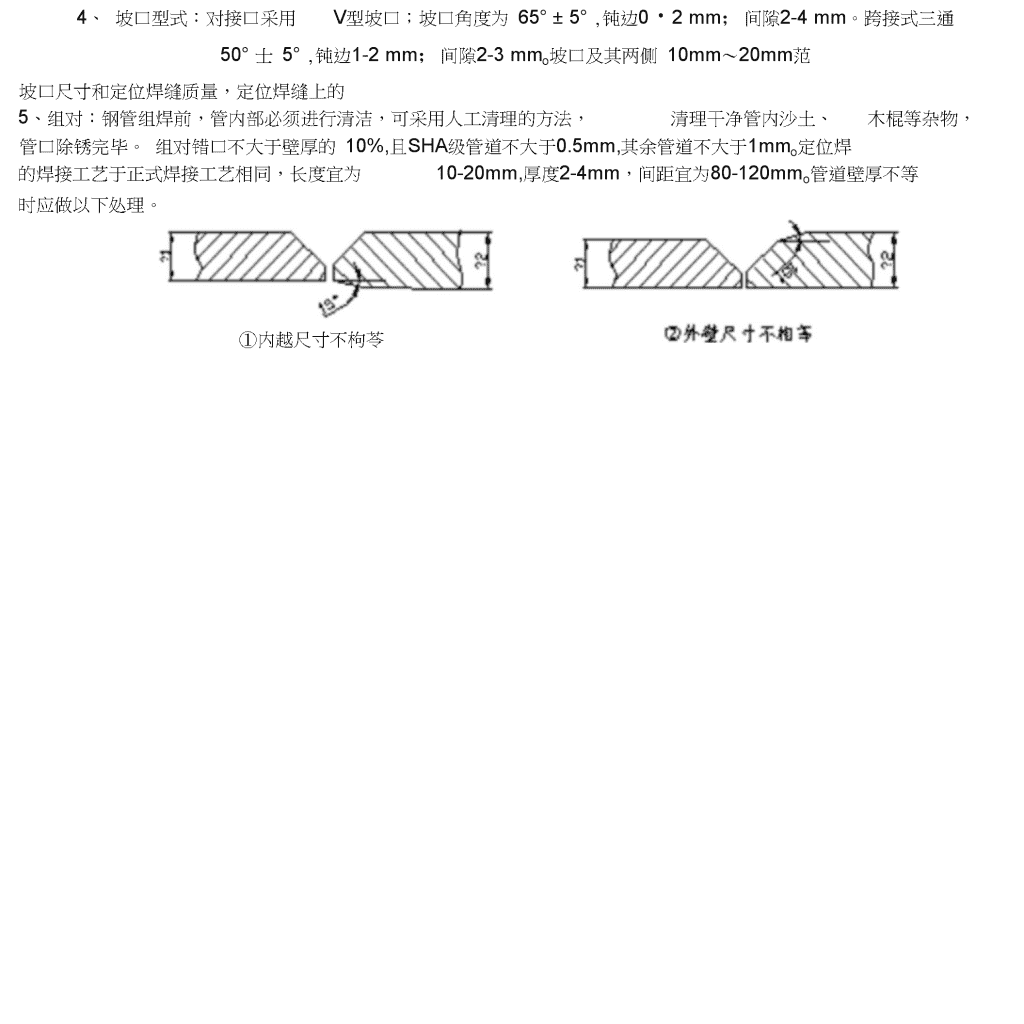
4、坡口型式:对接口采用V型坡口;坡口角度为65°±5°,钝边0・2mm;间隙2-4mm。跨接式三通50°士5°,钝边1-2mm;间隙2-3mmo坡口及其两侧10mm〜20mm范坡口尺寸和定位焊缝质量,定位焊缝上的5、组对:钢管组焊前,管内部必须进行清洁,可采用人工清理的方法,清理干净管内沙土、木棍等杂物,管口除锈完毕。组对错口不大于壁厚的10%,且SHA级管道不大于0.5mm,其余管道不大于1mmo定位焊的焊接工艺于正式焊接工艺相同,长度宜为10-20mm,厚度2-4mm,间距宜为80-120mmo管道壁厚不等时应做以下处理。①内越尺寸不枸苓
5、组对:钢管组焊前,管内部必须进行清洁,可采用人工清理的方法,清理干净管内沙土、木棍等杂物,管口除锈完毕。组对错口不大于壁厚的10%,且SHA级管道不大于0.5mm,其余管道不大于1mmo定位焊的焊接工艺于正式焊接工艺相同,长度宜为10-20mm,厚度2-4mm,间距宜为80-120mmo管道壁厚不等时应做以下处理。①内越尺寸不枸苓
管道的安装应按设计规定的进行,管道间距应符合设计和规范要求。穿墙及过楼板的管道管道焊缝不宜置于套管内,当管道安装工作有间断时应及时封闭敞开的管口。管道应在水平和垂直方向转弯处,改变管径处,三通、弯头处和阀门处设置支墩或支架,支架或支墩应设置在产生推力的位置。7、定位点焊a、焊件组对前应将坡口及其内外侧表面不小于10mm范围内的油、漆、垢、锈、毛刺等清除干净,且不得有裂纹、夹层等缺陷。b、定位焊应沿管周均匀分布,点焊2~6处,具体视实际情况而定。C、定位焊缝两头应平滑,定位焊的焊肉不得有裂纹及其它缺陷,否则必须清除后重焊。点焊两端应磨成缓坡形以减少应力集中。8、焊接本单元碳钢、不锈钢工艺管道均采用手工电弧焊,焊缝打底焊吋,焊工应认真检查焊条与母材是否相符,焊接电流按工艺确定,焊缝一般为2-3层,引弧不应再坡口以外的管壁上。管道焊接工艺应符合《现场设备工业管道焊接工程施工及验收规范》。9、管道检查、检验焊接完成后,焊缝应先进行外观检查,焊缝外观成型均匀一致,焊缝及其热影响区表面上不得有裂纹、未熔合、气孔、夹渣、飞溅、夹具焊点等缺陷。焊缝表面不应低于母材表面,焊缝余高一般不应超过2mm,局部不得超过3mm,余高超过3mm时,应进行打磨,打磨后应与母材圆滑过渡,但不得伤及母材、焊缝表面宽度每侧应比坡口表面宽0.5〜2mm。电弧烧痕应打磨掉,打磨后应不使剩下的管壁厚度减少到小于材料标准允许的最小厚度。10、施工中遇到疑问应及时询问施工队长、技术员,不允许私自做主更改,以免造成质量隐患。
交底人技术负责人接受交底人'