

- 254.63 KB
- 2022-12-07 09:26:30 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
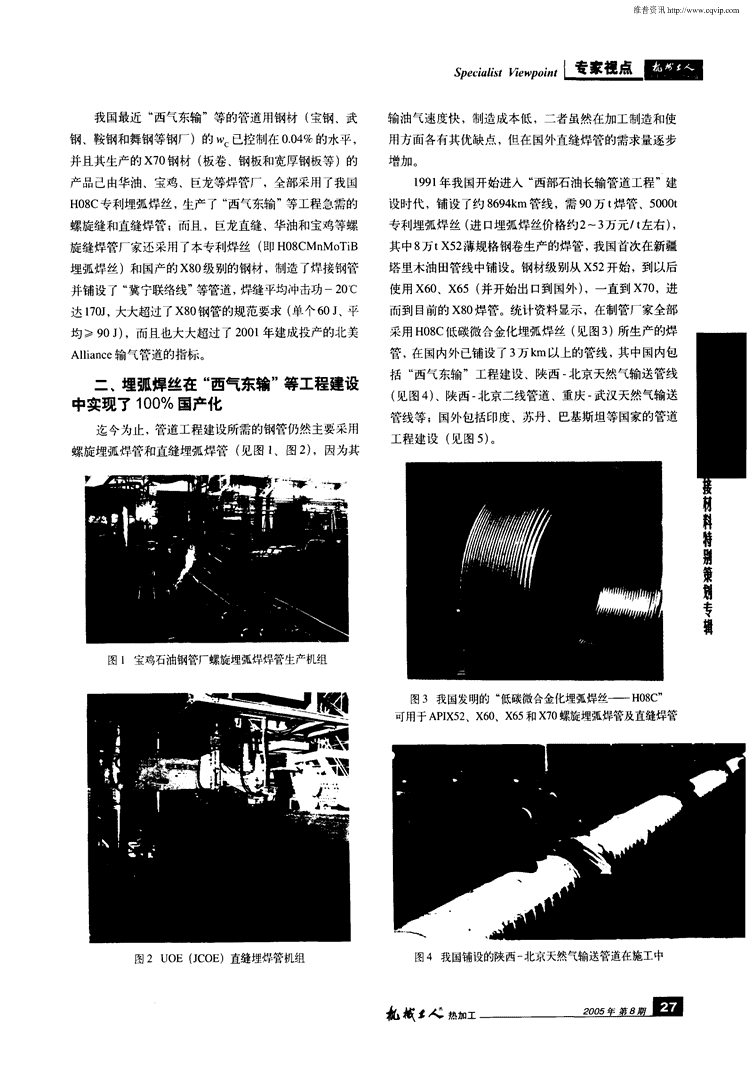
维普资讯http://www.cqvip.com2圈耋塞望皇l凰,。胁许祖泽教授1962年从清华大学机械工程系焊接专业毕业后在冶金部钢铁研究总院金属焊接研究室工作,其中曾在瑞典金属研究所、芬兰奥鲁大学和罗德洛基钢铁公司工作。曾获国家发明奖一项;中国科学大会奖两项;国家发明专利一项等;享受国务院政府特殊津贴。40年来主要学术和科研经历为动态热力学模拟技术、60~75kg/m铁路重轨钢的焊接性、石油天然气输送管线钢的焊接性及埋弧焊丝等。管道工程建设中新型低碳微合金化埋弧焊丝(H08C)的应用研究【摘要】介绍和总结了获“国家发明奖(第一发明人)——石油天然气输送管用低碳微合金化埋弧焊丝”和“国家发明专利(第一发明人)——低碳微合金化埋弧焊丝(H08C)”12年来在“西气东输”等国内外油气长输管线工程建设中APIX52X60X65.X70和X80螺旋埋弧焊管和直缝埋弧焊管上的生产.推广和应用情况。一、概述能源(油、气等)的需求不断增加,是任何国家国民经济发展的必然趋势。从上世纪中期,美国开始采用长输管道输送油气,取得了明显的经济和社会效益以后,立即引起了发达国家的重视。随着长输管道建设的长度和压力不断增加,输送管道的环境不断恶化,从此带动了钢材(包括焊接材料、焊接工艺和焊接设备)的生产能力、钢管生产技术装备等的不断发展。由于对输送管道使用技术不断提出严格要求,使之当时钢铁冶金能力生产的低合金高强度钢已不能适应这一市场的特殊需求,如使用多年的X70级所用的低碳MnMo型钢材也不适用于新的管道工程需求,其中出现的主要问题与其焊接性不好有关。从而激发了低碳、控轧控冷(TMCP+AcC)微合金化、均质洁净,特别是焊接性好的结构钢及其焊接材料等的研发,最后引发了钢铁冶金企业不断在炼铁、炼钢和轧制等方面进行技术改造,如采用先进的铁液脱碳、高炉专家系统、复合顶吹炼钢、炉外精炼、控轧控冷及机械化生产自动化等,使钢材钢液的S、P、O、N、H等杂质含量大大降低,使微合金化X70钢材的W已控制在0.03%~0.06%,乃至更低的水平。_2005午第8期缸拨热舡亡\n维普资讯http://www.cqvip.com印以r。L塞望皇_圜我国最近“西气东输”等的管道用钢材(宝钢、武输油气速度快,制造成本低,二者虽然在加工制造和使钢、鞍钢和舞钢等钢厂)的W已控制在0.04%的水平,用方面各有其优缺点,但在国外直缝焊管的需求量逐步并且其生产的X70钢材(板卷、钢板和宽厚钢板等)的增加。产品己由华油、宝鸡、巨龙等焊管厂,全部采用了我国1991年我国开始进入“西部石油长输管道工程”建H08C专利埋弧焊丝,生产了“西气东输”等工程急需的设时代,铺设了约8694km管线,需90万t焊管、5000t螺旋缝和直缝焊管;而且,巨龙直缝、华油和宝鸡等螺专利埋弧焊丝(进口埋弧焊丝价格约2~3万元,I左右),旋缝焊管厂家还采用了本专利焊丝(即H08CMnMoTiB其中8万tX52薄规格钢卷生产的焊管,我国首次在新疆埋弧焊丝)和国产的X80级别的钢材,制造了焊接钢管塔里木油田管线中铺设。钢材级别从X52开始,到以后并铺设了“冀宁联络线”等管道,焊缝平均冲击功一20~使用X60、X65(并开始出口到国外),一直到X70,进达170J,大大超过了X80钢管的规范要求(单个60J、平而到目前的X80焊管。统计资料显示,在制管厂家全部均≥90J),而且也大大超过了2001年建成投产的北美采用H08C低碳微合金化埋弧焊丝(见图3)所生产的焊Alliance输气管道的指标。管,在国内外已铺设了37Ykm以上的管线,其中国内包括“西气东输”工程建设、陕西一北京天然气输送管线二、埋弧焊丝在“西气东输”等工程建设(见图4)、陕西一北京二线管道、重庆一武汉天然气输送中实现了100%国产化管线等;国外包括印度、苏丹、巴基斯坦等国家的管道迄今为止,管道工程建设所需的钢管仍然主要采用工程建设(见图5)。螺旋埋弧焊管和直缝埋弧焊管(见图1、图2),因为其耪科特舄策捌专辑图1宝鸡石油钢管厂螺旋埋弧焊焊管生产机组图3我国发明的“低碳微合金化埋弧焊丝——H08c”可用于APIX52、X60、X65和X70螺旋埋弧焊管及直缝焊管图2UOE(JCOE)直缝埋焊管机组图4我国铺设的陕西一北京天然气输送管道在施工中枢梭热加工堡蒸曼塑固\n维普资讯http://www.cqvip.com叠叠臣塞翌垦\S㈦ew叭应这一类型钢材市场的需求。鉴于“西气东输”等工程建设中1O0%采用了本专利埋弧焊丝,所以完全可以将其推广和应用到焊接低碳徽合金化钢材所需的埋弧焊丝市场。三、设计“低碳微合金化埋弧焊丝”发明专利概念的提出及产品进入市场经历1.“低碳微合金化”的设计思路形成(冶金部)钢铁研究总院金属焊接研究室早在20世纪80年代初就通过对发达国家有关微合金化钢铁材料及图5“两气东输”工程等用螺旋缝焊管(左)输送焊管用的焊接材料进行了调查研究,了解到许多先和直缝焊管(右)样品进的设计思想和实际使用效果,其中包括二战以后,随着输油气管道工作压力的不断提高,以及工作环境越来随着“西气东输”管道工程建设开始,钢管、钢越复杂和恶劣,管道采用的钢材对强度、韧性、抗腐蚀材采购起步后,面对针状铁素体型控轧钢材焊接接头性能,特别是焊接性能要求的不断提高,曾使用多年的严格止裂性能指标的要求,国内不论是X70管线钢材X70低合金钢材也到了不能进入这样复杂的市场时代。生产J‘家,还是焊管制造厂家仍处于研发和试验,以特别了解发达国家80年代中期能源危机造成的许多钢铁及设备正在改造和调试阶段。最后确定“西气东输”工牛产厂家纷纷采取关、停、并、转等措施,对传统的钢程建设采购量70万t,生产螺旋焊管1683km。其中,铁生产工艺进行技术改造,走发展生产高质量、低成本、围产热轧卷板54万t、进口16万t,热轧卷板国产化率高效率,特别是焊接性好的钢材之路。达77.14%,螺旋钢管制造及其必须的埋弧焊丝实现了根据我国镍铬元素资源少,不能像发达国家那样通100%国产化。过含镍铬等元素为主,去设计价格很高的焊接材料。而面对“西气东输”工程建设中要求采用1016mm大口径、壁厚21mfl和26.2ram、输气匝力为10MPa的直从资料中发现,国外己经开发成功的石油天然气输送管缝埋弧焊管,造成对国内中、厚板材钢铁家,对制管道首先采用控轧工艺生产低碳、微合金化、均质及高的厂家的装备和工艺,进而对从未进入直缝埋弧焊管生产低温韧性,特别是焊接性好的板卷和钢板,因此,必然线的国产化埋弧焊丝提出了新的挑战。最后在2004年底会要求研发相应的焊接材料(其中主要是用在螺旋缝和“西气东输”工程建成投产大庆之际,迎来了我国首家以后的UOE(JCOE)直缝埋弧焊的焊丝)。JCOE大口径直缝埋弧焊管厂家——华北石油第一机械根据了解到的国外情况,当时对埋弧焊丝化学成厂巨龙钢管厂成功应用国产化埋弧焊丝的捷报。实际应分的设计概念:①尽可能使含碳量降低,采用微量Ti用证明,国产化埋弧焊丝在X70直缝焊管制造中实现了所形成的TiN晶粒去控制焊接时HAZ~N焊缝的奥氏体100%的国产化。从此,能源工程建设中焊管必须的大晶粒长大,维持其低温韧性不下降。②采用适当的Mo重要材料及装备(钢板、埋弧焊丝、装备和工艺),埋弧元素去增加焊缝强度,同时协助Ti去控制奥氏体晶粒焊丝首先完成了100%的国产化,与国内外钢材和焊管长大。③严格控制徽量B元素的加入,以尽可能消除及工艺同步达到国际先进水平。用大热输入量焊接时HAZ和焊缝晶粒边界中先共析由于国产化埋弧焊丝价格远低于国外同类产品的价铁素体和铁素体侧板条的形成,从而有利于HAZ和焊格;另外,加之目前国内炼钢技术与轧制工艺等的进步,缝的低温韧性。④与此同时,将W限于1.8%以下,W所以使得用于造船、桥梁、钢结构建筑、压力容器,以.≤0.30%,碳和磷含量尽量降低,氧、氮和氢含量也及各类重型机器的低合金高强度中厚钢板部在向“低碳尽量降低和控制,As、sn和sb等杂质元素也尽量消除。超低碳、微合金化、纯洁化、控轧控冷上艺及焊接性好”特别是对于大热输入量焊接时焊缝中M—A—C组元的的方向发展,原先采用的普通低合金钢埋弧焊丝已不适形成对低温韧性不利,因此尽量降低含C量对此也是2005年第8期札梭人热觚【\n维普资讯http://www.cqvip.comnViewpoI童塞塑皇_盈有利的。成分,并在试验室92kg空气高频感应炉中冶炼了6种钢根据大量国外资料的调查,结合我国国情形成了设材(表2为低温冲击韧性测试结果中的一组数据),随后计思路。基于此,1981年设计了如表l所示的适于微合加工制造成焊丝。通过初步埋弧焊接试验,发现焊缝低金化钢管焊接的低碳Mo—B—Ti微合金化埋弧焊丝的化学温却贝V冲击韧性很高,一20~C和一40C均达到150J以表1试验室埋弧焊丝的化学成分(质量分数)f%)含量(质量分数,%)O·o68O.3ll、43O·oo6O·Ol2O·0o77‘O·0olO·l4196156上,超过了从国外看到的资料数据,证明当时焊丝设计通过对多家国内钢铁厂家考察,发现当时只有上海宝钢思路是正确的。可以进行试生产此化学成分的焊丝,所以l991年5月宝由于当时国家还没有发布“稳定发展东部,加快发鸡石油钢管厂出资和上海宝山钢铁总厂签订了供货协议,展西部”的战略决策,所以6炉焊丝一直闲置在仓库达并干l991年l1月到1993年7月在宝钢采用了300t氧气5年之久。到1986年宝鸡石油钢管厂预感到可能要开始转炉~J,RH真空处理,成功冶炼了3炉这种化学成分的高“西部石油长输管道工程”建设,做了许多焊管必须的韧性埋弧焊丝用钢(宝钢称之为BH08MnMoTiB)。埋弧焊丝选材试验,发现国内已有的埋弧焊丝牌号所BH08MnMoTiB高韧性埋弧焊丝用钢冶炼成功,.属焊的焊缝韧性全部不合格(1990年国内钢管抽样检验国内首创,推动了我国低温高韧性埋弧焊接技术的发展。结果证明,焊丝一20~C冲击韧性波动值为4~66J),从用BH08MnMoTiB钢制成的镀铜埋弧焊丝所焊接的输油国外进口NiCr型埋弧焊丝价格则极高。因此,6炉试管,其焊缝低温冲击韧性达到国际先进水平。至此,从验焊丝运到宝鸡钢管厂进行试验室复试,试验结果发发明概念一化学成分设计一试验室试验一预生产阶段试现焊缝韧性都很好,远高于“西部石油长输管道工程”验(包括中等规模试验)一大规模生产试验一焊管产品建设的要求。这样,继续扩大了原先6炉钢焊丝的试验,生产厂家一油气输送公司使用厂家的“产品使用(成功)又开始了用4炉500kg级空气中频感应炉炼的焊丝进行报告”一l994年获得国家发明专利一1996年获得国家半工业性生产试验,其中包括从焊钢坯到焊丝的加工发明奖一2004年国庆前中国冶金报报道了消息:“2004性能,焊丝在焊管生产流动中的生产加工性能(包括单年9月6日l1时50分“西气东输”工程建设近4000km,丝、双丝、多丝、配丝及焊接X52、X60、X65钢板和使用X70钢材,全部采用H08C低碳微合金化埋弧焊丝,国外进口钢板)、大热输入量焊接及快速自动化焊接工并由国内钢管厂家焊成的焊管铺设的输气管线实现全线艺等试验,以及焊缝性能、螺旋埋弧焊生产的焊接接头贯通”。从1981年开始设计焊丝的化学成分到在“西气和焊接结构的使用性能试验。结果表明,按照这样的化学成分生产的埋弧焊丝东输”工程建设中的成功应用,正好是24年(发达国家的设计是合理的,而且由于不合镍铬,所以埋弧焊丝价大致经过l0年的周期)。格低,很快在国产化的方向中得到市场认可,促使本焊回忆这段24年研发历程,说明这一发明专利焊丝能丝的成分设计很快走向大规模试生产阶段。在综合性能要求很高的微合金化的管道工程用钢材中采用,至今完全可以激发发明人对此项目继续进行发明创2.国内新一代低碳微合金化焊接材料的研发历程造、更新和使产品系列化,并使之进入到低碳、微合金由于该焊丝是属于国内新一代低碳微合金化焊接材化、控轧控冷工艺生产的造船、桥梁、钢结构建筑、压料,所以必须选择具有先进生产能力的钢铁厂家试牛产。力容器,以及各种类型的机器等钢材中去推广应用。耙板热力口工生箜曼塑四\n维普资讯http://www.cqvip.com圈童室望皇l凰,№.四.油气输送焊管市场需求情况分析直在我国大量使用。但在发达国家,由于不像中国那样目前我国主要解决X52、X60、X65和X70钢材中缺少镍铬元素,所以在低合金钢,特别在新型微合金化焊管厂的市场需求,但对X80钢材的市场需求也已经到结构钢中没有不加镍铬元素的埋弧焊丝,因而出口到中来。而焊管的厚度在国内的流程是从几毫米向十多毫米国,必然价格很贵(3~5万元/t)。到二十多毫米的方向发展,以满足螺旋缝和直缝的场进行热轧或正火+回火工艺生产的低合金结构钢板,需求。l0多年来,我国从宝钢开始进行了大规模的技术延用到今仍在中国大量使用的350MPa强度等级的改造,鞍钢、武钢等随之跟上。今年3月国内最大的宽Q345(16Mn)钢,就是典型事例。由于Q345钢板一板生产线在宝钢也投人生产(产量为l80万t),国家开始就因为焊接性不佳而没有在中国南京长江大桥和已对鞍钢和舞钢等也进行较大规模投资和技术改造,目以后的武汉长江大桥中采用焊接技术建造。在低合金的都是为了迎接国内对新一代微合金化宽、厚板钢材市结构钢设计思想的基础上中国研发生产的400MPa、场需求的到来。450MPa、500MPa等级的钢也存在同样的问题。目前目前,钢材能否被设计制造厂家选用现在已不仪仪国内市场大量流动的这种低合金结构钢板所采用的低是用强度和韧性指标来评定,而是用其焊接性及工艺选碳低合金钢埋弧焊丝有:Hl0Mfl2、Hl0MflSi、择,以及各种焊接结构使用性能的安全性来评定的时代,H08Mn2Si、H08Mn2SiA、H08MnMoA、H08CrMoVA、也即综合焊接性能形成的质保体系评定的时代。以管线H08CrNi2MoA、H08CrNi3MoA、Hl3Mn2CrA及钢为例,包括的项目就有:Hl8CrMoA等;从国外进口的瑞典伊萨、美国林肯等(1)焊接连续冷却转变曲线中奥氏体连续冷却转变以含NiCr为主的埋弧焊丝有:0Kl5.17、L60、LN图(CCT图)。Sl30、LNSl62及LNSl67。但这类埋弧焊丝的低温韧(2)坶材、实际焊缝和HAZ的夏比V形韧性测定。性并不很高,但价格反而很高。(3)粗晶区影响区(cGHAz)低温夏比V冲击从国外专利情况看,近十几年来,可以查到有关研(CVN)韧度测定。发同样的埋弧焊丝有,美国CHEMICALABSTRACTS(4)焊接冷裂纹敏感性试验。l19:100807n、B;英国DERWENT(93、11、04)90、06、90SE一00206lB65H63/00,51/22、D06H3/08IRON—(5)焊接热裂纹敏感性试验。(6)落锤撕裂试验。IRON&STEELGENINSTH03M2S;日本专利产品(7)焊接接头的裂纹尖端张开位移(CTOD)试验。JP067205、JP153659、JP108883等都主要是用于油、气(8)焊接接头的疲劳裂纹扩展速率试验。管道焊管钢板的埋弧焊丝。(9)焊接接应力腐蚀试验。上述专利所提及的埋弧焊丝虽然有其特点,但都不(10)焊接结构成形性(包辛格效应)试验。能理解和扩大延伸到国内外都已在大规模采用的新型(】】)层状撕裂试验。TMCP+AcC工艺生产的微合金化、350~560MPa强度级(12)焊接热输入量限制试验等。别的中、厚钢板的焊接中。五、国内外焊接材料的研发趋势六、结语在研发适应中、厚板材的焊接材料的设计思想中,本专利焊丝产品经国内焊接钢管厂评定,并通过了国内91、至今仍然是适应传统的低合金高强度钢材焊接材有关油、气输送焊管性能的综合评定,尤其在“西气东料的思想,即采用低碳和控制碳当量,同时选用合金元输”等工程建设中100%采用了H08C低碳、微合金化埋素设计焊丝的化学成分,使之形成焊缝的力学性能,一弧焊丝。实践证明,由我国独立自主研发的高韧性埋弧股不考虑坶材对焊缝稀释的影响。因而焊丝的化学成焊丝在桥梁、造船、压力容器和工程结构等领域有极大分设计中追求配套合金元素来使焊缝强度水平和母材匹的推广应用价值,前景十分广阔,将产生巨大的经济和配。由于中镍铬资源缺少,所以任国内研发牛产的焊社会效益。(20050719)接材料经常少加或不加镍铬元素,这些焊接材料至今一2005年第8期札板,~.lJnI