

- 216.42 KB
- 2022-12-07 09:27:30 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
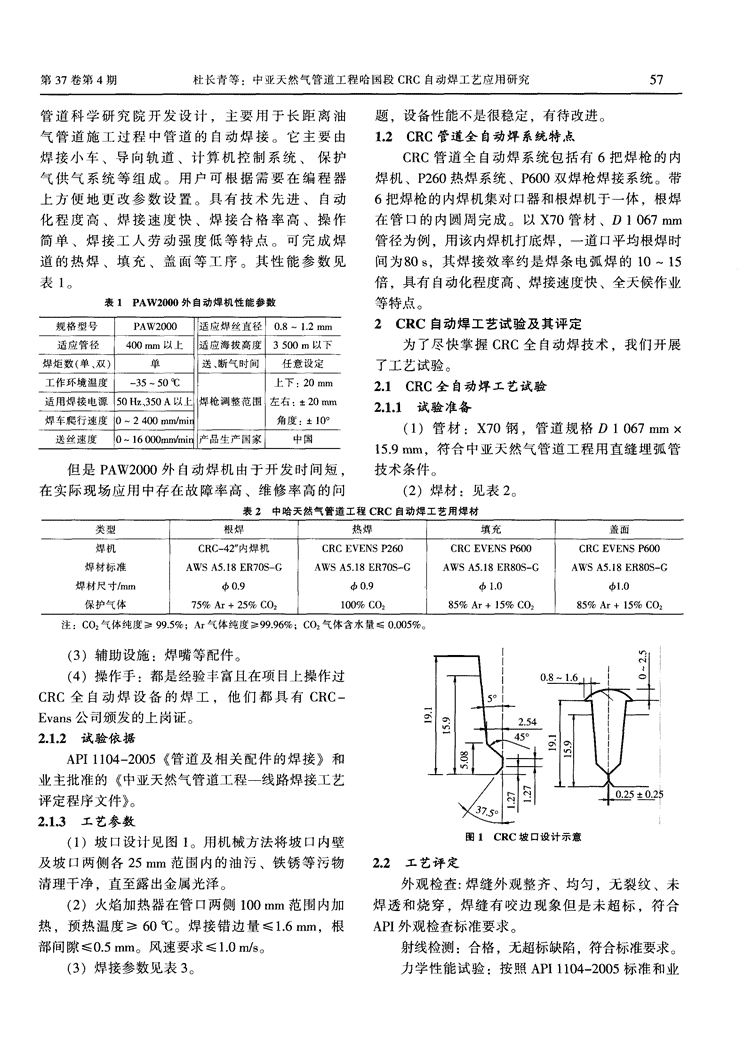
56石油工程建设一|--≯杜长青,鹿锋华(中国石油天然气管道局,河北廊坊065000)摘要:CRC自动焊设备是目前世界上最先进的管道焊接设备,具有自动化程度高、焊接速度快、全天候作业等特点。经过综合评定,中亚天然气管道工程哈国B段平原地区管道采用CRC自动焊工艺,保质保量完成了管道焊接任务。文章介绍了国内外同类焊接技术的比较、CRC工艺的特点、应用推广情况及其取得的经济效益。关键词:CRC自动焊:工艺评定;天然气管道;经济效益中图分类号:TE973.3文献标识码:B文章编号:1001—2206(2011)04—0056—030引言口系统,能对焊道进行自动跟踪,具有质量稳定、中亚天然气管道项目是西气东输二线的气源工焊道成型好的特点。这套设备采用的焊接T艺代表程,起自土库曼斯坦和乌兹别克斯坦两国边境,途着当今大口径管道焊接技术领域的发展方向。经乌兹别克斯坦、哈萨克斯坦(简称:哈国),最1当前国内外同类焊接技术的性能比较终到达中国新疆维吾尔自治区的霍尔果斯。管道总1.1PⅥ一CWs.02NRT夕卜自动根焊+PAW2000自长超过1800km,其中乌国境内510.5km,哈国动外焊机填充、盖面焊特点境内1300km,中国境内4.4km。全线采用双管(1)PWT—CWS.02NRT焊机是意大利PWT公并行敷设,管径1067mm,材质X70,壁厚分司生产的一种由计算机控制的MIG/MAG焊接系15.9mm和l9.1mm,设计压力为9.81MPa,设计年统,对焊接熔池可控性调节,有效保证了焊接质输气规模300亿in,预计工程总投资73.1亿美元。量。PWT外自动根焊克服了内自动根焊仅适用于由于本工程X70钢管的强度等级较高、管径固定管径的缺点,可以同时完成根焊和填充、盖面大、线路长,沿线地形复杂多样,工期要求紧,所焊,又克服了半自动焊打底和手工焊打底的固有缺¥¥¥羊羊¥以选用的焊接工艺必须具备合格率高、施工速度陷,适于管径大于406.4mill的各种壁厚管道的焊快、操作简单等特点。经专家组多次论证并结合本接。它由一台2×400内燃弧焊发电机、两个焊机项目特点,确定了对于地形平坦、障碍少的地段采电流控制单元、两个焊接小车控制单元、两台焊接用全自动焊,无法连续作业的地段采用内焊+半小车、两套焊枪冷却系统、一个焊接编程器、一个自动焊、手工半自动焊的焊接工艺。大口径长输管焊接保护气配比混合单元、焊接防风棚和一条轨道道自动焊设备,生产厂家多。有意大利PWT公司、组成。该机采用行走电机、送丝电机、摆动电机、美国CRC—Evans公司、英国NOREAST公司、美焊枪横向调节电机、焊枪对中和纵向调节电机来控国LINCOLN公司等,还有中石油天然气管道科学制焊接小车的焊接;计算机通过重力角度传感器控研究院近几年研制的PAW2000及其升级产品。专制管道环缝各点位置的工艺参数,该机还可通过焊家组根据本项目特点,综合哈国国情,最终确定了机自带软件实现焊接工艺参数和焊接线能量计算。在平原等适用全自动焊设备的地域采用美国CRC—但是焊工掌握该机操作存在一定难度,较不易控Evans公司生产的全位置自动焊设备。它是目前世制,此外需要单独的内对口器。界上最先进的管道焊接设备,包括焊接、坡口、对(2)PAW2000外自动焊机由中石油天然气\n第37卷第4期杜长青等:中亚天然气管道工程哈国段CRC自动焊工艺应用研究57管道科学研究院开发设计,主要用于长距离油题,设备性能不是很稳定,有待改进。气管道施工过程中管道的自动焊接。它主要由1.2CRC管道全自动焊系统特点焊接小车、导向轨道、计算机控制系统、保护CRC管道全自动焊系统包括有6把焊枪的内气供气系统等组成。用户可根据需要在编程器焊机、P260热焊系统、P600双焊枪焊接系统。带上方便地更改参数设置。具有技术先进、自动6把焊枪的内焊机集对口器和根焊机于一体,根焊化程度高、焊接速度快、焊接合格率高、操作在管口的内圆周完成。以X70管材、D1067mm简单、焊接工人劳动强度低等特点。可完成焊管径为例,用该内焊机打底焊。一道口平均根焊时道的热焊、填充、盖面等工序。其性能参数见间为80S.其焊接效率约是焊条电弧焊的lO~15表1倍,具有自动化程度高、焊接速度快、全天候作业表1PAW2O00外自动焊机性能参数等特点。规格型号PAW2000适应焊丝直径0.8~1.2Prim2CRC自动焊工艺试验及其评定适应管径400mm以上适应海拔高度3500m以下为了尽快掌握CRC全自动焊技术。我们开展焊炬数(单、双)盥送、断气时间任意设定了工艺试验。工作环境温度一35~5O℃上下:20mm2.1CRC全自动焊工艺试验适用焊接电源50Hz、350A以上焊枪调整范围左右:±20mm2.1.1试验准备焊车爬行速度O~2400mm/mir角度:±10。(1)管材:X70钢,管道规格D1067mm×送丝速度O~16000mm/min产品生产国家中国15.9mm,符合中亚天然气管道工程用直缝埋弧管但是PAW2000外自动焊机由于开发时间短,技术条件。在实际现场应用中存在故障率高、维修率高的问(2)焊材:见表2。表2中哈天然气管道工程CRC自动焊工艺用焊材类型根焊热焊填充盖面焊机CRC一42”内焊机CRCEVENSP26OCRCEVENSP600CRCEVENSP600焊材标准AWSA5.18ER70S—GAWSA5.18ER70S—GAWSA5.18ER80S—GAWSA5.18ER80S—G焊材尺寸/mm击0.9西0.9击1.0击1.0保护气体75%Ar+25%CO2100%CO285%Ar+15%CO285%Ar+15%CO2注:CO2气体纯度≥99.5%;Ar气体纯度>199.96%;CO2气体含水量≤O.005%。(3)辅助设施:焊嘴等配件。(4)操作手:都是经验丰富且在项目上操作过CRC全自动焊设备的焊工,他们都具有CRC—Evans公司颁发的上岗证。2.1.2试验依据API1104—2005《管道及相关配件的焊接》和业主批准的《中亚天然气管道工程一线路焊接工艺评定程序文件》。2.1.3工艺参数图lCRC坡口设计不惫(1)坡口设计见图1。用机械方法将坡口内壁及坡口两侧各25mm范围内的油污、铁锈等污物2.2工艺评定清理干净,直至露出金属光泽。外观检查:焊缝外观整齐、均匀,无裂纹、未(2)火焰加热器在管口两侧100mm范围内加焊透和烧穿,焊缝有咬边现象但是未超标,符合热,预热温度≥60℃。焊接错边量≤1.6mm,根API外观检查标准要求。部间隙≤0.5l'nm。风速要求≤1.0m/s。射线检测:合格,无超标缺陷,符合标准要求。(3)焊接参数见表3。力学性能试验:按照API1104—2005标准和业\n58石油工程建设表3焊接参数焊道焊材极性焊接电流,A电压/V送丝速度热输入气体流量焊接速度层间温方向/(m/rain)/(kJ/m)/(L/rain)/(m/rain)度/℃205~22020~2210.67547~654300.699(48s)60根焊E7OS-G4,o.9himDCEP202~21920~2310.67516~610300.714(47s)60CCW239.6~25526.26~26.89l3.14~13.23303~323751.262~1.270(84s)77热焊E70S—G4,o.9lrlmDCEPCW243.2~25526.26~26.7413.07~13.24307~323751.255~1.270(898)72CCW166~20620.7~23.98.11~1O.68555~626750.378~0.455(2308)63CCW168~20322.4—23.69.12~10.68598~62675填充E80S—G4,1.0lnmDCEPCW161~20222.3~24.29.14~10.69571~634750.376~0.455(244s)7lCW157~20321.0~24.O8.88~l0.70551~63875CCW152~18921.8—23.99.O0~9.67524~579750.378~0.455(244S)60CCW166~19822.0~23.59.63~1O.69531~61O75填充E80S—G击1.0l/llnDCEPCW163~20121.1~22.99.10~10.17535~606750.389~0.455(249s)66CW148~17921.2~23.88.12~1O.0O488~56375CCW120~13222.1—24.66.O7~7.12327~480750.404~0.544(258s)69CCWl2O~16823.4~25.76.06~7.13346~48475盖面E80S—G击1.0rnmDCEPCW119~13323.2—24.66.O5~7.12350~378750.467~0.521(262s)60CWl23~13722.2~24.96.10~7.14350~39875主批准的焊接工艺评定程序文件的要求取样和天然气管道工程哈国B段推广应用,完全符合规试验。4个拉伸试件均在母材处断裂,抗拉强范要求,并取得了理想效果,为项目的顺利完工奠度值均高于X70钢的最小抗拉强度(570MPa);定了基础。刻槽锤断试验和弯曲试验均未见明显缺欠;在3应用情况一1OclC时进行冲击试验,熔合线和焊缝中心的中亚天然气管道工程哈国段于2008年7J{9冲击吸收功均大于45J(中亚天然气管道工程Et开工建设,截至到2009年8月,A线和B线施工规范要求一l0℃时的低温冲击功平均值不主体焊接已经完毕。中石油天然气管道局先后共低于45J);宏观金相无明显缺陷;在母材、热投入3个施工主体单位。分别为管道工程一分公影响区、焊缝中心共取25个硬度点进行硬度试司、三分公司和四分公司,共计l3个焊接流水验,焊缝和热影响区硬度不大于280HVIO,均作业机组。其中CRC全自动焊机组3个,完成满足《中亚天然气管道工程线路焊接工艺评定管道焊接长度占B线的30.6%,创下了日焊接程序文件》的要求。所焊试件均能满足API136道口,月焊接32km的管道局焊接记录,一1104—2005和中亚天然气管道工程施工规范要次性合格率达94%以上,确保了2008年500km求,说明采用该焊接工艺所焊的焊接接头性能的焊接任务,为2009年年底A线投产,B线主优良,完全可以在中亚天然气管道工程项目上体完工打下了基础。应用和推广。中亚天然气管道项目采用该工艺后获得显著的2.3效果经济效益,焊接401km管道用CRC全自动焊机组采用CRC全自动焊工艺在中亚项目用管上一比焊条+半自动焊机组要节省工期20天,合730共试焊了两道完整的焊缝,焊缝均满足中亚天然气万美元管道施工要求,并据此出具了两份焊接工艺评定报作者简介:杜长青(1971一),男,河北廊坊人,工程师,告和一份焊接工艺规程,用于指导现场焊接施工。一级注册建造师。2008年毕业于西南石油学院管道工程专2008年7月开工以后.在CRC—Evans公司专家的业,长期从事管道工程的施工管理工作。帮助下仅用一个星期就渡过了磨合期,经过在中亚收稿日期:2011-02—23:修回日期:2011-04—18