

- 70.50 KB
- 2022-04-22 13:52:49 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
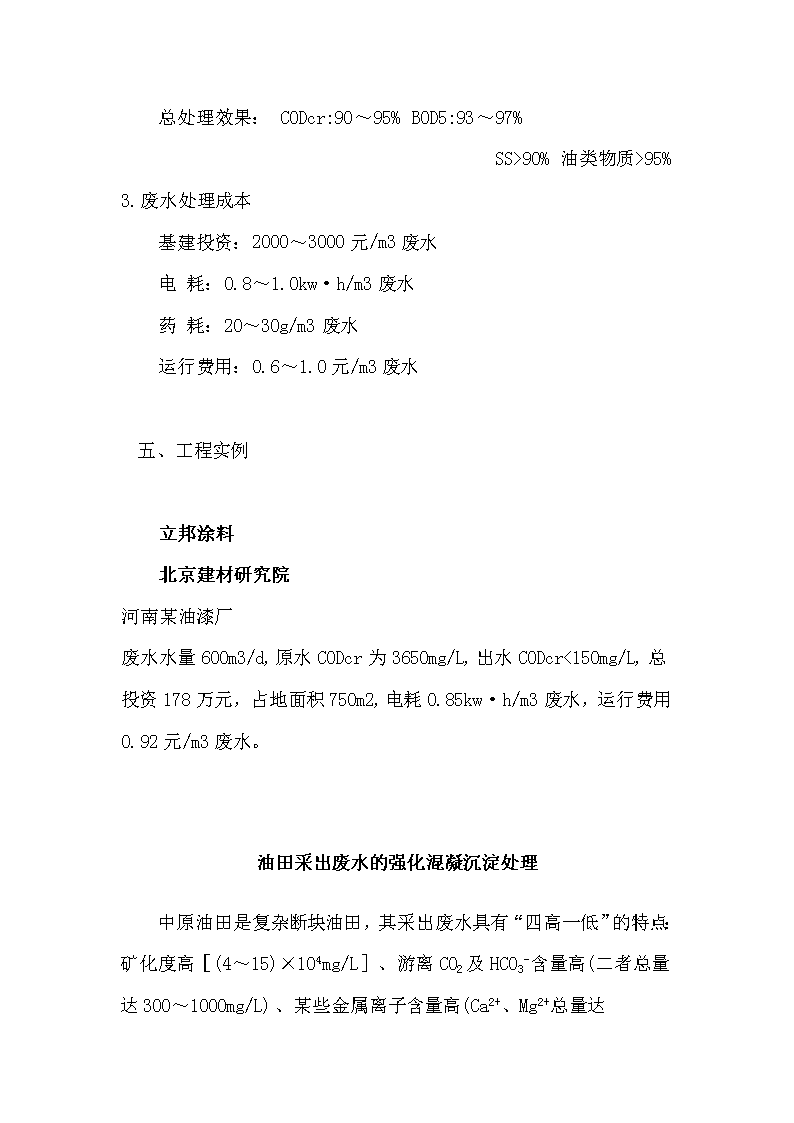
'油漆涂料废水处理技术及工程实例 一、概述 油漆废水主要来源于油漆涂料生产企业,以及以油漆为原料的各类行业。油漆涂料生产过程中排放的废水,主要有精制植物油时的漂油废水,生产树脂所排放的脂化废水,生产过程中的漂洗水以及洗涤过程中的碱性物质等。针对油漆废水的特点,废水中处理应与生产过程相结合,尽可能少排或不排污染物,并且在污染物的主要排放点设置回收装置,回收有用物质。进行清污分流,在废水中污染物浓度大大降低的情况下,集中处理。 二、废水处理工艺流程 三、流程的特点及说明
本工艺流程是在企业对重点污染源的漂油废水及脂化废水单独进行回收处理后,采用物理法与生化法相结合,对全厂综合废水的处理工艺,通过机械格栅去除废水中粒径较大的漂(悬)浮物,以保护后续处理过程的正常进行;通过隔油池去除废水中呈分散状态的粒径较大的可浮油;通过调节池均衡废水水质及水量;通过投加混凝剂使废水中呈乳状的油及悬浮物脱稳,形成油珠及矾花,然后采用气浮的方法从废水中分离处理。 经过上述各处理单元处理后的废水,污染物的含量已经有了很大程度的降低,为后续的SBR处理工艺对废水的可靠处理创造了条件。SBR反应池的运行方式可以根据水质情况,通过自动控制系统灵活掌握。可以采用厌(缺)氧-好氧生物处理交替运行的方式,使废水中的有机物在SBR反应池内被高效的去除。经过生物处理后的废水,在池内静置沉淀一定时间后,通过我公司生产的SBR反应池专用排水设备--滗水器排放至池外。 四、主要技术经济指标 1.原水水质 CODcr=2000~4000mg/LBOD5=800~1200mg/L SS=100~200mg/LPH=8~9 2.各处理单元处理效果 铬栅、隔油池:CODcr:20~30%BOD5:10~20% 混凝气浮池:CODcr:50~60%BOD5:30~40% SBR反应池:CODcr:80~90%BOD5:90~95%
总处理效果:CODcr:90~95%BOD5:93~97% SS>90%油类物质>95% 3.废水处理成本 基建投资:2000~3000元/m3废水 电耗:0.8~1.0kw·h/m3废水 药耗:20~30g/m3废水 运行费用:0.6~1.0元/m3废水 五、工程实例 立邦涂料 北京建材研究院河南某油漆厂废水水量600m3/d,原水CODcr为3650mg/L,出水CODcr<150mg/L,总投资178万元,占地面积750m2,电耗0.85kw·h/m3废水,运行费用0.92元/m3废水。油田采出废水的强化混凝沉淀处理 中原油田是复杂断块油田,其采出废水具有“四高一低”的特点:矿化度高[(4~15)×104mg/L]、游离CO2及HCO3-含量高(二者总量达300~1000mg/L)、某些金属离子含量高(Ca2+、Mg2+
总量达4000mg/L)、总铁含量高(20~60mg/L)、硫酸盐还原菌(SRB)含量高(105个/mL),pH值低(5.5~6.5)。这种废水经重力除油、混凝沉淀、压力过滤工艺处理后,实际出水水质不稳定,不能完全达到部颁标准,同时存在运行药耗高、泥渣量大的问题。1 混凝沉淀工艺现状 马寨废水处理站混凝沉淀罐结构如图1所示。 向经重力除油后的原水投加4种药剂:调整pH值的A剂(石灰),混凝剂B剂(PAC)、絮凝调理剂C剂(活化硅酸)、D剂(PAM),调理之后的废水沿反应筒的切线进入,混合38s后进入中心配水筒,停留时间为20min,完成矾花对水中细小悬浮颗粒的吸附之后流入斜板沉降区沉降。 原混凝工艺未设置旋流混合设备,在工程改造中增加了混合装置,保证了所投药剂和废水的充分混合,但在进入中心筒后水的流速仅为0.006m
/s,不能有效地保证矾花的碰撞(即在中心筒内只是形成矾花,是一种药剂作用下的自发状态,此时矾花仅随水流稳步下移,对水中的悬浮态颗粒和破乳油的吸附只是停留在低剪切运动水平,小矾花也很难长大),显然达不到工艺要求。2 机理试验2.1机理分析 油田采出废水中含有大量悬浮物、胶体颗粒、乳化油,而pH值调节、压缩双电层、吸附架桥、破乳等工艺过程均是多相共存体系,其处理实质是药剂扩散、微小絮体凝聚长大和大絮体的分离过程,而体系中物相碰撞的动力学致因是惯性效应[1]。在水流方向上垂直布置小孔眼格网可强化颗粒碰撞的效果,产生并控制涡漩尺度和强度,具有以下几种动力学作用:①由于离心惯性效应,颗粒沿径向运动,在由原速度区向新速度区运动时,因速度差异而与新速度区内的颗粒发生碰撞合并;②涡漩内相邻的速度层间产生滑移为层与层间的颗粒碰撞提供了条件;③水流湍动使得涡漩离开原位置,这为不同涡漩内的颗粒合并提供了条件;④由于过网水流的惯性作用,矾花产生强烈的变形,使矾花中处于吸附能级低的部位,由于其变形揉动作用达到高吸附能级的部位,使得通过网格之后的矾花变得密实。2.2试验工艺 试验工艺设备简图见图2。
试验中加强了微涡漩、亚微观传质的动力学控制,高效利用各种药剂并缩短了反应历程;依靠小孔眼的网格生成涡漩,大幅增加高强度微涡漩,利用网格空间控制涡漩的强度和尺度,达到了最佳的混凝、絮凝状态;沉淀工艺采用间距小、布水均匀的斜板,斜板倾角由60°改为66°,又因其无侧向约束,因而排泥通畅。2.3检测指标 依据《碎屑岩油藏注水水质推荐指标及分析方法》(SY/T5329—94)中推荐的检测指标(悬浮固体、油、pH值、溶解氧、总铁、滤膜系数),选用721分光光度计、0.41μm的纤维素微孔膜、测氧管及测铁管等检测设备。3 试验结果
马寨废水处理站重力除油罐出水中含油为60~95mg/L,悬浮杂质为50~80mg/L,总铁为8~15mg/L,显然混凝沉淀对油和悬浮杂质的去除效果都要保证。图3~5是试验期间处理站原工艺和强化工艺出水水质的对比。 由图3~5可明显看出,强化工艺出水的各项指标较废水处理站原工艺出水好,其悬浮杂质、油、总铁的去除率分别可达到56%、98%、99%,而且由于总铁大幅度减少,使得整个处理系统的出水在注水回用的过程中保持稳定,防止了二次污染的发生。 试验中对混凝强化前后水体中矾花的沉淀性能进行了对比。前者取自水厂投药后进入沉降罐前的原水,后者是经试验设备反应4min的混合水,分别置于两个250mL的量筒,静沉时间和清晰泥面高度的关系如图6所示。
图6中强化后的混合水静沉4min即进入临界沉降点,10min左右悬浮物的压缩比可达20%,与试验现场静沉2h的压缩比(15%)基本一致,较水厂混合后水中矾花的沉淀性能提高,由此可明显看出经过混凝强化,矾花的沉淀性能得到了实质性改善。 为充分利用混凝沉淀罐的水平截面积和提高产水量,根据浅池理论选用板间距为1.5cm的斜板进行泥水分离试验,结果表明水体在斜板间流速≤1.8mm/s时,出水的悬浮物含量≤35mg/L,完全符合进入滤池的水体悬浮物浓度要求(≤50mg/L),因此可将1.8mm/s作为斜板负荷的设计参数,按此推算混凝沉淀罐经改造后处理水量可达8000m3/d,产水量提高了1倍。 由于混凝沉淀工艺对去除油、悬浮杂质的要求较高,因此投药量相对较大,药剂费成为制约废水站经济运行的瓶颈,而混凝沉淀的强化措施使得所投药剂和水体充分混合、反应,在一定程度上减少了药耗。强化工艺与原工艺投药量及经济分析的对比见表1。 表1药剂费用对比分析投药A剂B剂C剂D剂水厂投量(mg/L)300150504试验投量(mg/L)250120352.5
节省药量比例(%)17203040吨水节省费用(元/m3)0.2年节省费用(万元)4000×0.2×365=24 另外,中原油田废水的pH值较低,使废水处理系统运行不稳,需要大量投加石灰来提高pH值才能减少不稳定因素的影响,据江汉石油学院作过的调查[1],投加600mg/L的石灰将水体的pH值提高到8.0以上可使处理后的水质保持稳定。试验中成功地将石灰投量大幅降低,泥渣量也减少了50%以上,对实际生产运行十分有利。4 结论 ①惯性效应是多相物系中颗粒碰撞的动力学致因。 ②加强亚微观传质促使颗粒充分接触、碰撞,节省药耗;微小涡漩的离心惯性效应为颗粒碰撞凝聚提供了动力学条件。 ③合理的动力学控制使反应历程由20.0min缩短至4.0min。 ④小间距斜板沉淀池负荷较常规工艺负荷提高1倍,出水水质稳定、不积泥。 ⑤
同原工艺相比,强化工艺可节省A剂10%,B剂20%,C剂30%,D剂40%,显著节省运行成本。 ⑥泥渣量较原工艺降低50%,具有较强的实用性,且大大改善了处理后水质,使沉淀池出水各项指标达到或接近油田回注水标准,减小了后续过滤工艺的负荷,经济、社会效益显著。'