

- 110.00 KB
- 2022-04-22 13:54:16 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'酒厂污水处理技术工艺解析酒精广泛应用于化工、食品工业、日化、医药卫生等领域,同时又是酒基、浸提剂、溶剂、洗涤剂和表面活性剂。我国酒精生产的原料比例为:淀粉质原料(玉米、薯干、木薯)占75%,废糖蜜原料占20%,合成酒精占5%。由此,我国酒精生产的原料主要是玉米、薯干等淀粉质原料。废水主要来自蒸馏发酵成熟醪后排出的酒精糟,生产设备的洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等。酒精废水是高浓度、高温度、高悬浮物的有机废水,处理技术起步较早,发展较快。废液中的废渣含有粉碎后的木薯皮、根茎等粗纤维,这类物质在废水中是不溶性的COD;木薯中的纤维素和半纤维素是多糖类物质,在酒精发酵中不能成为酵母菌的碳源而被利用,残留在废液中,表现为溶解性COD;无机灰分的泥砂杂质。这些物质增加了废水处理的难度。另外酒厂生产废水中因有大量粒、块状的悬浮物,均匀性很差,而它又是造成此类废水耗氧的重要因素。总体来讲,酒精厂污水都具备如下特点:1、悬浮物含量高,平均悬浮物含量高达40000mg/L;2、温度高,平均水温达70℃,蒸馏釜底排出的废水温度高达100℃;3、浓度高,废水的COD高达2-3万,包括悬浮固体、溶解性COD和胶体,有机物占93%-94%,无机物占6%-7%,有机物的成分是碳水化合物,其次是含氮化合物,生物菌和未分解出去的产品:如丁醇、乙醇等,此外还有500mg/L的有机酸;4、废水含有约500mg/L左右的有机酸,废水呈酸性,运行初期可考虑加碱或污泥的回流以平衡废水的酸碱度,运行稳定后系统具备足够的缓冲能力,则不需要加碱或回流;5、无机物主要是来自原料中的灰尘和杂质。结合以上特点酒厂污水处理的工艺是:
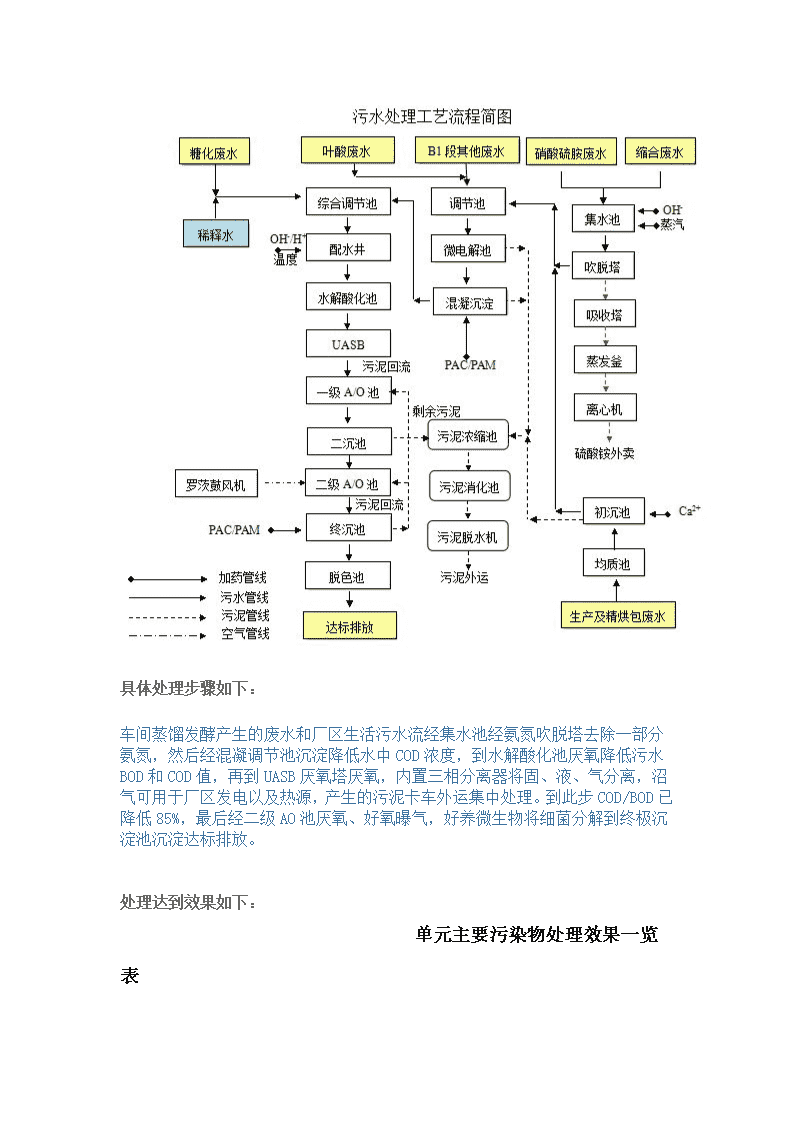
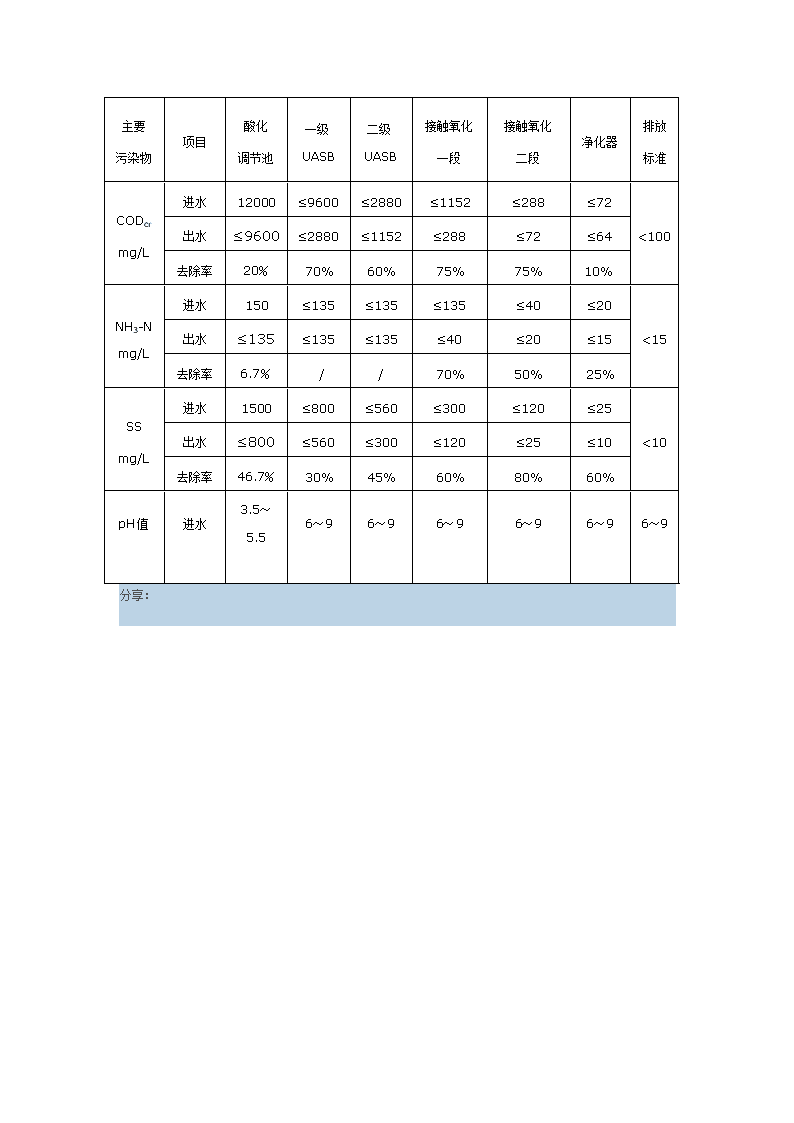
具体处理步骤如下: 车间蒸馏发酵产生的废水和厂区生活污水流经集水池经氨氮吹脱塔去除一部分氨氮,然后经混凝调节池沉淀降低水中COD浓度,到水解酸化池厌氧降低污水BOD和COD值,再到UASB厌氧塔厌氧,内置三相分离器将固、液、气分离,沼气可用于厂区发电以及热源,产生的污泥卡车外运集中处理。到此步COD/BOD已降低85%,最后经二级AO池厌氧、好氧曝气,好养微生物将细菌分解到终极沉淀池沉淀达标排放。处理达到效果如下: 单元主要污染物处理效果一览表
主要污染物项目酸化调节池一级UASB二级UASB接触氧化一段接触氧化二段净化器排放标准CODcrmg/L进水12000≤9600≤2880≤1152≤288≤72<100出水≤9600≤2880≤1152≤288≤72≤64去除率20%70%60%75%75%10%NH3-Nmg/L进水150≤135≤135≤135≤40≤20<15出水≤135≤135≤135≤40≤20≤15去除率6.7%//70%50%25%SSmg/L进水1500≤800≤560≤300≤120≤25<10出水≤800≤560≤300≤120≤25≤10去除率46.7%30%45%60%80%60%pH值进水3.5~5.56~96~96~96~96~96~9分享: '