

- 763.55 KB
- 2022-04-22 13:32:27 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICS25.100.30J41蘑亘中华人民共和国国家标准GB/T14895—2010代替GB/T148951994金属切削刀具术语切齿刀具2010-11—10发布TermsinmetalcuttingtOols—Gearcutters2011_03—01实施中华人民共和国国家质量监督检验检疫总局学右中国国家标准化管理委员会及111
标准分享网www.bzfxw.com免费下载前言GB/T14895—2010本标准代替GB/T148951994《金属切削刀具术语切齿刀具》。本标准与GB/T14895—1994相比主要变化如下:——修改了规范性引用文件;——删除了词条编号规则,增加了条目编号;——修改了词条的编号、术语、英文对应词和说明,改变了编写方法,增加了与结构参数有关的术语和定义,增加了与型式有关的术语和定义;——增加了术语:高精度齿轮滚刀、小压力角滚刀、齿轮齿端倒角滚刀、蜗轮飞刀、双导程蜗轮滚刀、单头蜗轮滚刀、圆弧齿蜗轮滚刀、谐波齿轮插齿刀、圆柱齿轮铣刀、高速钢切齿刀具、超硬刀具材料切齿刀具、金属陶瓷切齿刀具、涂层切齿刀具;——修改了术语首字汉语拼音索引和术语英文索引;——图形顺序等做了一定的编辑性修改。本标准由中国机械工业联合会提出。本标准由全国刀具标准化技术委员会(sAC/Tc91)归口。本标准主要起草单位:成都工具研究所。本标准主要起草人:曾宇环、商宏谟、沈士昌。本标准所代替标准的历次版本发布情况为:——GB/T14895—1994。
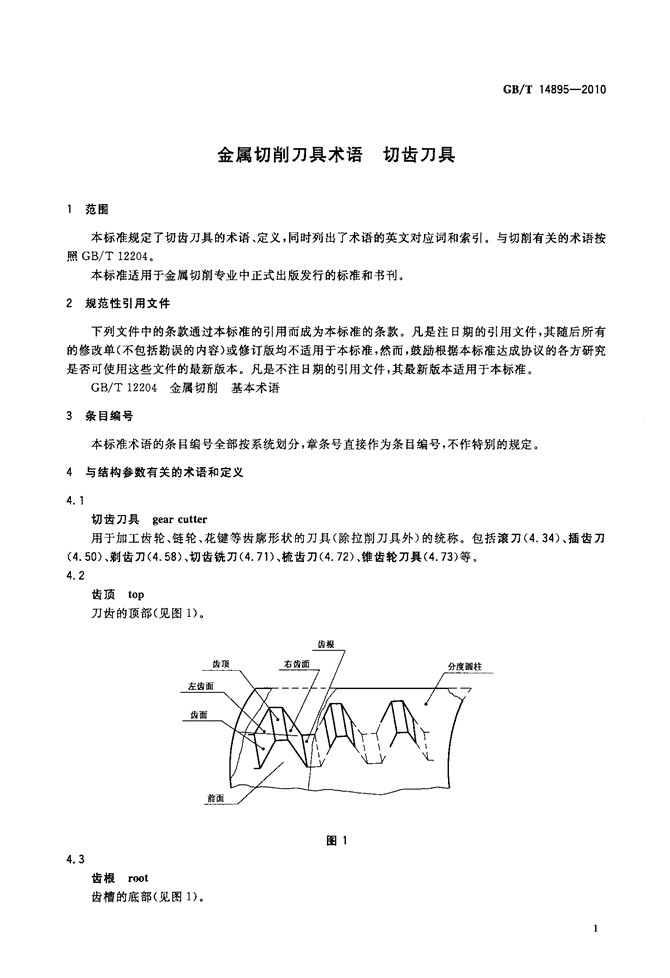
www.bzfxw.com金属切削刀具术语切齿刀具GB/T14895—20101范围本标准规定了切齿刀具的术语、定义,同时列出了术语的英文对应词和索引。与切削有关的术语按照GB/T12204。本标准适用于金属切削专业中正式出版发行的标准和书刊。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T12204金属切削基本术语3条目编号本标准术语的条目编号全部按系统划分,章条号直接作为条目编号,不作特别的规定。4与结构参数有关的术语和定义4.1切齿刀具gearcutter用于加工齿轮、链轮、花键等齿廓形状的刀具(除拉削刀具外)的统称。包括滚刀(4.34)、插齿刀(4.50)、剃齿刀(4.58)、切齿铣刀(4.71)、梳齿刀(4.72)、锥齿轮刀具(4.73)等。4.2齿顶top刀齿的顶部(见图1)。齿根4.3齿根r∞t齿槽的底部(见图1)。图1
www.bzfxw.com标准分享网www.bzfxw.com免费下载GB/T14895—20104.4齿侧面t∞thflⅫk与前面相交构成左切削刃(4.7)、右切削刃(4.6)的后面(见图1,图17)。4.5顶刃topcuttingedge由齿顶(4.2)和前面构成的切削刃(见图2)。4.64.74.84.94.104.11图2右切削刃rjglItcuttingedge假设齿顶(4.2)朝上,前面面向观察者,位于刀齿右侧的切削刃(见图2)。左切削刃leftcuttingedge假设齿顶(4.2)朝上,前面面向观察者,位于刀齿左侧的切削刃(见图2)。右齿面righttoothfl∞k包含右切削刃(4.6)的齿面(见图1)。左齿面leftt∞thnaⅡk包含左切削刃(4.7)的齿面(见图1)。齿顶倒角tipchmfer齿顶(4.2)和齿面相交的边缘处的倒角。齿顶圆弧tipradius连接齿顶(4.2)和齿面的圆弧(见图2)。
www.bzfxw.com4.124.134.144.154.164.17全齿顶圆弧fulltopradius同时与左、右齿面相切,使齿顶(4.2)成为圆弧状的齿顶圆弧(4.11)(见图3)。齿根圆弧filletradi∞连接齿根(4.3)和齿面的圆弧。图3切入齿高cuttingdepth刀齿从齿顶(4.2)起,相当于被加工齿轮全齿高的齿高部分(见图2)。齿根间隙r00tclearance刀齿全齿高和切入齿高之差(见图2)。基本齿廓basictoothpmfile与工件齿槽相对应的齿廓(见图2)。修形齿廓modifiedtoothprofile基本齿廓经过微量修正的齿廓(见图4)。基本齿廓GB/T14895—2010图44.18修缘齿廓t∞thprofilewithtipreliefmodification为加工修缘齿轮,在刀齿齿根(4.3)附近微量凸出的修形齿廓。4.19半切顶齿廓semi—toppingt∞thprofile为在切齿时,同时把齿轮外圆和齿面相交的边缘倒角,将刀齿齿根处作为起倒角作用的齿廓(见图5)。
www.bzfxw.com标准分享网www.bzfxw.com免费下载GB/T14895—20104.204.214.224.234.24图5切顶齿廓toppingtoothprofile为在切齿时,齿轮外圆也同时被切削,使刀齿齿根(4.3)参加切削的齿廓(见图6)。图6凸角protubemⅡce为对齿轮进行挖根,在靠近刀齿齿顶(4.2)的齿面上凸起的部分(见图5)。触角lug在刀齿齿顶(4.2)上凸起的部分(见图7)。图7齿数numberofteeth插齿刀(4.50)、剃齿刀(4.58)、梳齿刀(4.73)等刀齿的数量。右旋righthand刀齿齿面螺旋线顺时针方向旋转,沿轴线方向离开观察者为右旋。
www.bzfxw.comGB/T14895—20104.Z5左旋lenhnd刀齿齿面螺旋线逆时针方向旋转,沿轴线方向离开观察者为左旋。4.26逆向切齿法co吖eⅡti衄alhobbiⅡg;coⅡventionalcⅡtting在刀具和工件的接触处,滚刀(4.34)[或切齿铣刀(4.72)]的旋转方向和滚刀(4(4.72)]相对工件的进给方向相同的切齿方法,铣齿时也称逆铣。4.27顺向切齿法c¨mbhobbing;climbcutting在刀具和工件的接触处,滚刀(4.34)[或切齿铣刀(4.72)]的旋转方向和滚刀(4(4.72)]相对工件的进给方向相反的切齿方法,铣齿时也称顺铣。4.28切削行程数numberofcuttingstrokes在插齿机及刨齿机上切齿时,刀具在一分钟内的往复行程数。4.29前面偏位rakeoffset刀齿前面至平行于前面的径向线间的垂直距离(见图8)。懂一一一慕衫≈、一前面偏位34)[或切齿铣刀图84.30高速钢切齿刀具highsp雌dst凹lgearcutter刀具材料采用高速钢的切齿刀具(4.1),有强韧性、工艺性及可加工性等方面优良的综合性能。4.31超硬刀具材料切齿刀具hardt∞lmaterialgearcutter焊接或镶有cBN(立方氮化硼)等的切齿刀具(4.1),广泛用于精加工、半精加工和粗加工。4.32金属陶瓷切齿刀具cemetgearcutter切削部分采用金属陶瓷的切齿刀具(4.1),该刀具降低被加工表面粗糙度,具有耐磨损性、耐热裂纹性等优点。4.33涂层切齿刀具coatedg曲rcutter切削部分镀有涂层材料的切齿刀具(4.1),常用的涂层方法有CVD(化学气相沉积法)和PVD(物理气相沉积法)。5
www.bzfxw.com标准分享网www.bzfxw.com免费下载GB/T14895—20104.34滚刀hob在蜗杆状的实体上具有容屑槽并形成前面和切削刃,刀齿经加工以形成后角的切齿刀具(4.1)。4.35产形螺旋面generatinghelicoid包容滚刀(4.34)切削刃的假想螺旋面,即滚刀(4.34)的全部切削刃均处于产形螺旋面上。4.36头数numberofthreads;n哪berofstarts滚刀(4.34)的螺旋线数。有单头、双头、三头等,双头以上称为多头。4.37铲齿relief在专用机床上加工滚刀(4.34)和切齿铣刀(4.72)刀齿的齿顶(4.2)和齿面,使刀齿获得后角。4.38铲齿量camrise将滚刀(4.34)和切齿铣刀(4.72)齿顶(4.2)沿其螺旋方向延长到相邻的前面,相交线与外圆的距离(见图9)。4.39旌A§∥浓咎劣’,/图9切削锥startiⅡgportionofahob滚刀(4.34)外圆上的锥度部分(见图10)。切削锥,————————————_、图10
www.bzfxw.comGB/T14895—20104.40槽数numberofg嬲hes容屑槽的数量。4.41滚刀轴向移位hobshjft为使刀齿都能参加切削,保证其均匀磨损,滚刀(4.34)沿轴线方向的位移。4.42容屑槽等分误差adjacentgashspaciⅡgerror在分度圆附近的同一圆周上,滚刀(4.34)相邻前面的对应点上测得的圆周长度的实际值和理论值之差。4.43容屑槽等分累积误差accumulativegashspacingerror在分度圆附近的同一圆周上,滚刀(4.34)任意两个前面的对应点上测得的圆周长度的实际值和理论值之差的最大绝对值。4.44前面径向性straightⅡessaⅡdradialali驴mentofcuttiⅡgface在垂直于滚刀(4.34)轴线的端平面内,沿刀齿前面测得的实际值和理论值之差。4.45容屑槽导程误差gashleaderror在滚刀(4.34)的分度圆附近,与检查长度对应的容屑槽导程的实际值和理论值之差。4.46相邻切削刃的螺旋线误差variationalongtoothhelixfromt00thtotooth沿着滚刀(4.34)分度圆柱附近的螺旋线,任意两个相邻切削刃实际值和理论值之差。4.47在n转内切削刃的螺旋线误差variati佃al加gtoothhelixin粕ynconsecutivec彻volutions沿着滚刀(4.34)分度圆柱附近的螺旋线,在n转内任意两个切削刃实际值和理论值之差。4.48相邻切削刃的啮合误差variatioⅡaIoⅡglineofacti∞fromt∞thtot00th沿着啮合线方向,滚刀(4.34)相邻切削刃的实际值和理论值之差。4.49啮合误差cumulativevariationofiⅡvolutehelicoidover扯tivelength沿着啮合线方向,测量滚刀(4.34)切削刃时,在啮合线全长范围内的最大误差。4.50插齿刀gearshapercutte’;piniontypecutter在齿轮状的实体上,以刀齿的前面和后面形成切削刃的切齿刀具(4.1)。4.51基本截面basicsecti∞插齿刀(4.50)变位系数为零的截面,该截面与插齿刀(4.50)轴线垂直。4.52凹面深度depthofcounterbore过插齿刀(4.50)顶刃最高点且垂直于轴线的平面至内支承面的距离(见图11)。7
www.bzfxw.com标准分享网www.bzfxw.com免费下载GB/T14895—2010图114.53钝边obtuse斜齿插齿刀(5.2.14)[或斜齿梳齿刀(5.5.7)]刀齿齿面分度曲面螺旋角(或倾斜角)较小的一边。4.54锐边acute斜齿插齿刀(5.2.14)[或斜齿梳齿刀(5.5.7)]刀齿齿面分度曲面螺旋角(或倾斜角)较大的一边。4.55刃磨方式1sharpening_type1将插齿刀(4.50)前面刃磨成与其轴线同轴的圆锥面。主要用于刃磨直齿插齿刀(5.5.6)。4.56刃磨方式2sharpeniⅡg_type2将斜齿插齿刀(或斜齿梳齿刀)的前面刃磨成和分度曲面上的螺旋线相垂直。主要用于刃磨加工斜齿轮的插齿刀(见图12,图13,图14,图15)。—矧吲刮11.j
www.bzfxw.com图12—』曼曼一{心吣心|.j虬虬图13f—兰苎一曲删1j删删图14图15GB/T14895—20109
www.bzfxw.com标准分享网www.bzfxw.com免费下载GB/T14895—20104.57刃磨方式3sharpeⅡing-type3将斜齿插齿刀(5.2.14)[或斜齿梳齿刀(5.5.7)]刀齿锐边切削刃进行倒角刃磨,刀齿钝边切削刃附近磨出凹槽。主要用于刃磨加工人字齿轮的插齿刀(4.50)(见图16)。酸凸圈164.58剃齿刀shavingcutter在齿轮、齿条或蜗杆状实体的齿面上具有切削刃和容屑槽的切齿刀具(4.1)。4.59梳形齿serration剃齿刀(4.58)刃带和容屑槽的总称。~般分为沿螺旋线排列的梳形齿(4.59)、交错排列的梳形齿(4.59)和环形排列的梳形齿(4.59)(见图17,图18,图19,图20)。图17
环形捧列的梳形齿图18剃齿刀容屑槽交错捧刊的杭形齿图19希螺旋线排列的梳形齿GB/T14895—2010图204.60剃齿刀窖屑檀slot在剃齿刀(4.58)齿根(4.3)到齿】页(4.2)的齿面上制成的沟槽。一般小槽分为两种型式,一是小槽的两个侧面都平行于剃齿刀(4.5B)的端面;二是小槽的两个侧面都垂直于剃齿刀(4.58)的齿面。ll
标准分享网www.bzfxw.com免费下载GB/T14895—20104.61剃齿刀刃带land剃齿刀(4.58)梳形齿(4.59)相邻小槽间的齿面(见图18)。4.62剃齿刀退刀槽clearancegr∞ve;cl翰r柚cehole在剃齿刀(4.58)齿根(4.3)处开的沟槽(见图17)。4.63齿向修形leadmodification沿齿线方向对剃齿刀(4.58)齿面进行的微量修正。齿面修成中间鼓起的形状称为鼓形;齿面修成中间凹人的形状称为反鼓形(见图21)。4.644.654.66图21反鼓形齿廓修正profiIecorrection为防止齿轮剃削时产生齿廓畸变,将剃齿刀(4.58)齿廓作相应的修削,使齿廓形状偏离理论齿廓。轴交角crossedaxesangle剃齿刀(4.58)和被加工齿轮啮合时,刀具轴线和工件轴线的交角(见图22,图23,图24)。轴向剃齿conventioⅡalshaving;axialtraverseshaviⅡg剃齿刀(4.58)的进给方向与被加工齿轮的轴线平行的剃齿方法(见图22)。图22
4.674.684.69GB/T14895—2010对角剃齿diagoⅡalshaviⅡg;壮gul盯traverseshaving剃齿刀(4.58)的进给方向与被加工齿轮的轴线成一定角度的剃齿方法(见图23)。刀具图23切向剃齿under_passshaviⅡgⅢghtangIetraverseshaving剃齿刀(4.58)的进给方向与被加工齿轮的轴线垂直的剃齿方法(见图24)。刀具图24径向剃齿pluⅡgefeedshaving剃齿刀(4.58)沿着被加工齿轮径向进给的剃齿方法。
标准分享网www.bzfxw.com免费下载GB/T14895—20104.70剃削余量shavingstock剃削的加工余量(见图25)。4.714.724.73切齿铣刀milliⅡgcutterforgearcutting用于切齿加工的铣刀的统称。但不包括加工锥齿轮的铣刀。梳齿刀racktypecutter在齿条的实体上,具有切削刃的切齿刀具(4.1)。锥齿轮刀具beveI粕dhypoidgearscutters加工锥齿轮和准双曲面齿轮的切齿刀具(4.1)的统称。5与型式有关的术语和定义5.1滚刀类5.1.1套式滚刀盯bortypehob;sheIItypehob具有安装孔的滚刀(4.34)(见图26)。图265.1.2柄式滚刀sh柚ktypehob安装部分为直柄或锥柄的滚刀(4.34)(见图27)。
GB/T14895—2010图275.1.3整体滚刀∞Iidhob用同一种材料并制成一体的滚刀(4.34)。5.1.4镶齿滚刀insertedbladehob;clampedbladehob用机械连接方法把刀片安装在刀体上的滚刀(4.34)。一般有两种安装方式:一是将整体刀片直接安装在刀体上;一是将焊接或装夹有切削部分的刀片安装在刀体上(见图28,图29)。图28图295.1.5装配式滚刀built-uphob将刀片磨削成形后,装配在刀体上,不再铲齿的镶齿滚刀(5.1.4)(见图29)。5.1.6组合式滚刀multi_secti∞hob由几段环状刀体组合而成的滚刀(4.34)(见图30)。
标准分享网www.bzfxw.com免费下载GB/T14895—2010图305.1.7焊齿滚刀tippedhob将切削部分焊接在刀体上的滚刀(4.34)。5.1.8焊柄滚刀buttweldedhob将不同材料的刀体和刀柄焊接成一体的滚刀(4.34)。5.1.9直槽滚刀straightg船hhob容屑槽平行于滚刀轴线的滚刀(4.34)。5.1.10螺旋槽滚刀helicalgashhob容屑槽为螺旋的滚刀(4.34)。5.1.11右旋滚刀righthndhob刀齿齿面螺旋线顺时针方向旋转,沿轴线方向离开观察者的滚刀(4.34)。5.1.12左旋滚刀lefthandhob刀齿齿面螺旋线逆时针方向旋转,沿轴线方向离开观察者的滚刀(4.34)。5.1.13单头滚刀singlethreadhob;siⅡglestarthob刀齿沿一条螺旋线排列而成的滚刀(4.34)。5.1.14多头滚刀multiplethnadhob;multiplestarthob刀齿沿两条或两条以上平行的螺旋线排列而成的滚刀(4.34)。5.1.15铲磨滚刀groundhob齿面经过铲磨的滚刀(4.34)。5.1.16不铲磨滚刀mgroundhob齿面不铲磨的滚刀(4.34)。5.1.17前角滚刀ral【edhob前面偏位不为零的滚刀(4.34)。一般分为正前角滚刀和负前角滚刀。16
GB/T14895—20105.1.18错齿滚刀altematet∞thhob刀齿左、右切削刃沿螺旋线交错排列的滚刀(4.34)。5.1.19半切顶滚刀semi—toppinghob具有半切顶齿廓的滚刀(4.34)。5.1.20切顶滚刀toppinghob具有切顶齿廓的滚刀(4.34)。5.1.21凸角滚刀protuber柚cetypehob齿廓具有凸角的滚刀(4.34)。5.1.22修形滚刀modifiedtoothprofilehob齿廓经过修形的滚刀(4.34)。5.1.23特形滚刀hobforspecialprofile加工特殊齿廓形状的滚刀(4.34)。5.1.24高精度齿轮滚刀highprecisiongearhob加工高精度的大直径齿轮的滚刀(4.34)。5.1.25小压力角滚刀gearhobcutterwithsmalIpressureangle在保证法向基角相等,用减小压力角方法制造的滚刀(4.34)。5.1.26齿轮滚刀gearhob加工渐开线圆柱齿轮的滚刀(4.34)(见图26)。5.1.27小模数齿轮滚刀finepitchgearhob模数小于或等于1mm的滚刀(4.34)。5.1.28蜗轮滚刀womwheelhob加工蜗轮的滚刀(4.34)。为能对齿厚进行微调切齿,有改变左右导程的双导程蜗轮滚刀;为能进行切向进给切齿,有带切削锥的蜗轮滚刀;还有加工圆弧圆柱蜗轮用的蜗轮滚刀等(见图27)。5.1.29圆弧齿轮滚刀circular-arcgearhob加工圆弧齿轮的滚刀(4.34)。一般分为双圆弧齿轮滚刀和单圆弧齿轮滚刀。5.1.30摆线齿轮滚刀cycloidalge盯hob加工摆线齿轮的滚刀(4.34)。5.1.31花键滚刀spliⅡehob加工花键的滚刀(4.34)。按被加工花键的齿廓形状分为渐开线花键滚刀、矩形花键滚刀等(见图31)。17
标准分享网www.bzfxw.com免费下载GB/T14895—20105.1.32链轮滚刀sprockethob加工链轮的滚刀(4.34)。图325.1.33锯齿滚刀serrationhob加工锯齿的滚刀(4.34)。5.1.34定装滚刀singlepositionhob切齿时,需采用特定安装位置的滚刀(4.34)(见图33,图34)。5.1.35棘轮滚刀ratchethob加工棘轮的滚刀(4.34)。一种保证被加工棘轮齿根无过渡圆弧的定装滚刀(见图33)。图33
5.1.36倒棱滚刀chamferinghob对齿轮的齿面进行倒棱的定装滚刀(5.1.34)(见图34)。GB/T14895—2010图345.1.37粗切滚刀roughinghob用于粗加工的滚刀(4.34)。5.1.38精切滚刀fiⅡishiⅡghob用于精加工的滚刀(4.34)。5.1.39磨前滚刀pre_grindinghob齿轮磨齿加工前用的滚刀(4.34)。5.1.40剃前滚刀pre_shavinghob齿轮剃齿加工前用的滚刀(4.34)。5.1.41硬质合金滚刀carbidehob切削部分或整体采用硬质合金的滚刀(4.34)。一般分为:用于淬火后齿轮齿面精加工的硬质合金刮削滚刀和用于高速滚齿的硬质合金高速滚刀。5.1.42齿轮齿端倒角滚刀chamferiⅡgthegeart神thedgehob加工变速齿轮齿端倒角的滚刀(4.34)。5.1.43蜗轮飞刀wo珊wheelflyingcutter在专用的刀杆上装一把切刀来代替蜗轮滚刀(5.1.28),可视为单齿的蜗轮滚刀(5.1.28)。5.1.44双导程蜗轮滚刀dualleadcylindricalwo珊wheelhob能对齿厚进行微调切齿,改变左右导程的蜗轮滚刀(5.1.28)(蜗杆的左、右侧螺旋面的导程不相等,因而蜗杆轴向的齿厚从一端到另一端逐渐增大)。5.1.45单头蜗轮滚刀singlethreadwo珊wheelhob刀齿沿一条螺旋线排列而成加工蜗轮的滚刀(4.34)。】9
标准分享网www.bzfxw.com免费下载GB/T14895—20105.1.46圆弧齿蜗轮滚刀circular-arcteethwormwheelhob加工圆弧齿蜗轮的滚刀(4.34),通过圆弧齿圆柱蜗杆传动。5.2插齿刀类5.2.1盘形插齿刀gearshapercutter-disktype呈圆盘状,且具有安装孔,凹面深度小于齿宽的插齿刀(4.50)(见图35)。5.2.2碗形插齿刀具有安装孔5.2.3筒形插齿刀安装部分带图375.2.4柄式插齿刀gearshapercutter_sh蛆ktype安装部分为直柄或锥柄的插齿刀(4.50)(见图38)。图38宴@~碜rjLr自e§ner~tt女t一可t£。utuRC一一C《.一寸.jl:e(eF,),、!IJm童m¨}』!,1SiSF.枥.Ⅱw1罚m用e—DeLg口gi“有
5.2.5整体插齿刀soIidg蛆rshapercu“er用同一种材料并制成一体的插齿刀(4.50)。5.2.6焊齿插齿刀tippedg髓rshapercu“er将切削部分焊接在刀体上的插齿刀(4.50)。5.2.7焊柄插齿刀buttweldedgearshapercutter将不同材料的刀体和刀柄焊接成一体的插齿刀(4.50)。5.2.8半切顶插齿刀semi—toppinggearshapercutter具有半切顶齿廓的插齿刀(4.50)。5.2.9切顶插齿刀toppinggearshapercⅡ“er具有切顶齿廓的插齿刀(4.50)。5.2.10凸角插齿刀protuberancetypegearshapercutter齿廓具有凸角的插齿刀(4.50)。5.2.11修形插齿刀modifiedtoothpro脚egearshapercutter齿廓经过修形的插齿刀(4.50)。5.2.12特形插齿刀gearshapercutterforspecialprofile加工特殊齿廓形状的插齿刀(4.50)。5.2.13直齿插齿刀spurtypegearshapercutter加工直齿轮的插齿刀(4.50)(见图35,图36,图37,图38)。5.2.14斜齿插齿刀heljcaltypegearshapercutter加工斜齿轮和人字齿轮的插齿刀(4.50)(见图39)。图395.2.15外插齿刀gearshapercutter(for既temalgear)加工外齿轮和外花键的插齿刀(4.50)。5.2.16内插齿刀g船r曲apercⅡtterforjⅡ£e珊aJgear加工内齿轮和内花键的插齿刀(4.50)。GB/T14895—201021
标准分享网www.bzfxw.com免费下载GB/T14895—20105.2.17小模数插齿刀finepitchgearshapercutter加工钟表、仪器等所用的小模数齿轮的插齿刀(4.50)。5.2.18摆线齿轮插齿刀gearshapercutterforcycloidalgear加工摆线齿轮的插齿刀(4.50)。5.2.19花键插齿刀gearshapercⅡtterforspline加工花键的插齿刀(4.50)。按被加工花键的齿廓形状分为渐开线花键插齿刀、矩形花键插齿刀等(见图40)。5.2.22粗切插齿刀roughiⅡggearshapercu“er用于粗加工的插齿刀(4.50)。22图42
GB/T14895—20105.2.23精切插齿刀fiⅡishiⅡggearshapercutter用于精加工的插齿刀(4.50)。5.2.24磨前插齿刀pre-griⅡdinggearshapercutter齿轮磨齿加工前用的插齿刀(4.50)。5.2.25剃前插齿刀pre_shavinggearshapercutter齿轮剃齿加工前用的插齿刀(4.50)。5.2.26硬质合金插齿刀carbidegearshapercu“er切削部分采用硬质合金的插齿刀(4.50)。一般分为:用于淬火后齿轮齿面精加工的硬质合金刮削插齿刀和用于高速插齿的硬质合金高速插齿刀。5.2.27谐波齿轮插齿刀ha珊onicgearsh印ercutter加工谐波齿形的插齿刀(4.50)。5.3剃齿刀类5.3.1盘形剃齿刀rotarygearshavingcⅡtter分度曲面为圆柱状的剃齿刀(4.58)(见图43)。图435.3.2筒形剃齿刀rotarygearshavingcu“erwithhub带有轴台的盘形剃齿刀(5.3.1),主要用于剃削内齿轮(见图44)。图44
标准分享网www.bzfxw.com免费下载GB/T14895—20105.3.3齿条形剃齿刀racktypegearshaviⅡgcutter分度曲面为平面的剃齿刀(4.58)(见图45)。图455.3.4外齿轮剃齿刀externalgearshavingcutter剃削外齿轮的剃齿刀(4.58)(见图43,图45)。5.3.5内齿轮剃齿刀intemalgearshavingcutter剃削内齿轮的剃齿刀(4.58)(见图44)。5.3.6齿向修形用剃齿刀shavingcutterforl翰dmodification对齿轮进行齿向修形,仅在一侧齿面上有梳形齿的剃齿刀(4.58)(见图46)。5.3.7蜗轮剃齿刀wormwheel加工蜗轮的蜗杆状剃齿刀图47
5.4切齿铣刀类5.4.1盘形切齿铣刀rotarymiIlingcutterforgearcⅡttiⅡg具有安装孔的切齿铣刀(4.72)(图48,图49,图50)。图505.4.2指形切齿铣刀gearcuttingendmill安装部分为直柄或锥柄的切齿铣刀(4.72)(见图51)。图515.4.3整体切齿铣刀solidmillingcutt盯forgearcutting用同一种材料并制成一体的切齿铣刀(4.72)。5.4.4镶齿切齿铣刀insertedblademillingcutterforgearcuttiⅡg用机械连接方法把刀片安装在刀体上的切齿铣刀(4.72)。GB/T14895—2010
标准分享网www.bzfxw.com免费下载GB/T14895—20105.4.5圆柱齿轮铣刀cylindricalmillingcutterforinvolutegearcuttiⅡg按仿形法原理(加工直齿圆柱齿轮)和无瞬心包络法原理(加工斜齿圆柱齿轮)进行工作的刀具,包括盘形切齿铣刀(5.4.1)和指形切齿铣刀(5.4.2)。5.4.6齿轮铣刀miIlingcutterforinvolutege盯cuttiⅡg加工渐开线圆柱齿轮的切齿铣刀(4.72)(见图48)。5.4.7蜗杆铣刀wormmillingcut£er加工蜗杆的切齿铣刀(4.72)。5.4.8摆线齿轮铣刀cycloidalge盯millingcutt盯加工摆线齿轮的切齿铣刀(4.72)。5.4.9花键铣刀splinemiIlingcⅡtter加工花键的切齿铣刀(4.72)。按被加工花键的齿廓形状分为渐开线花键铣刀、矩形花键铣刀等(见图49)。5.4.10链轮铣刀sprocketmillingcutter加工链轮的切齿铣刀(4.72)。按被加工链轮种类分为滚子链轮铣刀、齿形链轮铣刀等(见图50)。5.4.11锯齿铣刀semtionmiIIingcutter加工锯齿花键的切齿铣刀(4.72)。按被加工锯齿花键的齿廓形状分为渐开线锯齿铣刀等。5.5梳齿刀类5.5.1整体梳齿刀soJjdracktypecutter用同一种材料并制成一体的梳齿刀(4.73)。5.5.2镶齿梳齿刀iⅡsertedbladeracktypecutte。;clampedblade心cktypecutter用机械连接方法把刀片安装在刀体上的梳齿刀(4.73)。5.5.3半切顶梳齿刀semi_toppingracktypecutter具有半切顶齿廓的梳齿刀(4.73)。5.5.4切顶梳齿刀toppiⅡgracktypecutter具有切顶齿廓的梳齿刀(4.73)。5.5.5特形梳齿刀r神ktypecu“erforspecialprofile加工特殊齿廓形状的梳齿刀(4.73)。5.5.6直齿梳齿刀spurtyperacktypecutter加工直齿轮及斜齿轮的梳齿刀(4.73)(见图52,图53)。26
7’V’V。V’扎L一一·。。一图52圈535.5.7斜齿梳齿刀helicaltyperacktypecutter加工斜齿轮和人字齿轮的梳齿刀(4.73)(见图54,图55)。图54图55GB/T14895—201027笃
标准分享网www.bzfxw.com免费下载GB/T14895—20105.5.8粗切梳齿刀r0Ⅱghingracktypecutter用于粗加工的梳齿刀(4.73)。5.5.9精切梳齿刀finishiⅡgracktypecutter用于精加工的梳齿刀(4.73)。5.5.10磨前梳齿刀pr争矿indiⅡgracktypecutter齿轮磨齿加工前用的梳齿刀(4.73)。5.5.11剃前梳齿刀pre-shavingracktypecutter齿轮剃齿加工前用的梳齿刀(4.73)。5.6锥齿轮刀具类5.6.1直齿锥齿轮成形铣刀millingcutterforstraightbevelgear采用成形法加工直齿锥齿轮的铣刀。5.6.2直齿锥齿轮展成铣刀circularinterIockingcutterforstraightbevelgear采用展成法加工直齿锥齿轮的成对盘形铣刀。5.6.3直齿锥齿轮展成刨刀recipmcatingcutterforstraightbevelgear采用展成法加工直齿锥齿轮的成对刨刀(见图56)。图565.6.4直齿锥齿轮圆盘拉铣刀circularbroach’typecutterforstnightbevelgear采用无瞬心包络法加工直齿锥齿轮的刀具。5.6.5曲线齿锥齿轮铣刀5piralbe州gearcu“er加工弧齿锥齿轮和摆线齿锥齿轮的铣刀的统称(见图57,图58)。5.6.6整体曲线齿锥齿轮铣刀solidspiralbeVelg∞rcutter用同一种材料并制成一体的曲线齿锥齿轮铣刀(5.6.5)(见图57)。
图575.6.7镶齿曲线齿锥齿轮铣刀insertedbladespiralbevelgearcutter用机械连接方法把刀片安装在刀体上的曲线齿锥齿轮铣刀(5.6.5)(见图58)。GB/T14895—2010图585.6.8弧齿锥齿轮铣刀gleasonspiralbevelgearcutter加工弧齿锥齿轮的曲线齿锥齿轮铣刀(5.6.5)。一般可分为单面、双面和三面弧齿锥齿轮铣刀,单面弧齿锥齿轮铣刀又可分为内切和外切弧齿锥齿轮铣刀。5.6.9粗切弧齿锥齿轮铣刀roughinggle嬲onspiralbeveIgearcutter用于粗加工的弧齿锥齿轮铣刀(5.6.8)。5.6.10精切弧齿锥齿轮铣刀fiⅡishinggle嬲蚴spiralbevelgearcutter用于精加工的弧齿锥齿轮铣刀(5.6.8)。5.6.11弧齿锥齿轮圆盘拉刀circularbroachforgleasoⅡspiralbevelgear加工弧齿锥齿轮的旋转拉刀。5.6.12摆线齿锥齿轮铣刀oerlik帆spiralbevelgearcutter加工摆线齿锥齿轮的曲线齿锥齿轮铣刀(5.6.5)。一般可分为Tc型、EN型、Fs型摆线齿锥齿轮铣刀以及万能摆线齿锥齿轮铣刀等。
标准分享网www.bzfxw.com免费下载GB/T14895—2010汉语拼音索BA凹面深度⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.52B摆线齿轮插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.18摆线齿轮滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.30摆线齿轮铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.4.8摆线齿锥齿轮铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯5.6.12半切顶插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.8半切顶齿廓⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.19半切顶滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.19半切顶梳齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.5.3柄式插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.4柄式滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.2不铲磨滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.16C槽数⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.40插齿刀⋯⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯··4.50铲齿⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.37铲齿量⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.38铲磨滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.15产形螺旋面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.35超硬刀具材料切齿刀具⋯⋯⋯⋯⋯⋯⋯⋯4.31齿侧面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.4齿顶⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.2齿顶倒角⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.10齿顶圆弧⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.”齿根⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.3齿根间隙⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.15齿根圆弧⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.13齿廓修正⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.64齿轮齿端倒角滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.42齿轮滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.26齿轮铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.4.6齿数⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.23齿条形剃齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.3.3齿向修形⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.63齿向修形用剃齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.3.630触角⋯⋯⋯⋯⋯⋯⋯粗切插齿刀⋯⋯⋯⋯粗切滚刀⋯⋯⋯⋯⋯粗切弧齿锥齿轮铣刀-粗切梳齿刀⋯⋯⋯⋯·错齿滚刀⋯⋯⋯⋯⋯单头滚刀⋯⋯⋯⋯⋯单头蜗轮滚刀⋯⋯⋯倒棱滚刀⋯⋯⋯⋯⋯顶刃⋯⋯⋯⋯⋯⋯⋯-定装滚刀⋯⋯⋯⋯⋯对角剃齿⋯⋯⋯⋯⋯钝边⋯⋯⋯⋯⋯⋯⋯多头滚刀⋯⋯⋯⋯⋯高精度齿轮滚刀高速钢切齿刀具滚刀⋯⋯⋯⋯·滚刀轴向移位·H⋯⋯⋯⋯4.22⋯⋯⋯5.2.22⋯⋯⋯5.1.37⋯⋯⋯-5.6.9⋯⋯⋯·5.5.8⋯⋯⋯5.1.18⋯⋯⋯5.1.13⋯⋯⋯5.1.45⋯⋯⋯5.1.36⋯⋯⋯⋯·4.5⋯⋯⋯5.1.34⋯⋯⋯⋯4.67⋯⋯⋯⋯4.53·⋯⋯”5.1.145.1.24·4.30·4.34·4.41焊柄插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.7焊柄滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.8焊齿插齿刀⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯··5.2.6焊齿滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.7弧齿锥齿轮铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.6.8弧齿锥齿轮圆盘拉刀⋯⋯⋯⋯⋯⋯⋯⋯5.6.11花键插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.19花键滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.31花键铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.4.9基本齿廓⋯⋯⋯⋯⋯⋯⋯⋯”基本截面⋯⋯⋯⋯⋯⋯⋯⋯“棘轮滚刀⋯⋯⋯⋯⋯⋯⋯⋯“金属陶瓷切齿刀具⋯⋯⋯⋯--精切插齿刀⋯⋯⋯⋯⋯⋯⋯··4.164.511.354.322.23¨~|=.¨一¨.~¨一¨一~¨一~¨~¨一¨~¨一¨~一¨一.¨一.一.||~||D~|;|||{~G¨~5¨5
精切滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯精切弧齿锥齿轮铣刀⋯⋯⋯⋯精切梳齿刀⋯⋯⋯⋯⋯⋯⋯⋯·径向剃齿⋯⋯⋯⋯⋯⋯⋯⋯⋯锯齿插齿刀⋯⋯⋯⋯⋯⋯⋯⋯锯齿滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯锯齿铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯链轮插齿刀链轮滚刀·链轮铣刀·螺旋槽滚刀磨前插齿刀磨前滚刀·磨前梳齿刀内插齿刀⋯·内齿轮剃齿刀逆向切齿法-啮合误差⋯·盘形插齿刀⋯盘形切齿铣刀盘形剃齿刀⋯LMNPQ⋯⋯⋯⋯5.1.38⋯⋯⋯⋯5.6.10⋯⋯·⋯⋯5.5.9⋯⋯⋯⋯⋯4.69⋯⋯⋯⋯5.2.21⋯⋯⋯⋯5.1.33⋯⋯⋯⋯5.4.11GB/T14895—2010切削锥⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.39曲线齿锥齿轮铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.6.5全齿顶圆弧⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.12R刃磨方式1刃磨方式2刃磨方式3容屑槽导程误差⋯·5.2.20容屑槽等分累积误差5.1.32容屑槽等分误差⋯·5.4.10锐边⋯⋯⋯⋯⋯⋯·5.1.10梳齿刀⋯⋯⋯·5.2.24梳形齿⋯⋯⋯·5.1.39顺向切齿法⋯·5.5.10双导程蜗轮滚刀⋯·⋯⋯5.2.16⋯⋯⋯⋯5.3.5·⋯⋯⋯⋯4.26⋯·⋯⋯⋯4.495.2.15.4.15.3.1前角滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.17前面径向性⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.44前面偏位⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.29切齿刀具⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.1切齿铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.71切顶插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.9切顶齿廓⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.20切顶滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.20切顶梳齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.5.4切入齿高⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.14切向剃齿⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.68切削行程数⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.28ST4.554.564.574.454.434.424.54·4.72·4.59·4.275.1.44套式滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.1特形插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.12特形滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.23特形梳齿刀⋯⋯⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯·t5.5.5剃齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.58剃齿刀刃带⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.61剃齿刀容屑槽··⋯⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯4.60剃齿刀退刀槽⋯⋯⋯⋯⋯⋯⋯⋯⋯·⋯⋯“4.62剃前插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.25剃前滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.40剃前梳齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.5.11剃削余■⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.70筒形插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.3筒形剃齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.3.2头数⋯⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯-·4.36凸角⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.2l凸角插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.10凸角滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.21涂层切齿刀具⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.33外插齿刀⋯·外齿轮剃齿刀W5.2.155.3.431
标准分享网www.bzfxw.com免费下载GB/T14895—2010碗形插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯蜗杆铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯蜗轮飞刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·蜗轮滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·蜗轮剃齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯X相邻切削刃的螺旋线误差⋯⋯⋯·相邻切削刃的啮合误差⋯⋯⋯⋯·镶齿滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯镶齿切齿铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯镶齿曲线齿锥齿轮铣刀⋯⋯⋯⋯⋯镶齿梳齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯小模数插齿刀⋯⋯⋯⋯⋯⋯⋯⋯一小模数齿轮滚刀⋯⋯⋯⋯⋯⋯⋯·小压力角滚刀⋯⋯⋯⋯⋯⋯⋯⋯·斜齿插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯一斜齿梳齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯修形插齿刀⋯⋯⋯⋯⋯⋯⋯·⋯⋯修形齿廓⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯修形滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·修缘齿廓⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·谐波齿轮插齿刀⋯⋯⋯⋯⋯⋯⋯-Y硬质合金插齿刀⋯⋯⋯⋯⋯⋯⋯·硬质合金滚刀⋯⋯⋯⋯⋯⋯⋯⋯-右齿面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯右切削刃⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯右旋⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·32右旋滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.11圆弧齿轮滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.29圆弧齿蜗轮滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.46圆柱齿轮铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.4.5Z在n转内切削刃的螺旋线误差⋯⋯⋯⋯⋯4.47整体插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.5整体滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.3整体切齿铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.4.3整体曲线齿锥齿轮铣刀⋯⋯⋯⋯⋯⋯⋯⋯5.6.6整体梳齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.5.1直槽滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.9直齿插齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5直齿梳齿刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯直齿锥齿轮成形铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯直齿锥齿轮圆盘拉铣刀⋯⋯⋯⋯⋯⋯⋯⋯直齿锥齿轮展成刨刀⋯⋯⋯⋯⋯⋯⋯⋯⋯直齿锥齿轮展成铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯指形切齿铣刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.2.135.5.65.6.1轴交角⋯⋯⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯··4.65轴向剃齿⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.66装配式滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.5锥齿轮刀具⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.73组合式滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.6左齿面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.9左切削刃⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.7左旋⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.25左旋滚刀⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.1227387684727547,72876,864..42.4..121.112124..224..3..,465..5..44..1,.4..212.24142145..55..5..¨一5¨5¨5—555|:~¨一¨~¨一.一.¨一¨.。.一.¨.¨.¨.~¨.¨一¨一.¨|=.¨一.¨.|=.一¨.¨~¨一¨~.一
acute⋯⋯⋯⋯···⋯⋯⋯⋯⋯⋯accumulativegashspacingerror英文索BAadjacentgashspaciⅡgerror⋯⋯-·····⋯⋯⋯⋯·⋯⋯⋯⋯⋯“alterⅡatetoothhob⋯⋯⋯⋯⋯⋯--····⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯aⅡgulartraverseshaving⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯arbortypehob⋯⋯瓤ialtraverseshaVingbasicsecti0Ⅱ⋯··⋯⋯⋯⋯⋯·b∞ict00thprofile⋯⋯⋯⋯bevelandhypoidgearscuttersBGB/T14895—2010⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·--·--·⋯4.54⋯⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯--·--⋯-4.43⋯⋯⋯·⋯-··--·--·⋯⋯⋯⋯⋯⋯⋯4.42⋯⋯⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯⋯5.1.18⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.67built-uphob⋯⋯⋯⋯’。。⋯。‘‘。‘‘。‘‘⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯’buttweldedge”shapercutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·⋯⋯⋯⋯bu“weldedhOb⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯-⋯-·--·⋯⋯·⋯C5.1.14.664.514.164.73.1.5.2.7.1.8camrise⋯⋯⋯⋯⋯⋯⋯⋯·⋯-·⋯-··⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯··⋯·⋯⋯⋯⋯⋯⋯⋯⋯4.38carbidegearshapercutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.26carbidehob⋯⋯···-··--·⋯⋯·⋯-·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯--.--·-··⋯⋯⋯···⋯⋯⋯⋯⋯⋯⋯⋯5.1.41cermetgearcutter⋯⋯‘‘‘‘⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯··⋯⋯⋯⋯--‘。⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯一4.32chamferinghob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.36chamferingthegearteethedgehob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.42circular_arcgearhob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.29circular_arcteethwomlwheelhob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯--·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.46circularbr蚰chforgleasonspiralbevelgear⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.6.11circularbroach—typecutterforstraightbevelg髓r⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.6.4circularinterlockingcutterforstraightbevelg嗡r⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.6.2clampedbladehob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.4clampedbladeracktypecutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.5.2climbcuttiⅡg⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯。‘4.27clearaⅡcegroove⋯⋯⋯⋯⋯⋯--··⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·‘。⋯⋯⋯⋯⋯‘⋯‘‘。⋯⋯⋯。⋯4.62clearancehole⋯⋯-·····⋯⋯⋯⋯--·⋯⋯--·--⋯⋯⋯⋯⋯·⋯⋯⋯⋯-··-··⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.62climbhobbing⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.27coatedgearcutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.33conventionalcutting--···⋯··⋯⋯⋯⋯⋯--⋯⋯⋯⋯⋯⋯⋯·⋯⋯⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·⋯⋯4.26conventionalhobbing·⋯⋯⋯⋯⋯⋯⋯⋯⋯--⋯⋯⋯⋯⋯⋯-··⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.2633
标准分享网www.bzfxw.com免费下载GB/T14895—2010conveⅡtioⅡaIshaving⋯⋯⋯⋯⋯⋯-⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯-·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.66crossedax髑angle⋯⋯⋯⋯⋯-··--·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.65c砌ulativevariationofinvolutehelicoidoveractivelength⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.49cuttiⅡgdepth⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯-⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯--⋯⋯⋯⋯-⋯⋯⋯⋯⋯⋯“4.14cycloidalgearhob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.30cycloidalge盯miIlingcutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.4.8cyliⅡdricalmiIlingcutterforinvolutegearcuttiⅡg⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.4.5Ddepthofcounterbore⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·⋯⋯-·⋯⋯⋯⋯⋯⋯4.52diagonalshaviⅡg⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.67dualleadcylindricalwormwheelhob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.44Eexternalgearshavingcutter--·-⋯·⋯⋯⋯⋯⋯⋯⋯·······⋯⋯⋯⋯---⋯⋯··⋯⋯⋯⋯⋯⋯⋯⋯⋯·5.3.4Ffinepitchgearhob⋯⋯⋯···⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·-·⋯nⅡepitchgearshapercutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯finishinggearshapercutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯finishinggle嬲oⅡspiralbevelgearcutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯finishiⅡghob⋯·-·--·--········⋯⋯⋯⋯⋯⋯⋯⋯·····⋯·--⋯⋯⋯finishingracktypecutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯“fj¨etradius⋯⋯⋯⋯⋯···⋯-··⋯······-····⋯⋯⋯⋯⋯⋯⋯⋯⋯·fulltopradius⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯G⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·5.1.27⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.17⋯·⋯⋯·⋯·⋯⋯⋯⋯⋯⋯-5.2.23⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·5.6.10⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·5.1.38⋯⋯·⋯··⋯⋯⋯·⋯⋯⋯⋯-·5.5.9····⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.13·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.12gashleaderror⋯⋯⋯⋯---⋯--··⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯----·⋯···⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.45gearcutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.1gearcuttingeⅡdmill⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯⋯⋯⋯一5.4.2gearhob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯--·⋯⋯⋯--⋯⋯·⋯⋯⋯5.1.26g翰rhobcutterwithsmallpr幅sureangle⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.25gearshapercⅡtter⋯⋯⋯⋯⋯--⋯---·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯---⋯⋯4.50gearshapercutte卜counter-boretype⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.2g%rshapercutter-disktype⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.1g蛆rshapercⅡtterforcycloidalgear⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.18gearshapercutterforextenIalgear⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.15gearshapercutterforintemalgear⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.16gearshapercutterforsemtion⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.21ge盯shapercutterforspecialprofile⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.12gearshapercutterforspline⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.19gearshapercutterforsprocket⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.20gearshapercutter-hubtype⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.334
gearshapercutter-shanktype⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ge眦mtinghelicoid⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·gle嬲onspiralbevelcu“er⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯groundhOb⋯⋯-⋯⋯⋯⋯⋯⋯⋯⋯⋯-·⋯⋯⋯⋯⋯·-·⋯⋯⋯·HGB/T14895—2010⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.4·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.35⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.6.8⋯⋯⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯⋯5.1.15hardtoolmateriaIcutter···--·⋯⋯⋯⋯-··⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯-·4.31hamonicshapercutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.27helical2ashhob--⋯⋯⋯⋯·⋯⋯⋯⋯--·--·⋯⋯⋯--··-·⋯⋯⋯⋯⋯--·⋯⋯⋯⋯⋯··⋯⋯⋯⋯····5.1.10helicaltypeshapercutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.14helicaltyper舵ktypecutter⋯⋯⋯⋯⋯⋯⋯⋯⋯--·⋯⋯⋯⋯·⋯-‘⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯--·⋯⋯5.5.7highprecisiong船rhob⋯⋯⋯⋯·-·⋯⋯⋯⋯⋯·-⋯⋯⋯⋯⋯-⋯⋯⋯⋯⋯-··⋯⋯⋯⋯⋯⋯⋯⋯5.1.24highspeedst船lcutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.30hob·⋯⋯⋯⋯⋯--⋯⋯⋯⋯···⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯··----·⋯⋯⋯⋯····⋯⋯⋯··⋯·⋯⋯⋯⋯⋯4.34hobforspecialprofile⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.23hobshift⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯··⋯-⋯⋯⋯⋯···⋯⋯⋯⋯⋯⋯⋯4.41insertedbladehob⋯·······⋯⋯⋯··⋯-·⋯⋯insertedblademillingcutterforcuttinginsertedbladeracktypecu“er⋯⋯⋯⋯⋯。。i璐ertedbladespiralbeveIcutter⋯⋯’‘interⅡalshaviⅡgcutter⋯⋯⋯⋯·-‘⋯‘‘IL5.1.45.4.45.5.25.6.75.3.5land⋯⋯⋯⋯⋯⋯⋯·⋯·⋯⋯·⋯⋯⋯⋯⋯····-·-⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·-··⋯·⋯⋯·⋯·⋯⋯⋯⋯·4.61leadmodification⋯⋯⋯⋯⋯-····⋯⋯·⋯····-·⋯⋯⋯⋯-··--·⋯⋯⋯⋯-···⋯⋯⋯······-·-·⋯⋯⋯·⋯4.63leftcuttiⅡgedge⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.7lefthand⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯-··⋯⋯⋯⋯···⋯⋯⋯⋯······⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.25lefthandhob⋯⋯⋯···⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.12Ieftt00thnank⋯⋯···⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯--·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·····⋯⋯⋯·⋯⋯⋯⋯⋯⋯4.9lug·⋯⋯⋯⋯⋯-·--·-⋯⋯·⋯⋯---·-⋯⋯⋯⋯-···⋯⋯·⋯⋯·---⋯⋯⋯⋯-·--·⋯⋯⋯⋯---⋯⋯⋯⋯⋯4.22MmillingcutterforcuttiⅡg⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.71millingcutterforinvolutecutting⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.4.6millingcutterforstraightbevelgear⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.6.1modifiedt∞thprofile⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.17modifiedt∞thprofileg蛆rshapercutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.11modifiedt00thprofilehob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.22multiplestarthob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.14multiplethr明dhob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.14multi_sectionhob⋯⋯⋯⋯--·--·--·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯--·--·--⋯⋯⋯·⋯⋯⋯⋯⋯⋯⋯⋯5.1.635
标准分享网www.bzfxw.com免费下载GB/T14895—2010Nml脚ber0fcⅡt|j】唔s抑咕船⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·numberofg∞hes⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·Ⅱumberofslarts⋯⋯⋯⋯⋯⋯....⋯⋯⋯⋯⋯⋯⋯numberofteeth⋯⋯...⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.numberofthreads⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯....0btuse⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯仳rlikonspiralbeVelg吼rcutteroP4.284.404.364.234.364.536.12piⅡiontypecutter⋯⋯⋯···-⋯⋯⋯⋯⋯⋯-·⋯⋯⋯·⋯⋯⋯-·--··⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..⋯4.50plu“gefeedshaVing⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.69pre_grjndj口ggearshapercutter⋯⋯⋯⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..5.2.24pre-griⅡdjⅡghob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..5.1.39pre_grindingracktypecutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.5.10pre_shaViⅡggearshapercutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.25pre-shaVinghob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.⋯⋯⋯⋯⋯⋯⋯⋯..5.1.40pre_shavingracktypecutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.“5.5.11profilecorrection⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.64pmtubemce⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.21protuberancetyp。gearshapercutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.⋯..5.2.10protuberaⅡcetypehob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.21Rracktypecutter⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯⋯--⋯⋯⋯⋯⋯⋯⋯⋯-⋯⋯⋯⋯-.--.⋯⋯⋯⋯⋯⋯⋯⋯4.72racktypecutlerforsp∞j丑lprofj】e⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.5.5mcktypegearshaViⅡgcutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.3.3rakeoffset⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.29rakedhob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.17ratchethob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.35reciprocatingcutterforstraightbevelgear⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5,6.3relief⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯...4.37ri曲tangletrave忭eshaving⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.68rightcuttingedge⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.6righthand⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.24righth∞dhob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.11rightt∞thflⅫk⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.8root⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.3r00tde”Ⅻce⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.15rotaryg∞rshaVingcu“er⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.3.136
GB/T14895—2010rotaryg盼rshavingcutterwithhub⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.3.2rotarymⅢiⅡgcutterforge盯cutting⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.4.1roughinggearshapercu“er⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.22roughinggle嬲onspiralbevelge盯cutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.6.9roughinghob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.37roughingracktypecutter⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.5.8S⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯-5.2.8⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.19⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯5.5.3⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.19⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.59⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.33·⋯⋯⋯⋯⋯⋯⋯⋯⋯··5.4.11⋯⋯·⋯⋯⋯⋯⋯⋯⋯⋯5.1.2⋯⋯⋯⋯⋯⋯··⋯⋯⋯⋯·4.55⋯⋯⋯⋯⋯⋯⋯⋯⋯···⋯4.56⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.57⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.58⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·5.3.6⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.70⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯5.1.1⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.34⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.13⋯⋯⋯⋯⋯⋯⋯⋯··⋯·5.1.13⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.45⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.60⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·5.2.5·⋯⋯⋯·⋯⋯⋯⋯⋯⋯”5.1.3⋯⋯⋯⋯·⋯⋯⋯⋯⋯⋯5.4.3⋯⋯⋯⋯⋯·⋯⋯⋯⋯⋯5.5.1⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯-5.6.6⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·5.6.5⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.31⋯⋯⋯⋯⋯⋯⋯⋯·⋯⋯5.4.9⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.32⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.4.10⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.13⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·5.5.6⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.39⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·5.1.9⋯⋯⋯⋯⋯⋯·-⋯-⋯⋯⋯4.4437
标准分享网www.bzfxw.com免费下载GB/T14895—2010tipchamfer⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯··tipradius⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·一tippedg始rshap盯cu捕er⋯⋯⋯⋯⋯⋯⋯tippedhob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯t∞thflmk⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯t∞thprofjJewjIhtjpreljefmodjfication“tOp⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯topcuttingedge⋯⋯⋯⋯⋯⋯⋯⋯-⋯⋯一toppinggearshapercHt±er⋯⋯⋯⋯⋯⋯toppinghob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯“toppingracktypecutter⋯···⋯--·⋯⋯-··toppjngtoothprofiJe⋯⋯⋯⋯⋯⋯⋯⋯--TU⋯··⋯⋯⋯⋯⋯⋯⋯⋯⋯4.10⋯··⋯⋯⋯⋯⋯⋯⋯⋯⋯4.11⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·5.2.6⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯-5.1.7⋯‘。⋯⋯⋯⋯⋯⋯⋯⋯⋯”4.4⋯⋯⋯⋯-·⋯⋯⋯⋯⋯⋯4.18-⋯⋯⋯⋯⋯⋯⋯⋯--·--·⋯4.2⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.5⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.2.9⋯⋯⋯⋯⋯⋯⋯⋯·⋯·5.1.20⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.5.4⋯-·⋯⋯⋯⋯⋯⋯⋯⋯⋯4.20under-passsbaVjng⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.68ungro吼dhob⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1.16VvariationalonglineofactioⅡfromtoothtot∞th⋯⋯⋯..variati衄aloⅡgtoothhelixfromt00thtot00th⋯⋯⋯⋯..Varja“蛐aJ蛐gtootbbeJjxjn粕y月c彻secu“vec衄voluti姐swO啪mj¨jngcu£ter⋯·wormwheelflyingcutterwormwheelhob⋯⋯⋯wormwb髓JshavjngbOb38W4.484.464.47⋯⋯⋯⋯⋯⋯5.4.7⋯⋯⋯⋯⋯·5.1.43⋯⋯⋯⋯⋯·5.1.28⋯⋯⋯⋯⋯⋯5.3.7'
您可能关注的文档
- GBT14860.3-2012电子和通信设备用变压器和电感器第3部分按能力批准程序评定质量的电源变压器分规范.pdf
- GBT14860.4-2012电子和通信设备用变压器和电感器第4部分按能力批准程序评定质量的开关电源变压器分规范.pdf
- GBT14864-2013实心聚乙烯绝缘柔软射频电缆.pdf
- GBT14864-93实芯聚乙烯绝缘射频电缆.pdf
- GBT1488-1979铂钯铑合金化学分析方法.pdf
- GBT14885-2010固定资产分类与代码.pdf
- GBT14890-1994工作直接日射表的校准方法.pdf
- GBT14893-1994地下铁道电动车组司机室、客室内部噪声测量.pdf
- GBT14894-2005城市轨道交通车辆组装后的检查与试验规则.pdf
- GBT14896.1-2009特种加工机床术语基本术语.pdf
- GBT14896.2-2009特种加工机床术语电火花加工机床.pdf
- GBT14896.3-2009特种加工机床术语电解加工机床.pdf
- GBT14896.4-2009特种加工机床术语超声加工机床.pdf
- GBT14896.8-2009特种加工机床术语电熔爆加工机床.pdf
- GBT14898-1994人造金刚石用石墨片.pdf
- GBT1490-1979金磷合金化学分析方法.pdf
- GBT14901-2008玻璃密度测定沉浮比较法.pdf
- GBT14902-2012预拌混凝土.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明