

- 107.99 KB
- 2022-04-22 13:38:39 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'蝠亘中华人民共和国国家标准GB/T22519—20082008-11-12发布合像水平仪2009—05—01实施宰瞀粥紫瓣警襻瞥星发布中国国家标准化管理委员会仪1”
刖蓦GB/T22519—2008本标准由中国机械工业联合会提出。本标准由全国量具量仪标准化技术委员会(SAC/TC132)归口。本标准负责起草单位:上海量具刃具厂。本标准参加起草单位:青岛前哨精密仪器有限公司、广西计量检测研究院、成都工具研究所。本标准主要起草人:周国明、王坤宗、王爱叶、蔡旭平、姜志刚。
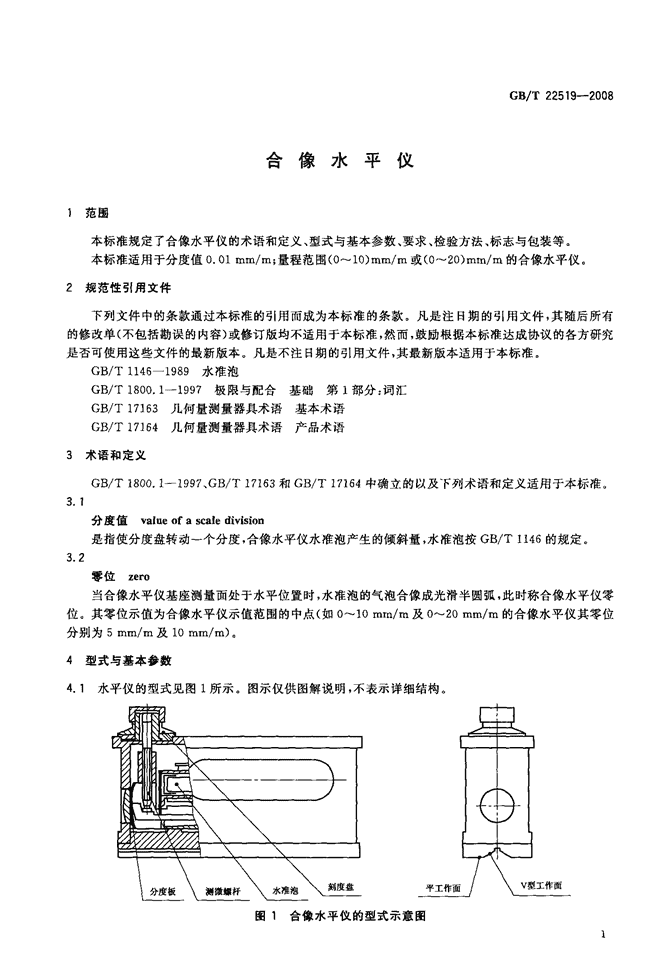
1范围合像水平仪GB/T22519—2008本标准规定了合像水平仪的术语和定义、型式与基本参数、要求、检验方法、标志与包装等。本标准适用于分度值0.01mm/m;量程范围(o~i0)mm/m或(O~20)mm/m的合像水平仪。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T1146—1989水准泡GB/T1800.1—1997极限与配合基础第1部分:词汇GB/T17]63几何量测量器具术语基本术语GB/T17]64几何量测量器具术语产品术语3术语和定义GB/T1800.1—1997、GB/T17163和GB/T17164中确立的以及下列术语和定义适用于本标准。3.1分度值valueofascaledivision是指使分度盘转动一个分度,合像水平仪水准泡产生的倾斜量,水准泡按GB/Ti146的规定。3.2零位zero当合像水平仪基座测量面处于水平位置时,水准泡的气泡合像成光滑半圆弧,此时称合像水平仪零位。其零位示值为合像水平仪示值范围的中点(如o~10mm/m及0-一20mm/m的合像水平仪其零位分别为5mm/m及10mm/m)。4型式与基本参数4.1水平仪的型式见图1所示。图示仅供图解说明,不表示详细结构。霪鲞冀蹬\\≥溯玉玉图1合像水平仪的型式示意图
GB/T22519—20084.2基本参数:——工作面长度:166mm——V型槽角度:120。。5要求5.1外观5.1.1表面不应有影响外观和使用性能的裂痕、划伤、碰伤、锈蚀、毛刺等缺陷。5.1.2表面的镀、涂层不应有脱落和影响外观的色泽不均等缺陷。5.1.3标尺标记不应有目力可见的断线、粗细不均及影响读数的其他缺陷。5.2相互作用5.2.1各部件安装应牢固,机构应调整方便,反应灵敏。5.2.2测微螺杆在转动时应顺畅,不应出现卡滞和明显的窜动。5.2.3当测微螺杆均匀转动时,气泡在水准泡内移动应平稳,无停滞和跳动现象。5.3材料主体应采用刚性、耐磨性及稳定性能良好的材料制造。5.4工作面的表面粗糙度工作面的表面粗糙度不应超过Ra0.8p-m。5.5工作面的硬度工作面的硬度应不低于377HV(或40HRC)。5.6标尺标记相对位置刻度盘棱边至指示盘表面的距离应不大于0.5mm。5.7重合度分度板上任意一条mm/m刻线于其指标线重合时,刻度盘上0.01mm/m刻度的零刻线与其指标线的重合度不得超过lo个刻度。5.8工作面平面度工作面的平面度应不大于0.003mm,工作面中间部位不允许凸。5.9零值误差合像水平仪平工作面零值误差不应超过1/4分度值。V工作面零值误差不应超过1/2分度值。合像水平仪横向工作面倾斜5。时,其示值变化不应超过1/2分度值。5.10示值误差相对于“零位”的示值误差,在全部测量范围内不应超过0.02mm/m,在以“零位”刻度为起点的±1mm/m范围内不应超过0.01mm/m。6检验条件6.1被检合像水平仪所在地基应坚固,不应有振动的影响。6.2检验合像水平仪的室内温度为(20土2)℃。6.3被检合像水平仪在室内等温不应少于4h。7检验方法7.1外观目力观察。7.2相互作用目测和手感检查。7.3工作面的裹面租糙度用表面粗糙度比较样块以比较法检查。若发生争议时,则用表面粗糙度检查仪上进行检验。2
GB/T22519—20087.4工作面的硬度在维氏硬度计(或洛氏硬度计)上检验。7.5标尺标记相对位置目测或借助塞尺比较检验。7.6重合度转动测微螺杆,使分度板上任意一条mm/m刻线于其指标线重合,观看刻度盘上0.01mm/m刻度的零刻线与其指标线的偏离值。7.7工作面平面度用尺寸大于工作面长度的0级刀口尺以光隙法检验。刀口尺分别放置在被检平面的两个对角线位置和纵向中间位置上,取其最大光隙量作为平面度。v工作面平面度,可用涂色层厚度不大于0.003mm适当直径的芯轴,放置在V形槽内,转动芯轴,在v工作面上,应观察到连续的色迹线。7.8零值误差将平工作面置于0级平板上,分别按正行程和反行程转动测微螺杆,使气泡影像合像后,在分度盘上读数得a,、b,,然后将合像水平仪调转180。放回平板原位置,再分别按正行程和反行程转动测微螺杆,使气泡影像合像后,读数得n。⋯b正行程两次读数和的一半为正行程的零值误差,反行程两次读数和的一半为反行程的零值误差,零值误差不应超过5.9规定。将V形工作面置于标准芯轴上(圆柱度误差不大于0.001mm)检验。方法同上。将合像水平仪V形工作面置于固定在标准芯轴上,合像水平仪绕芯轴前倾5。时与后倾5。时的示值变化均不应超过5.9规定。7.9示值误差在小角度测量仪上用4等或1级量块进行检验。在全部测量范围内,每间隔1mm/m检验一次。在示值范围中点(水平零位)的±1mm/m范围内,每间隔0.2mm/m检验一次。应在正、反行程方向上都进行检验,各受检点正、反行程的示值误差均不应超过5.10的规定。在小角度测量仪上检验合像水平仪示值误差所用量块的尺寸按式(1)计算:L一1+500H⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1)式中:L——依次放置的量块尺寸,单位为毫米(ram);H——受检点的示值,单位为毫米每米(mm/m)。注:检定中应注意消除检定器的回程误差。8标志与包装8.1合像水平仪上至少应标有:a)制造厂厂名或商标;b)分度值;c)产品序号。8.2合像水平仪的包装盒上至少应标有:a)制造厂厂名或商标;b)产品名称。8.3合像水平仪在包装前应经防锈处理,并妥善包装。不得因包装不善而在运输过程中损坏产品。8.4合像水平仪经检验符合本标准要求的,应附有产品合格证和使用说明书。产品合格证上应标有本标准的标准号、产品序号和出厂日期。'
您可能关注的文档
- GBT22512.1-2012石油天然气工业旋转钻井设备第1部分:旋转钻柱构件.pdf
- GBT22512.2-2008石油天然气工业旋转钻井设备第2部分旋转台肩式螺纹连接的加工与测量.pdf
- GBT22513-2008石油天然气工业钻井和采油设备井口装置和采油树.pdf
- GBT22513-2013石油天然气工业钻井和采油设备井口装置和采油树.pdf
- GBT22515-2008粮油名词术语.pdf
- GBT22517.2-2008体育场地使用要求及检验方法第2部分:游泳场地.pdf
- GBT22517.3-2008体育场地使用要求及检验方法第3部分:棒球、垒球场地.pdf
- GBT22517.6-2011体育场地使用要求及检验方法田径场地.pdf
- GBT22518-2008容栅数显标尺.pdf
- GBT2252-1991机床夹具零件及部件切向夹紧套.pdf
- GBT22527-2008文物保护单位标志.pdf
- GBT22528-2008文物保护单位开放服务规范.pdf
- GBT22529-2008废弃木质材料回收利用管理规范.pdf
- GBT2253-1991机床夹具零件及部件拆卸垫.pdf
- GBT22538-2008红参分等质量.pdf
- GBT2254-1991机床夹具零件及部件堵片.pdf
- GBT22542.1-2008大坝监测仪器垂线坐标仪步进电机式垂线坐标仪.pdf
- GBT22543.1-2008大坝监测仪器引张线仪步进电机式引张线仪.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明