

- 151.95 KB
- 2022-04-22 13:35:53 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICS25.100.50J41囝亘中华人民共和国国家标准GB/T28256--20122012—03-09发布梯形螺纹丝锥Trapezoidaltaps2012-07-01实施宰瞀擞紫瓣警糌瞥星发布中国国家标准化管理委员会“”。
刖吾本标准按照GB/T1.1—2009给出的规则起草。本标准由中国机械工业联合会提出。本标准由全国刀具标准化技术委员会(SAC/TC91)归口。本标准起草单位:上海工具厂有限公司。本标准主要起草人:俞毛弟。GB/T28256—2012
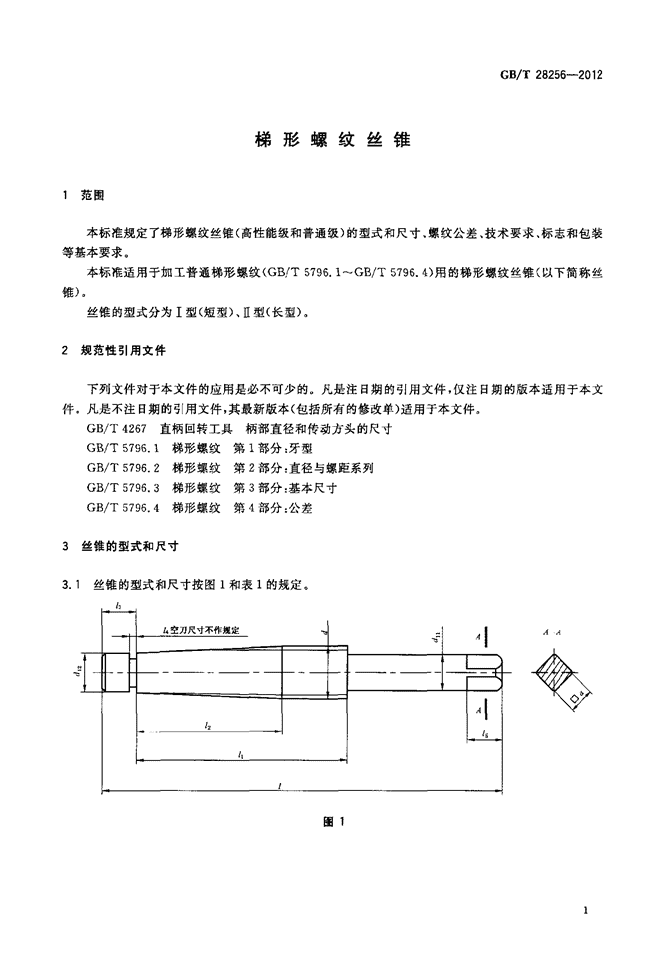
1范围梯形螺纹丝锥GB/T28256—2012本标准规定了梯形螺纹丝锥(高性能级和普通级)的型式和尺寸,螺纹公差、技术要求、标志和包装等基本要求。本标准适用于加工普通梯形螺纹(GB/T5796.1~GB/T5796.4)用的梯形螺纹丝锥(以下简称丝锥)。丝锥的型式分为I型(短型)、Ⅱ型(长型)。2规范性引用文件下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注H期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T4267直柄回转工具柄部直径和传动方头的尺寸GB/T5796.1梯形螺纹第1部分:牙型GB/T5796.2梯形螺纹第2部分:直径与螺距系列GB/T5796.3梯形螺纹第3部分:基本尺寸GB/T5796.4梯形螺纹第4部分:公差3丝锥的型式和尺寸3.1丝锥的型式和尺寸按图1和表1的规定。厶空刀尺寸不作规定图1
标准分享网www.bzfxw.com免费下载GB/T28256--2012表1单位为毫米I型(短型)Ⅱ型(长型)方头大径螺距代号12如dl2函ldPZZ1ZnZs推荐Tr8×1.58.31.560241580302086.56.35.08Trl0×210.52.08040281105640108.O7.15.6Trl2×312.59.08.o6.393.01156345160856512Trl4×314.511.010.08.011Trl6×416.512.011.29,012Trl8×418.54.0170100752201251001614.012.510.013Tr20×422.516.O14.O11.214Tr22×522.51716.012.516Tr24×524.519.018.014.0185.025015512529017014020Tr26×526.S21.O20.016020Tr28X528.523O22418022Tr30×631.0240Tr32×633.026.06.03001701353502161802425.020.024Tr34×635.028.0Tr36×637.030.O28.022.426Tr38x739.03I.0Tr40×741.033.07.03602201754202502102831.025.028Tr42×743.035.0Tr44×745.037.0Tr46×847.038.035.528.03lTr48×849.040.08.040024019049029024032Tr50×851.042040.031.534Tr52×853.044.03.2梯形螺纹丝锥优先按单支丝锥生产。根据需要可生产不等径成组丝锥,成组丝锥的支数由制造厂决定。3.3丝锥容屑槽为直槽或螺旋槽。4标记示例a)Tr8×1.5右螺纹,H8公差带,单支,单线,I型长度的梯形螺纹丝锥标记为梯形螺纹丝锥Tr8×1.5I—H8282562012b)Tr8×1.5右螺纹,H8公差带,单支,单线,Ⅱ型长度的梯形螺纹丝锥标记为梯形螺纹丝锥Tr8×1.5Ⅱ-H828256--2012
GB/T28256--2012c)Tr30×12(P6)左螺纹,H8公差带,两支组,双线,I型长度的梯形螺纹丝锥标记为梯形螺纹丝锥两支组Tr30×12(P6)ILH—H82825620125螺纹公差5.1丝锥的螺纹牙型和尺寸极限偏差按图2和表2规定,其计算尺寸参见附录A。图2表2单位为微米大径中径dz公差带小径螺距偏差牙侧角公称dH7H8H9dl偏差直径螺距测P下上下上下上下上d偏下量H7、mm牙H9mm差偏H8JsEsEmEsEmEsEmEs差个数1.5+140自+84+112+140+98+150白>5.6士20’土25’2+158+95+126+158+110+180~11.23+178行上107+142+178+124+202土15’±20’7土15土202+168规+10l+134+168+117+191规土20’土25’>11.23+188+113+150+188+131+214~22.4±15’士20’4+225定+135+180+225+158+257定
标准分享网www.bzfxw.com免费下载GB/T28256m2012表2(续)单位为微米大径中径d:公差带小径螺距偏差牙侧角dH7H8H9dl偏差公称螺距测直径P下上下上下上下上量d偏下H7.H7、mm牙H9H8mm差偏个JsEsEmEsEmEsEmEs差数>11.25+238+143+190+238+166+270士15土20士15’士20’~22.48+300上180+240+300+210+342土20士25士107土15‘3+213+128+170+213+149+2425__250+150十200+200+250+175+285±15士20±15’±20’6+280+168+224+280+196+319>22.4自7+300上180+240+300+210+342~458+315+189上252+252+315上221+359行土20土25土10’±15’行10上335+201+268+335+235+382712+355规+213+284+355+249+4053+225上135+180-L225上158+257定土15土20±15士15’4+250+150+200+250+175+285>458+335+201+268+268+335+235+382~529卜355+213+284+284+355+249+405士20士25士10‘土15’1012+400+240上320+320+400+280+456注1:丝锥小径d应小于被加工螺母的最小小径,而丝锥牙底圆弧亦不应超过螵母的最小小径。注2:丝锥大径d、中径dz、小径d。的基本尺寸分别和梯形内螺纹基本尺寸D、Dz、D。相同。5.2多线梯形螺纹丝锥中径公差是在单线螺纹中径公差带基础上按线数不同分别乘以一系数而得,各不同线数的系数由表3给出。表3螺纹线数234≥5系数1.121.251.41.66技术条件6.1丝锥表面不得有裂纹、刻痕、锈迹以及磨削烧伤等影响使用性能的缺陷。6.2丝锥表面粗糙度的最大允许值按表4的规定。
表4GB/T28256—2012单位为微米丝锥公差带项目H7/H8H9螺纹表面R柏.2R26.3前面Rz3.2Rz5.3后面R硝.2R96.3前导部表面Ra063Ral.25柄部R口125Ral.256.3丝锥的前面与容屑槽的连接应圆滑。6.4丝锥螺纹公差应符合5.1的规定。中径应在校准部分起点处测量。6.5丝锥螺纹牙型应进行铲磨,校准部分应有倒锥度。6.6丝锥的不完整齿应修除。6.7丝锥的前导部d,:及柄部直径d,,公差按表5的规定。表5丝锥公差带前导部d。:柄部直径d,。的公差H7、H8、H9h8h96.8丝锥对公共轴线的圆跳动应不大于表6的规定。表6单位为毫米切削锥的校准部分的公称直径前导部分的柄部斜向圆跳动径向圆跳动径向圜跳动高性能级普通级高性能级普通级≤240.0220.030.018O.020.0150.02>24~520.030.040.0220.030.026.9高性能梯形螺纹丝锥方头尺寸d的公差按GB/T4267的规定。普通梯形螺纹丝锥方头尺寸n的公差为h12,方头对柄部轴线的对称度不应超过其尺寸公差的二分之一。6.10丝锥总长z的公差按h16,螺纹部分长度自的公差按表7的规定。表7单位为毫米公称直径d螺纹部分长度f。的极限偏差o>5.5~12一3.2O>12~395.O0>39~j2—636.11丝锥的螺纹部分用W6MoSCr4V2或同等性能的其他牌号高速钢制造。焊接柄部用45钢或同等性能的其他钢材制造。高性能梯形螺纹丝锥的螺纹部分用w2M09Cr4VC08或同等性能的其他牌号5
GB/T28256--2012高性能高速钢制造。6.12丝锥硬度:a)丝锥螺纹部分以及前导部的硬度允许的最低值应按表8的规定。表8公称直径d/mm高速钢梯形螺纹丝锥高性能高速钢梯形螺纹丝锥>5.5~5263HRC65HRCb)丝锥柄部离柄端两倍方头长度上的硬度应不低于40HRC。6.13丝锥允许进行表面强化处理。7标志和包装7.1标志7.1.1丝锥上应标志:a)制造厂商标;b)螺纹代号;c)丝锥公差带代号;d)不等径成组丝锥的粗锥记号(第一粗锥1条圆环,第二粗锥2条圆环⋯⋯);e)材料代号(用高速钢制造的标“HSS”;用高性能高速钢制造的标“HSS—E”)。7.1.2包装盒上应标志:a)制造厂或销售商的名称、商标和地址;b)相应丝锥标记示例规定的项目;c)材料牌号或代号;d)件数;e)制造年月。7.2包装丝锥在包装前应经防锈处理,包装应牢靠,并能防止运输过程中的损伤。
A.1丝锥中径附录A(资料性附录)关于丝锥螺纹公差带若干说明GB/T28256--2012A.1.1丝锥中径公差Tn,下偏差Em,上偏差Es数值是按t(8级内螺纹中径公差Tm)的百分比计算得出。如表A.1所示。表A.1丝锥中径丝锥公差带下偏差Em公差丁。上偏差EsH7O.30£0.40f0.10tH80.40t0.50tH9035c0.22t0.57tA.1,2本标准规定的丝锥中径公差带相对于内螺纹中径公差带关系如图A.1所示。内螺纹中径公差带on7H说明:t——8级内螺纹中径公差%。.丝锥中径公差带基本牙型的螺纹中径(D2刮2)位置图A.1A.1.3各种中径公差带的丝锥所能加工的内螺纹公差带如表A.2所示。
GB/T28256—2012表A.2丝锥公差带代号适用于内螺纹公差带代号H77HH87H、8HH98H由于影响攻丝尺寸的因素很多,诸如攻丝材料性质、机床条件、丝锥装卡方法、切削速度、润滑冷却液种类等。因此,表A.2中所列各种公差带的丝锥所能加工的内螺纹公差等级,只能作为选择丝锥时的参考,使用者可按加工条件根据生产经验或通过试验,在标准所列范围内选择最适当的丝锥。A.2丝锥大径公差本标准规定的各级丝锥大径,上偏差由制造厂自行决定,下偏差Js按下式确定Js一0.St注:f——8级内螺纹中径公差T艘。'
您可能关注的文档
- GBT28246-2012高炉煤气能量回收透平膨胀机.pdf
- GBT28248-2012印制板用硬质合金钻头.pdf
- GBT28249-2012带轮滚刀型式和尺寸.pdf
- GBT28250-2012带模滚刀型式和尺寸.pdf
- GBT28251-2012带轮滚刀和带模滚刀技术条件.pdf
- GBT28252-2012磨前齿轮滚刀.pdf
- GBT28253-2012挤压丝锥.pdf
- GBT28254-2012螺尖丝锥.pdf
- GBT28255-2012内容屑丝锥.pdf
- GBT28257-2012长柄螺母丝锥.pdf
- GBT28258-2012制药机械产品分类及编码.pdf
- GBT28259-2012石油天然气工业井下设备井下安全阀.pdf
- GBT28264-2012起重机械安全监控管理系统.pdf
- GBT28266-2012承压设备无损检测射线胶片数字化系统的鉴定方法.pdf
- GBT28267.1-2012钢丝绳芯输送带普通用途输送带的设计、尺寸和机械要求.pdf
- GBT28268-2012滚动轴承冲压保持架技术条件.pdf
- GBT28269-2012座椅用蛇形弹簧技术条件.pdf
- GBT28271-2012米制超细牙螺纹公差.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明