

- 849.00 KB
- 2022-04-22 13:39:10 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'浅谈SMT印刷工艺毕业论文目录1引言2印刷机的组成及设备简介2.1印刷机的组成2.2印刷设备简介3锡膏简介3.1锡膏的成分3.2影响锡膏粘度的因素3.3锡膏的有效期限及保存及使用环境4印刷机印刷流程及作用5印刷工艺参数设置6影响印刷质量的因素7印刷缺陷分析及预防对策结论致谢参考文献结论致谢参考文献
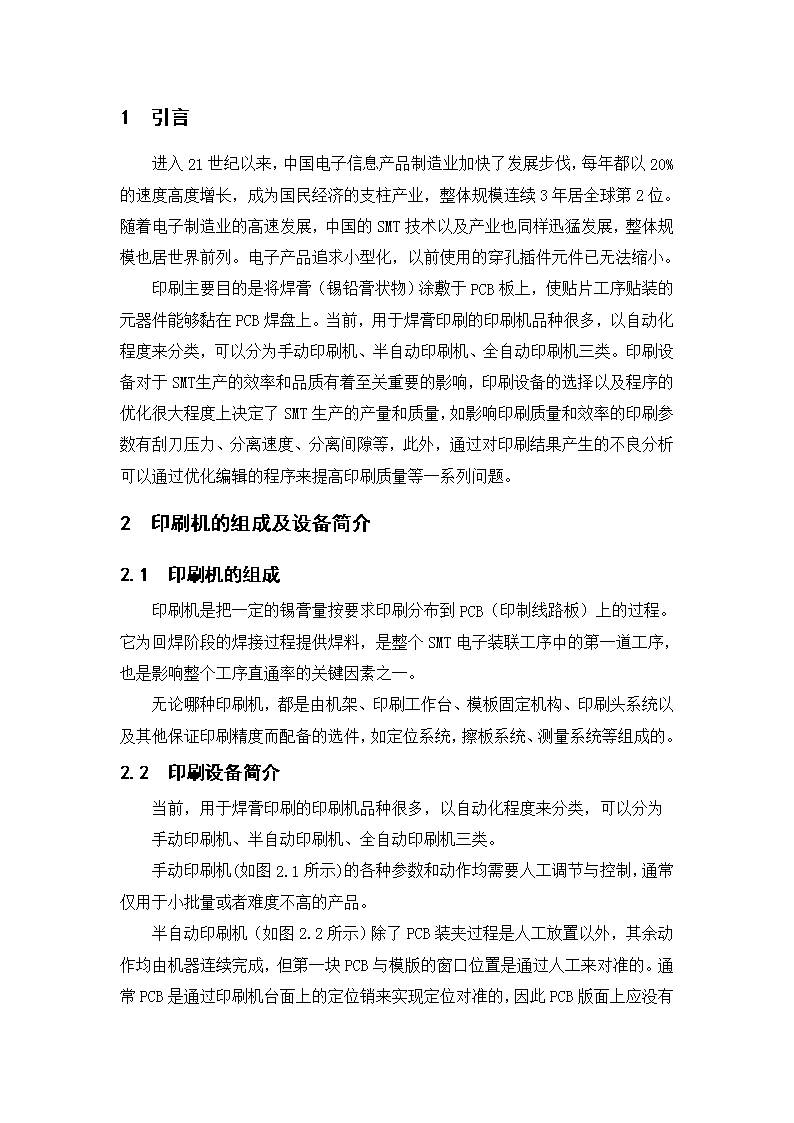
1引言进入21世纪以来,中国电子信息产品制造业加快了发展步伐,每年都以20%的速度高度增长,成为国民经济的支柱产业,整体规模连续3年居全球第2位。随着电子制造业的高速发展,中国的SMT技术以及产业也同样迅猛发展,整体规模也居世界前列。电子产品追求小型化,以前使用的穿孔插件元件已无法缩小。印刷主要目的是将焊膏(锡铅膏状物)涂敷于PCB板上,使贴片工序贴装的元器件能够黏在PCB焊盘上。当前,用于焊膏印刷的印刷机品种很多,以自动化程度来分类,可以分为手动印刷机、半自动印刷机、全自动印刷机三类。印刷设备对于SMT生产的效率和品质有着至关重要的影响,印刷设备的选择以及程序的优化很大程度上决定了SMT生产的产量和质量,如影响印刷质量和效率的印刷参数有刮刀压力、分离速度、分离间隙等,此外,通过对印刷结果产生的不良分析可以通过优化编辑的程序来提高印刷质量等一系列问题。2印刷机的组成及设备简介2.1印刷机的组成印刷机是把一定的锡膏量按要求印刷分布到PCB(印制线路板)上的过程。它为回焊阶段的焊接过程提供焊料,是整个SMT电子装联工序中的第一道工序,也是影响整个工序直通率的关键因素之一。无论哪种印刷机,都是由机架、印刷工作台、模板固定机构、印刷头系统以及其他保证印刷精度而配备的选件,如定位系统,擦板系统、测量系统等组成的。2.2印刷设备简介当前,用于焊膏印刷的印刷机品种很多,以自动化程度来分类,可以分为手动印刷机、半自动印刷机、全自动印刷机三类。手动印刷机(如图2.1所示)的各种参数和动作均需要人工调节与控制,通常仅用于小批量或者难度不高的产品。半自动印刷机(如图2.
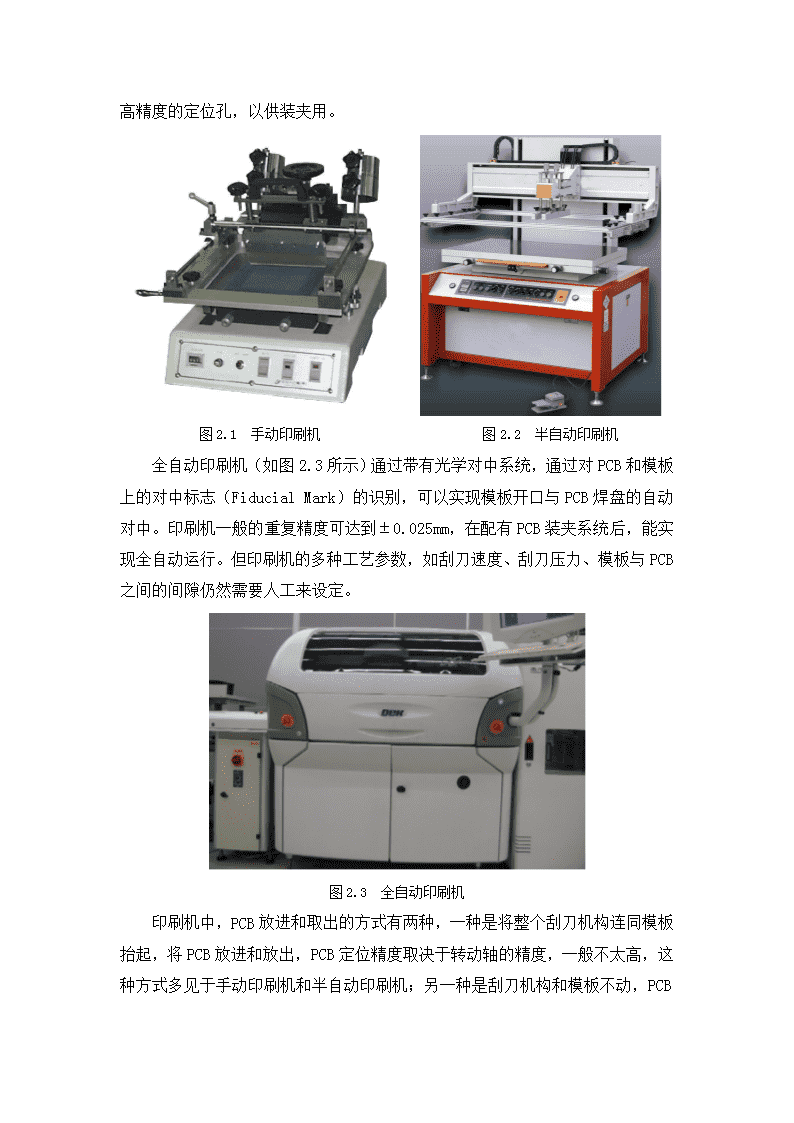
2所示)除了PCB装夹过程是人工放置以外,其余动作均由机器连续完成,但第一块PCB与模版的窗口位置是通过人工来对准的。通常PCB是通过印刷机台面上的定位销来实现定位对准的,因此PCB版面上应没有高精度的定位孔,以供装夹用。图2.1手动印刷机图2.2半自动印刷机全自动印刷机(如图2.3所示)通过带有光学对中系统,通过对PCB和模板上的对中标志(FiducialMark)的识别,可以实现模板开口与PCB焊盘的自动对中。印刷机一般的重复精度可达到±0.025mm,在配有PCB装夹系统后,能实现全自动运行。但印刷机的多种工艺参数,如刮刀速度、刮刀压力、模板与PCB之间的间隙仍然需要人工来设定。图2.3全自动印刷机
印刷机中,PCB放进和取出的方式有两种,一种是将整个刮刀机构连同模板抬起,将PCB放进和放出,PCB定位精度取决于转动轴的精度,一般不太高,这种方式多见于手动印刷机和半自动印刷机;另一种是刮刀机构和模板不动,PCB平进与平出,模板与PCB垂直分离,这种方式定位精度高,多见于全自动印刷机。3锡膏简介3.1锡膏的成分锡膏是将焊料粉末(如图3.1所示)与具有助焊功能的糊状助焊剂(松香、稀释剂、稳剂等)混合而成的一种浆料。就重量而言,80~90%是金属合金就体积而言,50%金属50%焊剂图3.1锡膏颗粒3.1.1金属合金以往,焊料的金属粉末主要是锡铅(Sn/Pb)合金粉末,伴随着无铅化及ROHS绿色生产的推进,有铅锡膏已渐渐淡出了SMT制程,对环境及人体无害的ROHS对应的无铅锡膏已经被业界所接受。目前,ROHS无铅焊料粉末成份,是由多种金属粉末组成,目前的几种无铅焊料配比共晶有,锡Sn-银Ag-铜Cu、锡Sn-银Ag-铜Cu-铋Bi、锡Sn-锌Zn,其中锡Sn-银Ag-铜Cu配比的使用最为广泛。锡Sn-银Ag-铜Cu:具有良好的耐热疲劳性和蠕变性,熔化温度区域狭窄;不足的是冷却速度较慢,焊锡表面易出现不平整的现象。锡Sn-银Ag-铜Cu-铋Bi:熔点较Sn-Ag-Cu合金低,润湿性较Sn-Ag-Cu合金良好,拉伸强度大;缺点熔化温度区域大。锡Sn-锌Zn:低熔点,较接近有铅锡膏的熔点温度,成本低;缺点是润湿性差,容易被氧化且因时间加长而发生劣化。如表3.1所示就是不同合金焊料的熔点温度比较。焊料合金成分熔点温度及其范围SnCu0.7227SnAg3.5225SnAg3.8Cu0.7217SnAg3.88Cu0.7Sb0.25217SnAg2.5Cu0.8Sb0.5210~216SnBi5Ag1203~211表3.1不同合金焊料的熔点温度比较
3.1.2助焊剂主要作用⑴使金属颗粒成为膏状,以适应印刷工艺;⑵控制锡膏的流动性;⑶清除焊接面和锡膏的氧化物,提高焊接性能;⑷减缓锡膏在室温下的化学反应;⑸提供稳固的SMT贴片时所需要的粘着力。3.2影响锡膏粘度的因素锡膏合金粉末含量对粘度的影响,锡膏中合金粉末的增加引起粘度的增加。锡膏合金粉末颗粒大小对粘度的影响,颗粒度增大时粘度会降低。温度对锡膏粘度的影响,温度升高粘度下降,印刷的最佳环境温度为23±3℃。剪切速率对锡膏粘度的影响,剪切速率增加粘度下降。如图3.2所示就是不同因素对焊膏粘度的影响。图3.2不同因素对焊膏粘度的影响3.3锡膏的有效期限及保存及使用环境一般锡膏在密封状态下,0~10℃条件下可以保存6个月,开封后要尽快使用完;锡膏的使用环境是要求SMT车间的温度为:22~26℃,湿度为:40~60。未开罐冷藏保存时间制造日期后4个月未开罐环境温湿度下保存时间≤48小时回温时间使用前应回温4小时以上(根据各锡膏厂商的规定搅拌时间回温OK的锡膏在开罐首次使用前须搅拌机搅拌5分钟开罐后一次未全部用完旋紧罐盖在环境温湿度下的放置时间≤18小时在丝网上的使用时间≤12小时印刷后锡膏在线上停留时间≤2小时
开罐后至回流前的时间≤18小时回温时间+开罐后至回流前的时间≤48小时表3.2锡膏有效期及保存使用环境4印刷机印刷流程及作用来板检测进板对中印刷出板检测流入下道工序图4.1印刷机印刷流程印刷机的作用主要是将焊膏(锡铅膏状物)涂敷于PCB板上,使贴片工序贴装的元器件能够黏在PCB焊盘上。
印刷机印刷流程大致可分为来板检测、进板、对中印刷、出板、检测流入下道工序等(如图4.1所示)。一般对于SMT行业行业来说来料的好坏直接影响到生产出来的产品的质量的好坏,所以工厂对于来料的检测是必不可少的一个环节,在这里本文就侧重讲一下印刷机的来料检测也就是对电路板(PCB板)的检测,印制电路板是一个产品能够正常运行的基础所以保证一块电路板的良好也是保证生产出来的产品正常的一个前提,检测一块电路板的好坏只要观察电路板板面的电路是否完整如果有断线的情况是坚决不能用的,还有板面是否干净等。下一个过程就是进板,一般工厂里都是自动化的流水线印制电路板一般都是由光学传感器通过轨道传送到机器里的。紧接着就是对中印刷了,对于手动和半自动的印刷机来说对中就是人工对中,但对于全自动印刷机来说只要就是通过光学对中,对中前电路板和丝网上都有Mark点当板子进入到机器的时候光学摄像头就会到板子和丝网之间如果两个Mark点和电脑里事先储存的影响重合那么就能够对中完成然后进行焊膏的印刷。出板就是和进板的过程一样的在此就不多说的。最后就是检测进入下道工序,有的公司会在印刷机后面加一台AOT(自动光学检测仪)机器进行印刷检测这样就能保证印刷这道工序不会向下道工序传送不良印刷的电路板。5印刷工艺参数设置在表面组装细间距等要求下,印刷过程涉及的工艺参数非常多,每个参数调整不当都会对组装质量产生很大的影响。只要参数有刮刀压力、刮刀速度、刮刀选择、分离速度、印刷间隙、印刷行程、清洗模式及频率等。⑴印刷行程。为避免焊膏造成浪费及浪费印刷时间,印刷前一般需要设置前、后印刷极限,即确定印刷行程。前极限一般在模板图形前20mm处,后极限一般在模板图形后20mm处。⑵印刷速度。印刷速度一般设置为15mm/s~100mm/s。有细间距、高密度图形时,速度要慢一些。⑶刮刀压力。刮刀压力一般设置在2~6kg/c㎡,具体刮刀压力要根据实际生产产品的要求而定。在刮刀角度一定的情况下,印刷速度和刮刀压力存在一定的关系,降低印刷速度相当于增加压力,适当降低压力可起到提到印刷速度的效果。⑷印刷间隙。印刷间隙是指模板装夹后模板地面与PCB表面之间的距离(刮刀与模板未接触前)。⑸分离速度。当刮刀完成一个印刷行程后,模板离开PCB的瞬时速度称为分离速度。适当调节分离速度,使模板离开焊膏图形时有一个微小停留过程,让焊膏从模板的开口中完整释放出来(脱膜),以获最佳的焊膏图形,有细间距、高密度图形时,分离速度要慢一些。⑹刮刀角度。刮刀角度一般为45°~60°,此时,焊膏具有良好的滚动性。⑺清洗模式和清洗频率。经常清洗模板地面也是保证印刷质量的因素。在印刷过程中对模板底部进行清洗,消除其底部的附着物,以防止对PCB的污染。清洗通常采用无水乙醇作为清洗液。模板清洗方式有湿—干、湿—真—干等。6影响印刷质量的因素
影响焊膏印刷质量的因素有很多,概括起来可包括8个因素,分别为人、环境、印刷电路板、印刷电路板、印刷机、模板、滚筒(刀)、焊膏材料和印刷参数。⑴模板对焊膏印刷质量的影响。①基准点设置;②模板开口的外形尺寸及开口形状;③模板厚度;⑵焊膏对焊膏印刷质量的影响。①焊膏的密度;②焊膏的粘性;③焊膏颗粒的均匀性与大小;④焊膏的金属含量;⑶印刷工艺对焊膏的影响有刮刀压力、印刷速度、印刷行程、刮刀的参数、分离速度等。⑷其他对焊膏印刷质量的影响。在印刷高密度细间距产品时,印刷机的印刷精度和重复印刷精度也会起到一定的作用。7印刷缺陷分析及预防对策⑴焊膏桥连(如图7.1所示)图7.1桥连
原因分析:①刮刀硬度过小,反面支撑不足。刮刀硬度偏低将导致焊膏不易成形,脱膜时不能保持焊膏印刷形状,外观模糊;②焊膏粘度过低;③印刷焊膏厚度过高;④模板不清洁。解决措施:①选用较硬刮刀,提高支撑力度;②可以通过改变搅拌速度、增加焊膏中的金属含量比例、降低合金粉末的粒度、降低工作环境的温度等来调节;③可以通过调整印刷间隙、选用较薄的模板、减少施加的印刷压力等④改变清洗模式、增加清洗频率使模板背面保持清洁。⑵焊膏印刷拉尖(如图7.2所示)图7.2焊膏拉尖原因分析:①离网不良,易造成焊膏不易从模板窗口分离,污染模板,形成拉尖;②印刷平面不平行,影响印刷厚度;③网板开口面有凹凸不平,焊膏不易分离,造成拉尖;④印刷间隙不良;⑤焊膏黏度太大。解决措施:①改善印刷机的分离速度;②调整印刷机的水平度;③提高网板窗口四壁的精度、降低其粗糙度;
④改善印刷间隙;⑤选用合适黏度的焊膏。⑶焊膏印刷厚度太薄原因分析:①网板太薄;②焊膏流动性差,不易在模板上滚动,从而导致焊膏印刷太薄;③印刷间隙太小。解决措施①可以适当调整增加模板厚度,或局部增加模板厚度;②更换焊膏,选择流动性好的焊膏;③适当增加印刷间隙,提高印刷机的准确度。⑷焊膏印刷偏移(如图7.3所示)图7.3焊膏印刷偏移原因分析:①网板位置偏离或制造尺寸误差;②PCB制造尺寸误差;③印刷压力过大;④浮动机构调节不平衡。解决措施:①选用制造精度高的PCB;②降低印刷压力;③调好浮动机构的平衡。⑸漏印、印刷不完全(如图7.4所示)
图7.4漏印、印刷不完全原因分析:①模板漏孔堵塞;②分离速度过慢。焊膏在常温下具有一定的黏度,分离速度过慢将导致焊膏不能良好的脱网,不仅使焊盘得不到足够的焊膏,印刷不完全;③模板开口偏小或位置不对;④焊膏滚动性不好。解决措施:①更换模板清洗模式及频率,擦拭模板底部;②提高分离速度;③改变模板开口尺寸与形状;④刮刀印刷速度可以改变焊膏的滚动性,减慢印刷速度,适当增加刮刀延时,使刮刀上的焊膏充分流到模板上,可改善其滚动性。⑹焊膏黏着力不足原因分析:①焊料粉末粒度太大;②操作环境温度和湿度偏高,风速大;③搅拌不均匀。解决措施:①选择合适粒度的焊膏;②生产车间的环境一般为23℃±2℃,相对湿度在60%RH一下,放静电,防尘,尽量做到无风,减少焊剂的挥发;
③焊膏搅拌时间过长,造成黏度下降;搅拌时间过短,搅拌不均匀,部分焊膏不能完全浸润。⑺PCB表面沾污原因分析:①PCB表面有较多的残余焊膏粒子,纤维以及灰尘等污垢;②模板底部被污染;③人员操作不规范。解决措施:①清洁PCB表面;②改善清洗模式和清洗频率;③加强人员管理。⑻焊膏印刷凹陷(如图7.5所示)图7.5焊膏印刷凹陷原因分析:①印刷压力过大,焊膏成型困难,形成凹陷;②模板窗口设计不合理;③焊膏较干,润湿性差。解决措施:①降低刮刀压力;②改变模板窗口设计;③选用合适的锡膏。结论
综上所述,印刷机是把一定的锡膏量按要求印刷分布到PCB(印制线路板)上的过程。它为回焊阶段的焊接过程提供焊料,是整个SMT电子装联工序中的第一道工序,也是影响整个工序直通率的关键因素之一。 由于印刷机的复杂性,一种缺陷往往是多种原因作用的结果,一个原因也可能产生多种缺陷。所以在做具体的缺陷分析时,一定要从多角度、多侧面进行考虑,不要漏掉任何一个可能的环节,这样才能达到治标又治本的效果。致谢在此论文撰写过程中,要特别感谢我的导师的指导与督促,同时感谢她的谅解与包容。没有老师的帮助也就没有今天的这篇论文。求学历程是艰苦的,但又是快乐的。在这三年的学期中结识的各位生活和学习上的挚友让我得到了人生最大的一笔财富。在此,也对他们表示衷心感谢。谢谢我的父母,没有他们辛勤的付出也就没有我的今天,在这一刻,将最崇高的敬意献给你们!本文参考了大量的文献资料,在此,向各学术界的前辈们致敬!参考文献1、何丽梅.SMT——表面组装技术[M].北京:机械工业出版社,2006.2、黄永定.SMT技术基础与设备[M].北京:电子工业出版社,2007.3、周德俭,吴兆华.表面组装工艺技术[M].北京:国防工业出版社,2001.4、杨清学.电子装配工艺[M].北京:电子工业出版社,2003.5、鲜飞.焊膏印刷中影响质量的因素[J].电子工业专业设备,2002.'
您可能关注的文档
- 浅析《白鹿原》的语言特色毕业论文.doc
- 浅析企业招聘工作存在的问题毕业论文.doc
- 浅析企业文化建设的重要性及现状毕业论文.doc
- 浅析华为可穿戴设备Talk Band B1的营销战略毕业论文.doc
- 浅析商业银行不良资产重组问题分析毕业论文.doc
- 浅析影响会展举办的主要因素毕业论文.doc
- 浅析我国水能的开发应用的毕业论文.doc
- 浅析装饰工程项目造价管理毕业论文.doc
- 浅议媒介素养教育融入小学语文课堂毕业论文.doc
- 浅谈中小企业财务管理存在的问题及对策毕业论文.doc
- 浅谈乡镇行政管理毕业论文.doc
- 浅谈企业会计监督毕业论文.doc
- 浅谈企业如何构建现代财务管理体系毕业论文.doc
- 浅谈会计电算化的实际应用中问题的完善毕业论文.doc
- 浅谈公共关系对品牌建设的作用毕业论文.doc
- 浅谈安妮宝贝作品的冷艳奇美毕业论文.doc
- 浅谈我国个人所得税制存在的问题毕业论文.doc
- 浅谈提升企业员工忠诚度的毕业论文.doc
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明