

- 1.60 MB
- 2022-04-22 13:41:36 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'岳阳职业技术学院毕业作品、毕业设计(论文)C650卧式车床的PLC改造设计毕业论文目录摘要:1目录2前言31PLC控制系统设计与概述21.1PLC控制系统设计的基本原则21.1.1流程图功能说明21.1.2PLC系统设计流程图21.2可编程控制器控制系统设计的基本方法41.2.1系统设计的主要内容41.2.2系统设计的基本步骤42C650卧室车床电气功能的主要分析和特点52.1C650型卧式车床的主要结构及运动情况52.2车床对电力拖动的要求52.3控制线路特点62.4C650卧式车床电气原理图72.5电气控制线路改造分析83C650卧式车床PLC改造硬件及软件的概述83.1项目分析83.2选配PLC型号93.3外部接线图113.4硬件的设计123.5梯形图134硬件电路的组装工艺155注意事项166系统调试16结 论18致 谢19参考文献20附件21附件Ⅰ车床原理图及PLC外部硬件接线图21附件Ⅱ实物照片及试验箱仿真照片232326
岳阳职业技术学院毕业作品、毕业设计(论文)前言普通车床是应用非常广泛的金属切削工具,目前采用传统的继电器控制的普通车床在中小型企业仍大量使用。由于继电器系统接线复杂,故障诊断与排除困难,并存在:①触点易被电弧烧坏而导致接触不良,②机械方式实现的触点控制反映速度慢,③继电器的控制功能被固定在线路中,功能单一、灵活性差等缺点。因而造成了这些企业的生产率低下,效益差,反过来这些企业又没有足够的资金购买新的数控车床。因此,当务之急就是对这些普通车床进行技术改造,以提高企业的设备利用率,提高产品的质量和产量。由于可编程控制器(PLC)具有:①通用性、适应性强,②完善的故障自诊断能力且维修方便,③可靠性高及柔性强等优点,且小型PLC的价格目前亦很便宜,因此在普通车床的控制电路改造中发挥了及其重要的作用PLC是20世纪70年代以来以微处理器为核心,综合计算机技术、自动控制技术和通信技术发展起来的一种新型工业自动控制,被广泛应用于各个领域,因为它具有几个突出的特点:可靠性高,抗干扰强;编程简单,易于掌握;功能完善,灵活方便;体积小,质量轻,功耗低。2326
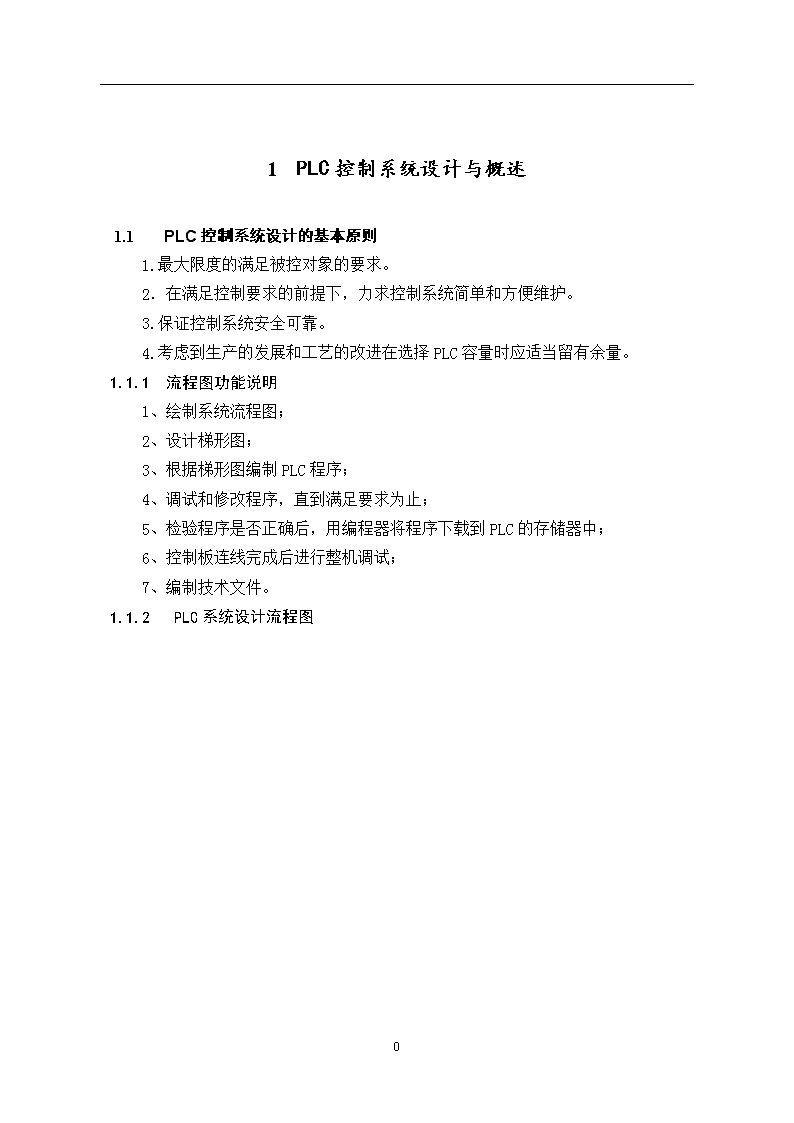
岳阳职业技术学院毕业作品、毕业设计(论文)1PLC控制系统设计与概述1.1PLC控制系统设计的基本原则1.最大限度的满足被控对象的要求。2.在满足控制要求的前提下,力求控制系统简单和方便维护。3.保证控制系统安全可靠。4.考虑到生产的发展和工艺的改进在选择PLC容量时应适当留有余量。1.1.1流程图功能说明1、绘制系统流程图;2、设计梯形图;3、根据梯形图编制PLC程序;4、调试和修改程序,直到满足要求为止;5、检验程序是否正确后,用编程器将程序下载到PLC的存储器中;6、控制板连线完成后进行整机调试;7、编制技术文件。1.1.2PLC系统设计流程图2326
岳阳职业技术学院毕业作品、毕业设计(论文)开始分析控制要求确定用户I/O设备PLC硬件系统配置分配I/O点绘制流程图设计安装控制线路设计梯形图程序输入PLC软件测试现场安装连线修改程序测试正常?整体测试满足要求?交付使用编制技术文件2326
岳阳职业技术学院毕业作品、毕业设计(论文)1.1可编程控制器控制系统设计的基本方法1.2.1系统设计的主要内容1、拟定控制系统设计的技术条件。技术条件一般以设计任务书的形式以书本上设计作为依据;2、选择电气传动形式和电动机、接触器等执行元件;3、选定PLC的型号;4、编制PLC的输入/输出分配表或绘制输入/输出端子接线图;5、根据系统设计的要求编写软件规格说明书,然后再用相应的编程语言进行程序设计;6、编写设计说明书和使用说明书。1.2.2系统设计的基本步骤可编程控制器应用系统设计与调试的主要步骤:1.深入了解和分析被控对象的工艺条件和控制要求2.确定I/O设备根据被控对象对PLC控制系统的功能要求,确定系统所需的用户输入、输出设备。常用的输入设备有按钮、传感器等,常用的输出设备有继电器、接触器、指示灯等。3.选择合适的PLC型号4.设计编写系统梯形图程序5.控制系统硬件安装6.将程序输入PLC7.进行软件测试8.应用系统整体调试根据被控对象对PLC控制系统的功能要求,确定系统所需的用户输入、输出设备。常用的输入设备有按钮、选择开关、行程开关、传感器等,常用的输出设备有继电器、接触器、指示灯等。2326
岳阳职业技术学院毕业作品、毕业设计(论文)1C650卧室车床电气功能的主要分析和特点卧式车床是机械加工中广泛使用的一种机床,可以用来加工各种回转表面、螺纹和端面。卧式车床通常由一台主电动机拖动,经由机械传动链,实现切削主运动和刀具进给运动的输出,其运动速度由变速齿轮箱通过手柄操作进行切换。刀具的快速移动、冷却泵和液压泵等,常采用单独电动机驱动。图2.1卧式车床外观图1、床身 2、主轴 3、刀架 4、溜板箱2.1C650型卧式车床的主要结构及运动情况C650型卧式车床主要由床身、主轴、刀架、溜板箱和尾架等部分组成。该车床有两种主要运动:一种是安装在床身主轴箱中的主轴转动,称为主运动;另一种是溜板箱中的溜板带动刀架的直线运动,称为进给运动。刀安装在刀架上,与滑板一起随溜板箱沿主轴轴线方向实现进给移动,主轴的转动和溜板箱的移动均由住电机驱动。2.2车床对电力拖动的要求1、主电动机MAl(功率为30kw),完成主轴主运动和刀具进给运动的驱动,电动机采用直接起动的方式起动,可正反两个方向旋转,并可进行正反两个旋转方向的电气停车制动。为加工调整方便,还具有点动功能。2、电动机MA2拖动冷却泵,在加工时提供切削液,采用直接起动停止方式.并且为连续工作状态。3、快速移动电动机MA3拖动刀架快速移动,电动机还可根据使用需要,随时手动控制起停。4、主电动机和冷却泵电动机应具有必要的短路和过载保护。2326
岳阳职业技术学院毕业作品、毕业设计(论文)5、应具有安全的局部照明装置。2.3控制线路特点1、主轴与进给电动机MA1主电路具有正、反转控制和电动控制功能,并设置有监视电动机绕组工作电流变化的电流表和电流互感器。2、该机床采用反接制动的方法控制MA1的正、反转制动。3、能够进行刀架的快速移动。2.4C650卧式车床电气原理图本机床使用380V、50HZ三相交流电源。也可使用220V、50HZ、380V、60HZ、420V、50HZ、220V/440V、60HZ等三相交流电源。控制电路,照明电路由控制变压器供电。电压分别为110V、36V。2326
岳阳职业技术学院毕业作品、毕业设计(论文)图2.2C650车床电气原理图2.5电气控制线路改造分析1、主电路分析图2.2所示的主电路中有三台电动机,隔离开关QA0将380V的三相电源引入。电动机MA1的电路接线分三部分:第一部分由正转控制交流接触器QA1和反转控制交流接触器QA2的两组主触点构成电动机的正反转接线;第二部分为电流表PG经电流互感BE接在主电动机MA1的主回路上以监视电动机绕组工作时的电流变化。为防止电流表被启动电流冲击损坏,利用时间继电器KF1的延时动断触点,在启动的短时间内将电流表暂时短接掉;第三部分为一串联电阻控制部分,交流接触器QA3的主触点控制限流电阻R的接入和切除,在进行点动调整时,为防止连续的启动电流造成电动机过载,串入限流电阻RA保证电路设备的正常运行。电动机MA2有接触器QA4的主触点控制其主电路的接通和断开,电动机MA3由交流接触器QA5的主触点控制。为保证主电路的正常运行,主电路中还设置了熔断器的短路保护环节和热继电器的过载保护环节。2、PLC改造后的控制电路分析PLC控制系统的安装接线工作量比继电器接触器控制系统少,只需将现场的各种设备与PLC相比的I/O端相连,而且PLC软件设计和调试太多可在实验室进行,模拟调试以后再将PLC控制系统安装到现场调试,这样既省时间又方便,由于PLC本身的可靠性高,又有完善的自诊断能力。一旦发生故障可以根据报警信息迅速查明原因,这样即保证了工作效率又维护了生产的正常进行。在本次控制系统设计中用PLC代替了继电器控制系统中的逻辑线路部分。在车床的电气控制系统,所有触头,行程开关,控制按钮(SF1~SF6)等为系统的输入信号;接触器线圈(QA1~QA5),为系统的输出信号。控制电路部分原有的SF1-SF6在PLC上分别用SB1-SB6代替,BB1、BB2用SB8、SB7代替,QA1-QA5不变,具体改造如下表:表2.3IO接口分配表符号地址注释BB1I1.0主电动机过载保护热继电器BB2I1.1冷却泵电动机保护热继电器2326
岳阳职业技术学院毕业作品、毕业设计(论文)BGI1.2快移电动机点动手柄开关KF2M0.0中间继电器QA1Q0.1主电动机正转接触器QA2Q0.2主电动机反转接触器QA3Q0.3短接限流电阻接触器QA4Q0.4冷却泵电动机接触器QA5Q0.5快移电动机接触器SF1I0.1总停按钮SF2I0.2主电动机正向点动按钮SF3I0.3主电动机正向启动按钮SF4I0.4主电动机反向启动按钮SF5I0.5冷却泵电动机停止按钮SF6I0.6冷却泵电动机启动按钮1C650卧式车床PLC改造硬件及软件的概述1.1项目分析在保持原有的控制功能不变,利用S7-200PLC对C650车床进行改造。要求:1、原车床的工艺加工方法不变;2、在保留主电路的原有元件的基础上,不改变原控制系统电气操作方法;3、电气控制系统控制元件包括(按钮.行程开关.热继电器.接触器),作用与原电气线路相同;4、主轴和进给起动、制动、低速、高速和变速冲动的操作方法不变;5、改造原继电器控制中的硬件接线,改为PLC编程实现;6.正转和反转不能直接切换,要加一个继电器互锁;7.冷却泵电机有独立的启动和停止功能;8.快进电机的点动功能。2326
岳阳职业技术学院毕业作品、毕业设计(论文)1.1选配PLC型号S7-200系列PLC适用于各行各业,各种场合中的检测、监测及控制的自动化。S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能。S7-200系列PLC可提供5个不同的基本型号的8种CPU可供使用。在选用PLC上,考虑到只是对C650型车床做电器部分的改造,输出端口需要6个,输入端口需要10个。而且并不通过网络或其他方式做远程控制。因此,考虑到经济,实用,稳定等方面因素。我们决定选用力德S7-200系列的S7—224作为本次设计的PLC。图3.1LIDES7200-224实物图2326
岳阳职业技术学院毕业作品、毕业设计(论文)图3.2PLC输入输出IO口正面图2326
岳阳职业技术学院毕业作品、毕业设计(论文)1.1外部接线图设计图3.3外部接线图2326
岳阳职业技术学院毕业作品、毕业设计(论文)1.1硬件的设计本次设计是在保留原有的控制功能不变和在原有的主电路元件不变的基础上进行的改造设计。控制系统设计中用PLC代替了继电器控制系统中的逻辑线路部分。下表为改造后电路的电器元件符号及功能说明表。表3.1电器元件符号及功能说明表符号名称及用途符号名称及用途MA1主电动机SB1(SF1)总停按钮MA2冷却泵电动机SB2(SF2)主电动机正向电动按钮MA3快速移动电动机SB3(SF3)主电动机正向启动按钮QA1主电动机正转接触器SB4(SF4)主电动机反向启动按钮QA2主电动机反转接触器SB5(SF5)冷却泵电动机停止按钮QA3短接限流电阻接触器SB6(SF6)冷却泵电动机启动按钮QA4冷却泵电动机接触器TA控变压器QA5快速电动机接触器SA1~SA3熔断器KF2中间继电器SB8(BB1)主电动机过载保护热继电器KF1通电延时时间继电器SB7(BB2)冷却泵电动机保护热继电器BG快移电动机电动手柄开关RA限流电阻SF0照明灯开关EA照明灯BS速度继电器BE电流互感器PG电流表QA0隔离开关2326
岳阳职业技术学院毕业作品、毕业设计(论文)1.1软件编程软件的开发环境是基于STEP7MicroWINSP6S7-200PLC编程软件,STEP7-Micro/WIN32是西门子公司专为SIMATICS7-200系列可编程序控制器研制开发的编程软件,它是基于Windows的应用软件,功能强大,既可用于开发用户程序,又可实时监控用户程序的执行状态。整个程序中我们用到了,常闭触点,常开触点,中间继电器,延时函数等。梯形图备注:当按下开快速移动按钮时,线圈QA5通电,快速移动电机转动,当按下冷却泵电机启动按键SF6的时候,QA4线圈通电,冷却泵启动,同时QA4的一个常开触点形成自锁,按下SF5,线圈QA4断电,冷却泵停止,QA4常开触点由闭合转为断开。2326
岳阳职业技术学院毕业作品、毕业设计(论文)备注:KF2是电路中的一个中间继电器。备注:当正转按钮SB3按下时,KF2通电,然后QA1的一个常开触点闭合,KF2接通的时候,QA3线圈也通电,KF2的所有常开触点闭合,电机QA1一直正转,直到按下停止按钮,电机QA1停止转动,当按下反转按钮SF4的时候,线圈QA2通电,QA2的常闭触点闭合,电机进入反转状态,而在正转与反转之间因为加了两个电机的继电器互锁,是为了让两个电机不能同时启动,减少车床运行时由于误操作带来的安全隐患。2326
岳阳职业技术学院毕业作品、毕业设计(论文)1硬件电路的组装工艺在确定C650卧式车床PLC改造的方案,也搞清楚整个电路的原理后,列出元器件清单,接着领取元器件和装配所需的工具,比如:安装板、闸刀开关、接触器、熔断器、热继电器、购买LIDES7200-224PLC、接线端子、电机3台、剥线钳、钢丝钳等等。按元器件清单明细表配齐电气设备和元件,并逐个检验其好换,防止使用坏的电器元件造成在后面的元件更换中带来不必要的麻烦,在控制板上出元件的大概摆放位置并安装电器元件,并在各电器元件附近作好与原理图上相同的标记。根据电动机容量、线路的走向及要求和各元器件的安装尺寸,正确选配导线规格、导线通道类型和数量、接线端子板型号和螺丝钉。在控制板布线,要求横平竖直、整齐、合理,接点不能松动,并在个电器元件及接线端子板接点的线头上,套有与工艺接线原理图上相同线号的编码套管。导线的绝缘层的剥削也要被接线端子刚刚压住,不能露出线芯过长,也不能过短,剥切绝缘层时均不可过长,防止割伤线芯,对整个电路造成不必要的影响。2326
岳阳职业技术学院毕业作品、毕业设计(论文)1注意事项1、在导线通道内敷设的导线进行接线时,必须要按照横平竖直的要求来走线,必须集中思想,做到查出一根导线,套一根线号,立刻接上后再进行复验。2、通电操作时,必须严格遵守安全操作规格。3、给PLC必须只供220V安全电压并接地。4、由于PLC内部使用的是继电器来作为开关元件,所以不能通入太高的电压,这样有利于PLC接触点的使用寿命。4、在安装、调试的过程中,工具、仪表的使用应符合要求。2系统调试实验室调试系统为SIEMENSS7-200-224CN的PLC,输入14个点,输出10个点,而我们设计的输入点为10个,输出点为6个,我们利用试验箱中流水灯模块,按键模块来模拟我们的PLC改造c650实验,我们定义LED1为电机正转指示灯,LED2为电机反转指示灯,LED3为短接限流电阻保护指示灯,LED4为快速移动指示灯,LED5为冷却泵指示灯,S1为总停按钮,S2为电机正向点动按钮,S3为正转按钮,S4为电机反转按钮,S5冷却泵电机停止按钮,S6为冷却泵启动按钮,S7快速移动电机按钮。根据PLC外部接线图连接好导线,在确认导线连接无误的情况下,用串口线连接计算机和实验箱,连接实验箱的电源,打开S7-200PLC编程软件STEP7-Micro进行编程。操作软件的步骤如下:打开编程软件点击文件新建一个新的文本,选择保存的路径,选择编程的PLC型号,输入程序,编译无错误之后下载到PLC,下载完成后,对PLC设置为运行的状态,即可实现程序其功能。2326
岳阳职业技术学院毕业作品、毕业设计(论文)在编写程序,由于自己编PLC程序没多久,彼此都没有什么经验,要想完成这个PLC程序的编写,就要搞清楚系统电路的运行具体情况和相关元件在电路中的作用,在查阅资料后基本上确定了本次设计的相关思路,第一次写出的程序能实现正转,点动,冷却泵的启、停止,快速移动电机的使用,但反转就是不能实现。虽说不能完全实现所有的功能,但至少也有部分功能能实现,对自己也是一种肯定以及鼓励,使我们更有信心做下去了,也更加确定自己一定能写出这个程序,由于第一次编写的程序能实现正转、点动、快移、冷却泵的功能,我们成员之间就着重于解决反转部分的程序,经过几番努力,我们一边对着电气原理图,一边参考我们设计的改造图纸,将PLC连接继电器胡I/O端口又进行了重新定义,经过几番努力,终于改好了我们的第二个程序版本,我们在改好反转的程序,抱着信心满满的去调试,以为这个程序改过之后能实现反转的功能,结果不仅不能反转,还连点动和正转的功能都不能实现,快随移动电机也不能用,就冷却泵能用,这无疑给我们浇了一盆冷水。这样反复试了几次之后陷入了一片迷茫,也请教了指导老师,后面我们也经过了很多次的尝试,第二天上午我们跟知道指导老师约定到实验室调试程序,几番努力之后终于明白我们的错误出现在哪里了。原因就是在同一个程序中,不能出现两个相同的线圈,在把点动程序块和电机正转的程序块并到一个网络里,对反转也进行一些相应程序修改,果然,功夫不付有心人,程序终于成功啦,在成功的那一刻,我们心中那种莫名的喜悦油然而生,虽然软件部分调试成功,但我深切的知道整个实验并没有结束,我们要做的工作还有很多,我们还有硬件电路的通电调试和word、ppt等的制作。在硬件电路调试最重要的就是要把编好的程序下载到PLC里,才能对整个电路进行完全的检查,用电压测电笔测每个器件端口的电压,发现电机正转的线圈没有正常的通电,经过仔细查找,原来是一根给线圈供电的导线没接牢固而脱落,解决故障问题后,在确认无误的情况下,再给考虑给PLC的供电,为了考虑PLC承受电压的范围,我们很严谨的查了很的PLC的资料,最后选择220V安全电压,用串口线连接计算机,接通220V通电下载,PLC的输出端接接触器的线圈,回到输出端的公共端1L2L3L。输入端接按照原理图焊接好的按键板,用PLC的M和L+两个端口输出的+24V给按键板供电,在接上220V供电时,问题出现了,我们发现接触器的线圈需要380V才能正常吸和及断开,如果我们用380V给线圈供电,而PLC是继电器端子不知道能不能承受380V电压,要完全实现本次设计的功能,这是必须解决这个棘手的问题,经过考虑和成员之间的商讨,决定用变压器来把380V的交流电降压到110V的,然后使用110V的继电器来工作,这样既能使接触器线圈得电正常工作,也能使PLC在一个安全的电压范围内工作,不至于烧坏PLC,在考虑成本的前提下,我们只选择这样的思路,而PLC还是用原来的220V给整个电路供电(PLC额定电压为220V),通过接触器来实现C650的基本功能。将编写好的PLC程序进行编译,下载至PLC,由于控制系统运行电压是在220V,2326
岳阳职业技术学院毕业作品、毕业设计(论文)为了保证安全只好先在实验台上分步模拟,观察各步的动作都正确无误后,按照PLC控制系统接线图在实验台上整体模拟,输出部分(接触器,电动机,快速移动刀架)用实验台上的指示灯代替,观察输出端点指示灯在一个工作循环里的状态变化,并与工艺过程对照。在对照前由于忘记对PLC进行复位,虽然程序正确当没达到控制效果,所以在调试前应先进行复位操作。在实验台上整体模拟无误后,将检查完毕的硬件连接电路(各电动机连接的电路)与PLC连接在一起,分别观察各电动机的工作状态,分步运行无误后,将所有的电动机按照PLC接线图连接在一起,分别观察各个电动机的运行状态,并与工艺过程比较,没有发现什么问题。此控制程序设计能够满足控制系统的要求。用万用表测量各硬件的接线情况,看是否有短接,断接和虚连的情况,并与电路控制原理图一一对照,看是否有无接错的地方,各部分都正确无误的情况下进行软硬件联调。结 论经过这段时间的动手改造卧式C650车床,使我不仅对C650车床有了一定的认识,然后也搞清楚了整个车床的控制原理,丰富了我的专业知识,经过六周的毕业设计,终于完成了我对C650车床的控制线路的PLC改造。从一开始做设计的时候因为第一次接触这类课题,也遇到了一些问题,其中不仅运用了我在大学三年所学的东西,而且还运用了我们从未接触过的东西。但在我和队友的一起合作下,很快的确定的此次设计的具体方案和各个成员的分工,虽然这次的的毕业设计题目不是很难,但有一句话说的好,实践检测真理,我们也只有在不断的实践与探索中才能不断的发现自己的不足,然后慢慢的加以改善。本设计是采用可编程控制器代替继电器对机床进行控制,因为可编程控制器组成的控制系统在设计、安装、调试和维修等方面有独特的优势,不仅可以减少了工作量,而且缩减了成本,也为维修带来了不少方便。通过使用PLC改造该机床电气系统后,去掉了原机床的中间继电器,时间继电器等等,使线路简化,维修方便。同时,由于PLC的高可靠性,输入输出部分还有信号指示,不仅使电气故障次数大大减少,而且还给准确判断电器故障的发生部位提供了很大的方便。通过本次设计,使我进一步深化基本理论知道和实践操作技能。培养了2326
岳阳职业技术学院毕业作品、毕业设计(论文)我独立思考问题、分析问题和解决问题的能力。同时加深了我对车床控制过程的了解,使我在今后的学习或者工作中更得心应手。致 谢本次设计是在邓自佑老师的精心指导下完成的,在做设计的过程中邓老师不仅在整体设计方案上给我们指导,在设计的过程中也给我们提出了很好宝贵的意见,在此,我们全体组员要对老师在工作中给予的指导和关心致以最真诚的谢意。同时也衷心感谢系部领导给予我们这么好的环境弄毕业设计。感谢各位老师以及同学的支持和帮助。通过对C650车床的改造,本次设计的目的主要是培养我们的动手能力及分析事物的能力,本次的设计是三年来学习过程中涵盖面最广的一次设计,它不仅体现了我们的设计思想,也包括了我们三年来所学的方方面面的专业知识,更是对三年来我们所学知识的一次完整的考验。大学三年中让我感到三年中不仅积累了丰富的学识,更在如何做人上让我学到了很多,它将伴随着我勇敢的踏上新的人生之路。让我深刻的认识到,无论生活多么的艰辛,惟有读书才能够充实我的头脑,才能更快的取得成功。再次,我还要感谢我的另外两位组员(戴海洋、游文娟),如果没有他们的帮助,我们这组就不能这么顺利的完成这次毕业设计。没有他们的一起努力,我一个人也不能把毕业设计做的这么完美。从接受课题到现在完成毕业设计论文,我们得到了邓老师精心的指导和热情的帮助,尤其在课题设计的前期准备和设计过程中,邓老师提出许多的设计意见,在最后的论文修改中邓老师在百忙之中抽出时间为我们翻阅文档,把要改的地方指导出来,这样使得我们得以顺利的完成毕业设计工作,在这段时间的相处中里,邓老师渊博的知识、敏锐的思路和实事求是的工作作风给我留下了深刻的印象,这将使得我终身受益,谨此向邓老师致以最衷心的的感谢和崇高的敬意。我们即将毕业,在此,我代表我组全体成员再一次向三年生活在一起学习和生活中给予我帮助的老师、同学致谢!*版主*2011.11.62326
岳阳职业技术学院毕业作品、毕业设计(论文)参考文献[1]郑凤翼.郑丹丹.[机械设备电气控制电路].北京.人民邮电出版社,2006[2]许翏.[工厂电气控制设备].北京.机械工业出版社,1999[3]余雷声.[电气控制与PLC应用].北京.机械工业出版社,1996[4]刘敏.[可编程控制器].北京.机械工业出版社,2002[5]张新军.[电气控制与PLC技术及应用].济源.济源职业技术学院出版社,2006[6]李道霖.[电气控制与PLC原理及应用(西门子系列)].北京.电子工业出版社,2005[7]孙平.[可编程序控制器原理及应用].北京.高等教育出版社,2003[8]胡学林.[可编程序控制器教程].北京.电子工业出版社,2003[9]钟肇心.[可编程控制器入门教程(SIMATICS7-200)].广州.华南理工大学出版社,19982326
岳阳职业技术学院毕业作品、毕业设计(论文)附件附件Ⅰ车床原理图及PLC外部硬件接线图2326
岳阳职业技术学院毕业作品、毕业设计(论文)2326
岳阳职业技术学院毕业作品、毕业设计(论文)附件Ⅱ实物照片及试验箱仿真照片2326
岳阳职业技术学院毕业作品、毕业设计(论文)2326
岳阳职业技术学院毕业作品、毕业设计(论文)2326'
您可能关注的文档
- CBT972-1994海洋船舶液压舵机.pdf
- CBT977-1992船用斜盘式轴向柱塞泵基本参数和安装连接尺寸.pdf
- CBT977-92船用斜盘式轴向柱塞泵基本参数和安装连接尺寸.pdf
- 600吨年芦荟去屑洗发香波工艺毕业设计.doc
- 69.00M内河干货船结构规范毕业设计.doc
- 900HC轧机生产工艺毕业论文.doc
- android平台手机安卓短信通毕业设计论文.doc
- Application of Domestication and Alienation in the Translation of Enigmatic Folk Simile.doc
- Bronte sisters in the literary history.doc
- EQ1092货车的前后悬架系统的毕业设计.doc
- FIDIC合同条件在我国的应用毕业论文.doc
- flash动画技术研究毕业论文.doc
- JAVA语言图书馆管理系统毕业论文.doc
- JSP网上图书馆毕业论文.doc
- Net技术办公自动化系统毕业论文.doc
- PLC、触摸屏对自动售货机系统的控制毕业论文.doc
- PVC管材生产技术与质量问题分析毕业论文.doc
- Web平台的客户管理系统毕业论文.doc
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明