

- 1.04 MB
- 2022-04-22 13:46:55 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'uz中华人民共和国地质矿产行业标准Dz/T0101.7一94地质仪器仪表制造时间定额饭金1994一01一27发布1994一12一01实施中华人民共和国地质矿产部发布
目次1主题内容与适用范围··“····”····················,.····⋯⋯,.·.··..·..·..·..·..··..·..·..·.⋯⋯(1)2代号及含义····”···”·”···,·····“·”····,·”·····⋯⋯,’··············⋯.⋯“·⋯.⋯“.⋯(1)3时间定额组成与计算·······································“··········.··········..·..·⋯⋯,(1)4布休时间定额············································.··············.·..·.·············⋯.⋯(2)5龙门剪板机落料时间定额二”·.·.·.····.··⋯⋯.”·⋯.⋯”.’⋯“·.·.·.·.··⋯⋯.”····⋯⋯(3)6油压机、闸床弯边时间定额.⋯“··J··⋯”一,.“⋯t.二,’⋯“⋯⋯.”······.··..··.⋯.⋯(5)7手工敲平校直、整形时间定额·⋯⋯.”.·.,·⋯⋯”··⋯.”·.·.·.·.·.·····一”·.·⋯⋯(8)8手工敲圆角时间定额··”·“·······················”····⋯⋯”·.’..·..·..·..·..·..·..·..·.⋯⋯(16)9铝板折边时间定额“···“·············”·····”······”··⋯”..⋯“.·⋯⋯“..⋯“..⋯”·..⋯⋯(18)10铝板手工划线剪弯边缺口时间定额”·“⋯”·“⋯”·.··········⋯.⋯”,.·⋯.““·⋯.””·⋯(19)11箱盖、底焊接后锉平焊疤、整形时间定额·””·····⋯⋯.”·.····‘·⋯⋯”,.·⋯“⋯⋯.“⋯⋯(20)12型材作业时间定额·············”····””·”······················..···.·.·.····.·.⋯⋯(26)13钢板点焊时间定额”················“···”·“···········”········“⋯⋯“.·..·..·..·..·..·..·.⋯⋯(31)14薄钢板预弯、滚圆、排圆时间定额····”·”···,’·“······················”.······..·.⋯⋯(35)i5冷、热铆钉时间定额‘·“,·········““·····””·,·····“····”“·············.·.⋯⋯,·..··.’..·..·.⋯⋯(38)16手工锡焊时间定额................................................,二”·“·..⋯⋯,.,..·..·..·.⋯⋯(43)17手工敲咬扣缝、敲边时间定额····”·····”······”····”···························⋯⋯(45)18切割与焊接时间定额·“····“············””·········”·”.·.·····“······..·..·....·..·..·.⋯⋯(49)附录A索引(参考件)··-·············“·········,.····“···········“··一”..·..·..·..···‘·⋯⋯,⋯(64)
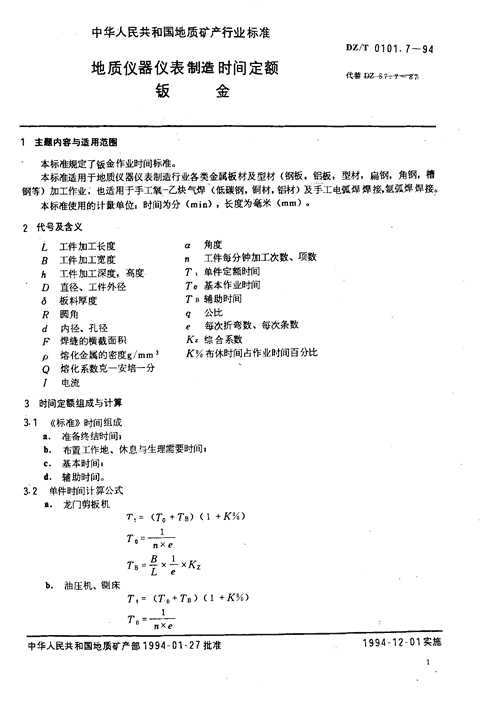
中华人民共和国地质矿产行业标准lz/T0101.7一94地质仪器仪表制造时间定额代替1Z51:?二,宫7板金主两内容与适用范围本标准规定了饭金作业时间标准。本标准适用于地质仪器仪表制造行业各类金属板材及型材(钢板,铝板,型材,扁钢,角钢,槽钢等)加工作业,也适用于手工氧一乙炔气焊(低碳钢,铜材,铝材)及争〔电弧焊焊接,u弧焊焊接,本标准使用的计量单位:时间为分(min),长度为毫米(mm)。2代号及含义La角度工件加工长度B。工件每分钟加工次数、项数工件加工宽度h工件加工深度,高度T,单件定额时间D直径、工件外径T。基本作业时间d板料厚度TB辅助时间R圆角9公比de每次折弯数、每次条数内径、孔径F焊缝的横截面积K=综合系数P熔化金属的密度g/mmsK%布休时间占作业时间百分比O熔化系数克一安培一分I电流时间定额组成与计算(标准》时间组成a.准备终结时间;b.布置工作地、休息与生理需要时间;c.基本时间;d.辅助时间。单件时间计算公式a.龙门剪板机Tt=(几+TB)(1+K%)T。二nxeTB二李L、e1xKZb.油压机、铡床T,=(To+TB)(1+K%)1T。二nxe1994一,2一01实施中华人民共和国地质矿产部1994-01-27批准
Uz/T0101.7一94_h1TG二二,x一一万nc.手工作业计算方法手工操作眼据实测数采用按下式公比法计算T,1-i一I"q挥式中:Tn—工时消耗童首项(实测平均值)T末工时消耗量末项(实测平均值);项数。3,3如果图纸加工尺寸与标准时间尺寸不符,则图纸尺寸,卜于相邻两尺寸含时查前档,大于含查后档,或按内插法计算。4布休时间定额4.1布置工作地、休息与生理需要时间(见表1TZ);压床剪床电弧焊焊接序号内容时间1清理工作地2382工作过程看图及_〔艺1213取收J_具3454修磨刀具4315搬运上件55106设备保养、加油试车1057开」_票填写工作记录2228自检1219小计28262810休息与生理需要时间40404111布休时间合计686右6812作业时间41241441213布休时间占作业时间百分比16.515.916.5
nZ/"r0101.7一944.2标准中手工作业时间定额均为工步或(组合工步)单件时间定额,其中包括布休时间。5龙门剪板机落料时间定额澎l剪板机落料准终时间定额(见表2)。表2}司序号」二作内容mln2.01接受任务,熟悉图纸工艺2.02计算尺寸103到金属仓库领料104装内外定位5.05用卷尺、卡尺、深度尺侧量1.06送检验,点数30总计龙门剪板机落料时间定额(见表3)。
1)2/T0101.7一94表3B10020030040050每分钟每次次数时间(”)森时间.40.255000。570.851.121。401。681.50C710000.971.171.381.561.760,81,2515001.591。731972.002.140.5220002.432.542。652。762.87)—一-‘.,-.-.-..‘.每分钟。,一B6007〔JO8009001000次数(”)森.时J“一时间40.255001.50.6710001.962162352。552。750.81。乞515002.282.422.562.702.840。52200()2983.093。203。313.42注:长度sooK:为1.2;长度1000K伪1.7;长度1500K为1.8;长度20ooK伪1.9
nZ/T0101.7一94油压机、闸床弯边时间定额油压机、闸床弯边准终时间定额(见表4),一一一-刁价/弓表4序号!作内容时间1接受任务,熟悉图纸1:艺2.02计算尺寸2.03调整机床行程3.04装卸卜下厂件1010口to装定位6用卜尺、呆度尺测量2.07送检验,点数1.0总计3O
Dz/T0101.7一946.2调装定位(见下图)调装一次定位调装二次定位ifa装一次定
nz/"r0101.7一946.3油压机弯边时间定额(见表5)表5坛分钟每次Hto203040506o70次数弯边(”)时间B时间20.53000.600.620.640.660.680.700.72ll15叮to1.191.211.231.261.281.301.33H8090100110120130140每次弯边曰时间B时间20.53000.740.760.780.800.820.840.8s115001.351.371.川1.421.141.171,47
DZ/T0101.7一946.4闸床弯边时间定额(见表6)表6每分钟每次Hl0203040506070次数弯边一-,-一刁一一~洁----一一一-书----一一一去一一-一---‘--一目一一--‘---一一(”)时间B时间..一目一,,-,一2056000一590.600.610.620.630。640.65.卜.叫‘..口.-.目뼮.....110001_勺R1_191_201。211,夕下二1,耳1一4r1一舀U1.al1。口乙二二一一-一兰一一兰一一兰二_止立一止生220002.302一352.362一382。392。402.41留留吕二二之名奋巴二二吕=二巴吕二二留二二二留二=二二二二二二二二吕二二巴二石石石石石分二二一男里二二二巴二巴巴男吕召二二巴巴刀二二里二二二二二二二一J二二二二二二二二二二二二每次H拍几净1.l60伽翩0。C吕0710,720。50‘66幻.67一--硼翩1.30321.33-一栩浏恻晰581。59一-一-05202。422432。4B2462。472。482。497手工敲平校直、整形时间定额7.1手1二敲平、校直、整形准终时间(见表7)
oz/T0101.7一94表7序号工作内容时间1清理工作台面2.o2准备工具、角尺、榔头3.o3用卷尺、卡尺、角尺测童5.04堆放工件3.05送检验,点数2.06合计157.2弯边后手工整形时间定额(见表}8)
Dz/T0101.7一94表8400600200时间娜0.350.400.500.600.801.000.70-曰0.450.520.640.760.960.88-1.360.580.680.820.95890.740.881.39.67I2.010.951.573}2.052.05}2.3989}2.11}2.45}2.212.52}2.832.192.38}2.58}2.93}2.783.09}3.37翻2.002.803_0013.2013.5013.503.80】4.00一脚10001200时间2.002.550日03.002.221.842.722.053.232.472.112962.012.343.472.282.752.152.423.222.332.673.732.322.623.062.542.783.502.703.044.022.733.023.403.003.803.133.503.194.323.223.473.7R3.553.664.143.633.954.653.904.004.204.004.204.504.204.505.00
uz/"r0101.7一947.3角钢校直时间定额(见表9)表gL20040060080010001200140016001800lyxy时间}20x202.02.43.03.64.45.48.11025-252.32.83.44.25.16.37.89.51230x302.53.13.94.96.17.69.511.91540X402.83.54.35.36.68.210.112.61650x503.03.8d.75.97.39.211.41七31860x603.54.35.46.88.310.212.715.720注:角铝乘系数0.8,7.4扁钢手工校直时间定额(见表10)11
Dz/T0101.7一94表10Bx616x:,。·:25x:40X440x640x8“。·:70X670x8L时间2001.51.82.02.52.62.83.03.53.84001.7202.22.82.93.13.33.94.26001.92.22.53.13.23.53.64.24.58002.22.52.83.43.53.84.04.75.110002.52.83.23.83.94.24.45.15.612002.83.13.54.24.44.74.95.66.114003.23.54.04.74.85.25.56.26.716003.63.94.45.25.45.76.06.87.418004.14.45.05.76.06.36.77.58.220004.65.05.66.46.67.07.48.38.922005.35.56.2了。17.47.88.19.19.824006.06.57.08.08.28.69.0101212
UZ;T0101.7一94了-5钢板手工敲乎时间定额(见表11)表11}L200400600一a123123I23B时间1000.50.60.70.81.21.31.21.41.62000.60.70.91.01.41.61.41.72.03000.90.81.11.21.71.91.72.12.44001.11.11.41.42.02.42.02.52.9一5001.21.31.81.72.42.92.53.13.66001.5I62.32.02.83.62。93.84.47001.81.92.92.43.34.33.54.65.48002.12.33.62.93.95.34.15.66.69002.22.84.63.44.66.55.06.98.110002.53.56.04.25.58.06.0851013
Dz/T0101.7一94续表11L80010001500d123123123.⋯⋯B时间1001.82.0252.22.83.23.54.04.52002.22.43.02.63.33.84.24.75.33002.62.93.63.24.04.55.05.66.24003.13.54.33.84.85.45.86.67.45003.74.35.24.75.76.46.87.88.76004.45.1‘.25.66.87.58.19.1107005.36.27.56.88.28.99.311128006.37.58.98.210111113149007.59.11110121314巧1710009.01113121415161820注:铝板乘系数0.80铜板乘系数0.9.钢板轧平时间定额下作内容:根据材料厚度调节上下。起动轧平机轧平。7.6.2准务与终结时间30min,7.6.3轧平时间定额(见表12)。
nZ/T0101.7一94表12B200400600d123}2一12}L6"寸IE习2000.30.40.40.40.40.50.40.50.64000.40.50.50.50.50.60.50.60.76000.50.60.70.60.60.80.60.80.98000.60.70.80.70.81.00.81.01.210000.80.91.10.91.01.21.01.21.412001.01.11.31.21.31.51.31.51.814001.21.41.61.51.61.91.61.82.316001.61.72.11.92.12.42.02.32.818002.02.22.82.42.6302.52.83.5巴告二.已.....竺竺竺竺竺竺竺竺竺,里竺巴B8009001000a123}2{}2{L8;士作习0.91.02000.50.60.70.70.80.90.81.24000.60.70.9e.91.01.11.01.16000.80.91.11.11.2‘·气1.21.31.51.61.51.61.88001.01.11.31.31.51.82.02.210001.21.41.61.61.81.912001.51.81.9一{1i22.22.42.32.52.72.92.83.03.314001.92.22.42.52.716002.42.72.93.13.43.53.43.74.118003.03.43.63.84.04.24.24.55.015
DZ/T0101.7一948手工彼圆角时间定额8.1工作内容:把专用敲模夹在台虎钳上。敲圆角。堆放工件。8.2准终时间15mino8.3敲圆角时旬定额(见表13)
DZ/T0101.7一94表13h203040R8l215811l5!一lL‘比寸作〕1000。81。01。21l1.31.41.2141。62000。91。11.31。21.41。51.31.5173001。01。21.41。31.5161.41.61。84001l131。51。41。61。71.51。72。05001。21。41。61。51。71。81。61.92.16001。31。51。71。61。92一01。82.02。27001。31.61。91。82。02。21。92。22.48001.41.72.01。92。22一32。02。32.69001.51。92.22.12.42。52.22。52。810001。62.02.32.32。52.72。42.72。911001。82。22。52。52。83.02。62。93.2,....一一一.一.口一一卜.一叫一一~h506070R8l2l58}!l5二!L肠寸作习1001.5161。81.61.82。01.82。02。12001.61。71.91。71。92。1192。12。23001。71.82.11。82。12。32.12。32。44001.82。02。22。02.22。52。2252。55001。92.12。32。12。42。6242.62.86002。12.32。52。32。52。82。62.83。07002。32。42.72.42。73。0283。03.28002。42.62.82。62.93.23。03。23。59002.62。83.12.83。13.43。33.43.810002.83。03一33。03.33。73.53。74。111003。03。23.53.23.64。03.84。04.5注:本表以敲一只角为单件时间,四只角则乘4。l7
Dz/T0101.7一949铝板析边时间定额9.1工作内容:用方木棒(拍板)(敲报摩边,2将工件边缘压扁成叠边。堆放工件。9.2准终时间15min,9.3折边时间定额(见表14)。mL
nz/T0101.7一94表14L100200300400500600700占B时间j101.51.82.12.53.03.7‘4.41201.82.12.52.93.44.04.7302.02.32.73.13.74.35.0101.82.12.52.93.44.04.71.2202.02.32.73.13.74.35.0302.32.63.03.54.14合5.6102.02.32.73.13.74.35.01.5202.22.52.93.44.04.65.4302.52.83.33.吕4.45159‘......~...‘.网.,.叫-.叫.目.,L80090010001100120013001400占B时间105.06.07.08.410.012.014.01205.76.77.99.311.012.515.0300.67.18.39.812.013.016.0105.76.87.99.310.813.315.01.2200.67.18.39.811.613.616.0306.77.99.211.012.514.517.0100.67.18.39.811.613.616.01.5206.77.99.211.012.414.517.0307.18.39.611.013.215.018.0注:钢板乘系数1.2。10铝板手工划线剪弯边缺口时间定额10.1准终时间20min,10.2划线剪弯边缺口时间定额(见表15)。1g
DZ/T0101.7一94之表15Hl020304050607080占时间0。52.52。83。03.33.74。04。45。00.83。03。33.74.04。54。95。4601.03.53.94。34。75。25。76。37。0一1.24。24。65.15.76.26.97。68一41.55.05.56.16.77.48.49。110.02.06.06.6738。18.99811。012。0往:钢板乘系数1.1。1箱盖、底焊接后锉平焊疤、整形时间定额1.1工作内容:锉焊疤。用整形模整形。堆放工件。11.2准终时间Zomin11.3钢板锉平焊疤、整形时间定额(见表16)。20
Dz/T0101.7一94|少。表16<1000t501015202530354045hr二时一间B10.012.015.03.03.54.56.08.08.510016.03.33.95.06.68.79.211.013.020017.03.74.45.67.39.510.012.014.030018.04.25.06.48.110.011.013.015.040012.014.016.019.04.65.67.29.011.050015.018.021.05.26.38.19.913.013.0600一一22.05.87.09.111.014.014.017.019.0700一24.08.010.012.015.016.018.020.06.48008.912.014.016.017.020.022.025.07.290013.0巧.018.019.022.024.027.08.010.0100021
nz/T0101.7一94续表16L<1000h5560石5707580859095B时间1002001719l一300182021400192122245002022242628600222425272832700232527282933358002526283心31353739900262830313336384146100028303233353840434811.4铝板箱盖、底焊接后锉平焊疤、整形时间定额(见表17)。
Dz/T0101.7一94表17L《1000h10152025303540B时间月1004.04.55.57.08.510.011.02004.45.06.17.79.311.012.03004.95.56.88.510.012.013.0.4005.46.17.59.311.013.014.05006.06.78.310.012.014.016.06006.77.49.211.013.015.017.07007.48.110.012.014.016.018.08008.29。011.013.016.018.020.09009.19.813.015.017.019.022.0100010.011.014.016.019.021.024.023
DZ/T0101.7一94续表17L成1000h45505560657075⋯⋯B时间100l4l7l92022242620015l8202123252730016192l22252729400l7202224262830500182l242527293260020222526293133700212426283l333580023262830323437900242729313436381000262931333638401·5铜板箱盖、底焊接后锉平焊疤、整形时间定额(见表18)。
DZ/T0101.7一94表18(1000Ll0l52025303540I时间B1003.54.04.86。58.49。011.0200394.55.37.19。19.812.03004。35.06。0789.911.013.0.4.85.66.7-4008。611012.014.0一一一了5.3637。59.512。013。050015.05.97.08.410.713.014,017.0600‘7006。77.99.412.014.015.018.07.38.810.413.015.017.019.08008。09.812。014.517.018.021.09009.011。013一016一018.020一0100023.025
Uz/"r0101.7一94续表18L成1000H45505560657075,B时间10013.016.018.020.022.023.025.020014.017.019.021.023.024.026.03t川18.020.022.024.025.628.015.040016.019.021.023.025.027.029.05仇!17.020.022.024.027.028.031.06《)()19.022.024.026.028.029.932.070020.023.025.027.030.031.634.080021.025.027.029.031.033.336.090023.026.028.030.033.035.138.0100025.028.030.032.035.037.040.012型材作业时间定额12.1型材落料准终时间定额(见表19)。表19时间,犷号I作内容接受任务、熟悉图纸、计算尺寸3.0t,到仓库领料10.05.03准备工夹具、角尺、卷尺等10J做靠山2.0匀送检验、点数30总1}26
n7./T0101.7一9412.2型材落料时间定额(见表20)。表20L30040050060076090090010001100型号时间洲XC712一1-月xC1.42.02‘2712一2州XC712一32.02‘3到-XC2.02.22.32.57124洲2.32..52了ST,27
Dz/T0101.7一94续表20G12001300140015001600170018001900}2000型号时间XC712一12.32.52.83.13.43.74.14.55.0XC712一22.62.93.13.43.74.04.44.85.2XC712一32.73.03.23.53.84.14.54.95.3XC712-43.03.33.63.94.24.65.05.56.0ST,3.23.63.94.24.65.05.56.06.512.31材校直时间定额12-3.1工作内容:清理工作台面。用木都头作直。堆放工件。12.3.2准终时间15min12.3.3校直时间定额(见表21)。28
Uz/T0101.7一94表21L30040050060070080090010001100型号时间XC712一12.02.22.42.62.83.03.33.53.8XC712一22.22.42.62.83.03.23.53.84.0XC712一32.52,72.93.13.33.63.84.14.5XC712一42.83.03.23.43.74.04.24.54.8ST,3.03.23.53.74.04.34.65.05.3Jes一、‘‘叫,.只..一一-L120013001400150016叩1700180019002000型号时间XC712一14.24.54.95.35.86.36.87.48.4XC712一24.44.75.05.56.06.57.07.58.2XC712一34.85.05.56.06.46.97.48.08.5XC712一45.05.56.06.36.77.27.78.39.0ST,5.76.06.67.07.68.08.79.41012.4掣材弯形准终时间定额12.4.1型材弯形准终时间(见表22)。29
DZ/T0101.7一94表22序号工作内容时间1接受任务,熟悉图纸2.02计算尺寸2.03清理场地,堆放工件5.04做定位105送检脸,点数I。0总计2012.4.2型材弯形(手动弯型机)时间定额(见表23)。止或表23{儿3004006007008009001000lIH时间Ibp0.5{0.60.70.91.11.31.62.02(川0.60.70.91.01.21.51.82.231,10.70.81.01.21.41.72.02.44I夕笼)0.81.01.11.31.61.92.22.65000.91.11.21.51.72.02.42.860n1.01.21.41.61.92.22.63.03O
Dz/T0101.7一941a钢板点焊时间定额13.工作内容:调n上下间隙。修正上下点焊触头。堆放工件。13.2准终时1F720min。13.3点焊时间定额(见表24)。
Qz/T0101.7一94表24工件长度<1000点焊长度1002003加400500600700800900工件宽类型时间钢板与钢板0.50.60.70.91.01.31.51.92.1300钢板与扁钢0.70.81.01.21.41.72:12.53.0钢板与钢板0.60.70.91.11.31.51.92.32.7600钢板与扁钢1.01.21.41.72.02.42.83.44.0钢板与钢板0.81.01.11.41.61.93.32.73.3900钢板与扁钢1.11.习1.31.82.22.53.0364.2钢板与钢板1.21.41.72.02.32.73.23.74.41200钢板与扁钢1.51.82.12.42.83.33.84.55.3钢板与钢板1.31.51.82.12.52.93.44.04.71500钢板与扁钢1.61.92.22.63.03.54.14.8一~,~~.,.禅目‘..‘.,一工件长度<1000点焊长度100011001200130014001500160017001800工件宽类型时间钢板与钢板2.73.23.94.75.66.88.29.912.0300-钢板与扁钢3.54.25.16.17.28.711.012.015.0钢板与钢板3.84.04.85.87O8.510.012.015.0600·钢板与扁钢4.75.66.6了.79.311.013.015.518.0钢板与钢板3.94.75.56.67.99.411.013.016.0900。钢板与扁钢5.05.97.08.29.711.014.016.019.0钢板与钢板5.26.07.18.410.012.014.016.019.01200-钢板与扁钢6.27.28.49.912.014.016.019.022.0钢板与钢板5.56.57.68.911.012.014.017.020.01500钢板与扁钢6.67.79.010.012.014.017.020.023.032
oz/T0101.7一94续表24工件长度1000-1500点焊长度1002003004005加600700800900工件宽类型时间钢板与钢板0.60.70.91.01.21.5LS2.12.5300钢板与扁钢0.80.91.11.31.61.92.22.63.1钢板与钢板0.70.81.01.21.41.72.12.53.0600·钢板与扁钢0.91.11.31.51.82.22.63.23.8钢板与钢板0.80.91.11.41.61.92.32.73.3900钢板与扁钢0.91.11.31.61.92.22.73.23.9钢板与钢板0.91.11.31.51.92.22.63.13.71200-钢板与扁钢1.01.21.41.72.02.43.03.64.3钢板与钢板1.11.31.51.82.12.53.0多.54.1巧00钢板与扁钢1.21.41.72.02.42.83.33.94.7一:一一-一---一~.工件长度1000--1500点焊长度100011001200130014001500160017001800工件宽类型时间钢板与钢板3.03.74.45.26.37.59.01113300钢板与扁钢3.64.45.26.27.38.7101215钢板与钢板3.54.25.16.17.38.7101315600钢板与扁钢4.55.46.47.79.211131619钢板与钢板3.94.75.66.67.99.三111316900钢板与扁钢4.65.66.98.09.612141720钢板与钢板445.26.27.58.9111315181200钢板与扁钢5.16.17.48.810.212.3151821钢板与钢板5.05.76.98.110111316191500钢板与扁钢5.66.67.9卜9.4111316192333
DZ/T0101.7一94续表24工件长度1500-2000SDI900点焊长度1002的3004005加600700工件宽类型时间钢板与钢板0.70.81.0I21.41.82.02.42.93003.5钢板与扁钢0.91.11.21.51.82.12.52.9钢板与钢板0.81.01.11.31.61.92.22.73.2600.钢板与扁钢1.01.21.4生.72.02.42.83.44.0钢板与钢板0.91.11.31.51.82.12.53.03.5900钢板与扁钢1.11.31.51.82.22.63.13.64.3钢板与钢板1.01.21.41.72.02.32.83.33.61200钢板与扁钢1.11.31.61.82.22.63.13.74.4钢板与钢板1.11.31.51.82.22.53.03.64.21500钢板与扁钢1.2L.41.72.02.42.83.44.14.9一一一一工件长度1500-2006点焊长度100011001200130014001500160017001800工件宽类型时间钢板‘于钢板3.口4.04.85.96.98.39.81214300钢板”于扁钢1.14.95.86.98.19.6111316pti板与钢板3.8485,3637.58.9It1315600钢板与扁钢4.75.66.77.99.411131619钢板与钢板425,0597.18.4l0l21417900钢板与扁钢5.16.17.28.510.11214.216.920钢板‘。钢板4.6.5.56.67.79.19.71315181200IM板与扁钢5.2七,27.4吕.810.412.414.817.621钢板r_钢板5.05.96.98.29.2111416191500钢板与扁钢5.97.08.39.91214172024注:钾点间距为IS一20.m,3牙
DZ/T0101.7一94吸月.,.薄钢板预弯、滚回、排回时间定额.月.月.准终时间(见表25)。表25序号工作内容时间1调节滚圆机间隙5.02清理工作台面2.03准备工具5.04堆放工件2.0产甲5送检验、点数~1.0总计)1514.2筒体预弯时间定额(见表26)。
Dz/T0101.7一94表2L2003伪500d0.50.81.00.50.81.00.50.81.0劝时间1002.02.53.02.8‘3.24.03.54.05.02002.22.73.33.03.54.43.94.45.53002.43.03.73了3.94.94.34.96.04002.73.34.13。‘4.35.44.85.46.65003.03.64.63.94.86.05.46.07.36003.34.05.14.25。36.66..06.68.17003.64.45.74.65.87.3677.38.98003.94.96.45.06.58.17.4819.89004.45.47.15.47.29.08.39.011.010005.06.08.06.08.010.09.310.012.0注:铝板乘系数0.8。14.3钢板滚圆时间定额(见表27)。3心
Dz/T0101.7一94、表27L200300500a0.50.81.00.50.81.00.50.81.00时间1002.02.53.02.53.04.03.04心5.02002.43.03.63.03.54.63.54.65.73002.94.23.54.25.34.25.36.63.54003.44.24.94.04.96.24.96.27.65的4.15105.94.吕5.87.15.87.1吕.76004.85.97.05.66.88.36.88.310.07005.87.08.36.68.09.68.09.612.08007.08.49.87.89.411.09.411.013.59008.310.012.09.211.013.011.013.015.6100010.012.014.011.013.015.013.015.018.014.4筒体排圆时间定额(见表28)。37
inz/T0101.7一94表28L200300500d0.50.81.00.50.81.00.50.81.0价时间1003.04.05.04.05.06.05.06.07.02003.64.65.84.75.86.95.87.08.13o4.35.56.75.56.78.06.78.29.54005.16.47.96.57.99.37.99.611.05006.17.59.27.79.211.09.211.013.06007.38.911.09.111.013.011.013.015.07008.610.013.011.013.015.013.015.018.080010.012.015.013.015.017.0巧.018.021.090012.014.017.015.017.020.017.021.024.0100015.017.020.018.020.023.020.025.028.0注:铝板乘系数0.8。15冷、热铆钉时间定额15.1准终时间(见表29)。仁习片半圆头卜扁平头Q=3g
Dz/T0101.7一94表29序号工作内容时间5.01到仓库领铆钉5.02准备工具(榔头、铆克、斜口钳)5.03紫铜、铁铆钉退火清理工作场地4.041.05送检验、点数总计2015.2铝铆钉冷铆时间定额(见表30)。铆接型式(见图:A,B、C)。(A)(B)(C
Dz/T0101.7一94表30铆钉只数2468101214161820D类型时间A1.001.201.501.902.402.903.604.505.607.002.0B1.401.802.202.803.504.405.507.008.8011.0.C1b、?003.304.105.206.608.4010.613.5}一}I112.60A1.201.501.90:.403.003.804.806.007.509.50.{2.5B1.501.902.403.003804.806.207.809.9012.5C1.802.302.903.了04.705.907.509.6012.215.5A1.401.802.202.803.604.505.707.209.0011.53.1B1.602.002.603.304.205.306.808.6011.014.0C2.002.503.204.七,)5.106.508.2010.413.217.0A1.501.902.403.C3.804.806.007.509.5012.01(!B1.802.302.903.704.705.907.609.6012.215.5C2.002.503.204.105.206.708.5010.814.017.5
DZ/T0101.7一94续表30铆钉只数22242628303234363840D类型时间1A8.008.609.209.9010.611.312.213.014.015.02.0B11.512.413.414.8I115.616.918.319.721.323.0C14.015.016.217.418.720.221.723.325.127.0A10.010.711.512.413.314.315.316.517.719.02.513.0}14.015.016.017.418.720.021.623.025.0C16.0I17.218.520.021.423.025.027.829.031.0一A12.0I13.014015.016.017.218.520.021.423.0划巧.0}16.017.018.219.520.822.223.725.027.0C16.0}19.421.022.524.026.028.030.033.035.0A13.0}14.015.‘)16.017.418.7201121.623.225.04.们16.0}17.018.520.021.523.025.026.828.831.0C18.0}19.421.022.724.526.42月631.033.036.015.3铁、紫铜铆钉热铆时间定额(见表31)。铆接型式(如图:A,B、C)。41
Dz/T0101.7一94(a)(A)表31铆钉只数2468101214161820n类型时间A1.31.62.02.63.24.05.16.48.0102.0B1.62.02.53.14.04.96.17.69.512C1.82.32.83.64.55.67.18.91114A1.51.92.43.03.84.86.07.61议5122.5B1.82.32.83.64.55.67.18.91114C2.02.53.24.05.06.38.0101316A1.62.0’2.53.14.04.96.17.69.5123.0B2.02.5‘3.24.05.06.38.6101316C2.22.83.54.45.67.19.0111418A1.62.02.53.14.04.96.17.69.5124.0B2.22.83.54.45.67.19.0111418C2.53.13.94.96.17.79.612151942
Dz/T0101.7一94续表31铆钉只数2224262830323436384(〕n类型时间雄A11.012.012.713.614.718.020.021.02.013.014.015.016.518.0半23.025.027.0c15.016.317.719.220.826.428.731.日A13.014.015.016.017.4木21.623.025.112.6R15.016.3.7719.220.8亚26.428.731.11C17.018.420.021.623.4牢30.032.035.0A勺3.幻14.015.016.518.0淤23.025.027.03.017.018.420.021.623.430.032.035.0c19.020.622.324.026.0亚33.036.039()A13.014.016.016.518.0业23.025.027.04.019.120.622.324.026.033036.0一39.0C20.021.623.325.227.234.337.010.016手工锡焊时间定额16.1准终时间(见表32?。43
Dz/T0101.7一94表32序号工作内容时间1生炉子202准备工具(钳子、烙铁、焊锡条,刮刀等)5.03配制抓化锌溶剂109领工业茶叶浸洗焊锡件5.05锉修烙铁头5.06清理工作场地3.07送检验,点数2.0总计516-2手工锡焊时间定额(见表33)。锡焊型式(如下图)。(A)(B)
DZ/T0101.7一94表33类型AB1.2占0.50.81.01.20.50.81.0L时间3.23.51002.02.52.83.02.53.04.12002.63.03.23.53.03.53.73002.93.53.84.13.54.14.44.84003.4沂4.14.54.84.14.85.15.65004.区5.25.64.85。66.06.6.4.16004.95.76.16.6,5.76.67.07.77005.96.77.17.76.78.08.29.08007.17.98.49.08.09.09.6119008.59.49.8119.4111112100010111212111213141100L2131314131415171200151616171617182017手工蔽咬扣缝、敲边时间定额17.1敲咬扣缝时间定额(见表34)咬扣缝型式(如下图)。45
Uz/T0101.7一94巨目知二全,(A)为(C)表34类型ABCd0.50.81.00.50.81.00.50.81.0L时间1001.01.21.41.11.31.51.71.92.02001.21.41.41.61.92.02.32.51.73001.41.72.01.72.02.32.52.83.04001.72.02.42.12.52.83.03.43.75002.02.52.92.73,13.53.64.14.66002.42.93.43.33.习4.34.35.05.77002.93.64.14.14.75.35.26.17.08003.54.34.95.15.86.76.27.48.69004.25.25.86.47.38.17.59.11110005.06.57.08.09.0109.5111317.1.1准终时间30min17.2手工向外敲边时间定额(见表35)敲边型式(如下图)。17-2.1」二作内容:
Uz/T0101.7一94戈N敲边线。用淬口榔头敲边;堆放工件。17,2-2准终时间30min,17.2.3敲边时间定额(见表35)。之表35敲边宽度51015--.‘‘0.50.81.08。.。!0.81.00.50.81.0}0时间5.56.53.53.04.55.54.51002.53.07.64.23.65.36.45.36.52003.03.68.85.04.46.27.56.37.63003.54.48.77.48.910.05.26.05.37.34004.28.711.012.07.06.58.510.05005.06.312.014.08.77.710.012.010.06005.97.615.016.010.09.5I2.Q14.012.07007.19.217.019.012.014.016.014.08008.411.012.519.017.020.022.015.014.016.090010.013.026.019.022.020.024.0100012.016.016.017.047
Dz/T0101.7一94续表35敲边宽度20253080.81.01.20.81.01.20.81.01.20时间1005.56.57.57.08.09.08.5g09.52006.47.58.68.09.210.09.010.011.03007.58.410.09.310.012.011.012.012.04008.810.011.011.012.013.013.013.014.050010.012.013.012.014.015.014.015.016.060012.014.015.014.016.018.016.018.019.070014.016.018.016.018.020.019.020.021.080018.019.020.019.021.023.021.023.024.090019.022.023.022.024.026.025.026.028.0100023.025.027.025.027.030.028.030.032.0说明:本表a"t间以碳钢为标准,不锈钢乘系数1.2。h1板乘系数。8。Q板乘系数0.9。
WIT0101.7一94月n.o.切割与焊接时间定额月n.工.U1焊接时间定额的计算氧乙炔焊时间定额用公比法计算。::电弧焊时间定额用下式计算:尸·L.pTa=(min)a.1.60式中:F-焊缝的横截面积,mmssL-悍缝的长度,mm;P-熔化金属的密度,g/mm“;a—熔化系数,g/A.h;1—电流,Ao电弧焊布休系数,K二16.5,18.2焊缝形状及焊层分布(见表36)。表36名称焊边情况焊缝性质埠缝横断面单面加强焊接嘛月卜下欢邓对接缝不开坡口双面加强焊接7/77攀皿,单面坡口焊缝侧不不匆翰呆哥对接缝开坡口双面坡口焊缝X压藻笋一搭接缝不开坡口普通焊缝位气进卫‘
Dz/T0101.7一94续表36名称焊边情况焊缝性质焊缝横断面搭接缝不开坡口加强焊缝}血叠习普通焊缝”杯头刀T形接缝不开坡口加强焊缝阶黔哪/乙乙今少7/川端面接缝不开坡口普通焊缝特蛛张争18,3焊缝位置(见表37)。表37妈t缝位置焊焊缝
Dz/T0101.7一94续表37编号焊缝位置图形2横焊焊缝1p3立焊焊缝超4仰灼焊缝V萝1召///月侧F///尸l/上_」民/5环焊焊缝鹰__袜黔一]18.4手工氧一乙炔气切割钢板时间i&4.1L:作内容:戈以线;按线切割;
nz/T0101.7一94架空垫平钢板。18.4.2准终时间60min,18.4.3切割时间定额(见表38)。表38L1002003004005006007008009006时间81.01.21.51.82.12.63.03.74.51O1.21.41.72.02.42.93.44.04.8121.41.61.92.32.63.13.64.35.0141.61.92.2252.93.43.94.65.3161.82.12.42.83.23.74.24.95.6182.02.32.63.03.54.04.65.26.0202.22.52.93.33.74.2咬.85.56.3L100011001200130014001500160017001800lS时间85.05.56.16.77.48.29刀1011105.35:96.57.28.08.8IO1112125.66.26.97.78.59.4111213146.06.77.48.29.110111214166.37.07.88.69.611121315186.67.48.49.41112131517207.07.98.9101113141618手工氧一乙炔气焊低碳钢板时间定额18.:.,工作内容按工艺图纸要求焊接。r52
Uz/T0101.7一9418-5-2准终时间20min。18-5.3气焊"a7定额(见表39)。表39L20406080loo120140160180占时间0.习0.40.50.50.60.70.80.91.01.21.00.50.60.70.80.90.91.11.31.51.20.60.70.80.91.01.21.41.51.81.50.7Q80.91.01.21.41.61.82.02.00.80.81.01.21.41.61.82.02.33.01.41.61.82.02.3263:03.43.8L200220240260280300-320340360二,d时间0.81.41.51.82.02.32.63.03.44.01.01.71.92.22.52.93.33.8-4.35.01.22.02.32.63.03.43.94.55.26.01.52.32.73.13.54.04.65.36.17.02.02.73.03.54.04.65.36.06.98.03.04.45.05.66.47.38.29.41112往:铝板乘系数1.3。18.6手工氧一乙炔气焊铜板时间定额18.6.1〔作内容按工艺图纸要求焊接18,6.2准终时间20min.1a.6.3气焊时I可(见表40)。53
DZ/T0101.7一94表40L2040608O100120140160180占时间0.80一60一70.70.80.91。01.11。11.21.00一80。90.9101。21.31.41.41.51。21.0]l1.21.31.51。61.71。81.91。51。41.51.61.7192.12。22.32.42.01.61。71.81.92.22。42.52.627301.81.92。0222.52。72。93。03lr~~,I,一.!!一.,卜L1220240260280300320340360占时间081。31.41。51.7l82。02。12.42.61.〔11.61。8:.。2.12。32。52.72.93。21.22.笼洛2。22。32.52.72.9323。4381.52.62,72.93.1333.6384.145I2.02.93.13.63.84.1444.75.23。03.43.63.94.24。54.85.25.66.0注:厚Zmm以卜接失)}:坡口。1已了手!:毓弧焊不锈钢铝板对接时间定额(见表41)准终时间Zomin。54
Dz/T0101.7一94表41L1002003004005006训700800900占时间12.02.22。52。83一23。54.04。45.01.52。32。62.93。23。64.14.55.05.722.83。13.53.94.34。85.46.06。733。13一43。84。34。85一46.06.67.4份‘-一目.‘.叫一~‘.L1000110012001300140015001600170018000....’甲.’1!时间占l5.66。27.07。88.798ll12111.56.47l8.09.0l011l3141627.58.39.3l0l2l314l61838.393l012l31416182018.8手匕电弧焊碳素钢对接单面焊接时间(见表42)。汀{终时间4omin。-~,~~--,,,,,,~~~下共艺尺寸占Ceb1。542l6311。51.58415S
nz/T0101.7一94表42焊接lm时间焊缝层数焊条直径电.流厚度(层)mAmTionmTinB(K%)mTin,y212556.51.016.58.7313.2806.71.016.59.0一一l413.2957.51.016.51018.9手工电弧焊碳钢对接双面焊接时间(见表43i。准终时I4140min.工艺尺寸6ce6一.l2116311856
uz/T0101.7一94表43焊接lm时间厚I"l-v缝层数焊条直径电流(层)lbAmTionmTiBnKTm,iqn,吸%)一222807.5216.511323.2958621CS12423.211011216.51518-10手工电弧焊碳钢对接V坡口焊接时间(见表44)。准终帅可60nin.工艺尺寸占ceP6口411.51860"61.51.51106081.51.51.5106010222126012222126014222146057
Dz/T0101.7一94表44焊接1m时间厚度灯缝12数炸条rIfs电流(J长)0AT单mTionmTiBn(K%〕1】In1l3.211012116.515.1毛几,I18513116.516.38,I18516l16.519.8103124518.6116.522.8123」21522116.526.8lI343(1023.7116.528.8祀.11手工电弧焊碳钢对接V坡口焊接时间(见表45)0(i终时间60min0艺尺寸八cbeelb,a0-II8l.51.5360〔i1.5101.51.546082101.51.56601021222760l221222760l!1一1422860aft
Uz/T0101.7一94表45焊接1m时间叮度炸缝层数焊条直径电流(层)0AmTionmTsin(K11)Tmrc,in423.211015。8216.520.763418016.2216.521.284421019.2216.521.7104421523.3216.529.5124527523.8216.530115530028.3216.53518.12手丁电弧捍碳钢对接X坡曰双而焊缝时间(见表16)准终时间60min。占P6c已a。1621O22600182122260020214226002221622600242162260026218226002821822600302202260059
DZ/T0101.7一94表46焊接1m时间厚度焊缝层数焊条直径电流l(层)劝AmTionKmTin9(%)二:1655245巧.5416.522.7185524521616.531.4205524527.7816.541.6226524535.41016.552.9246524542.41216.563.4、266524551.91416.576.828I524555.81616.583.63日7O24566.818IF.598.818.13不工*-g1Q焊碳钢T型接缝时间(见表47)。准终时间60min。sC
Dz/T0101.7一94表47焊接1m时间焊角高P1,缝层数炸条直径电流打(层)0AmTinamTisnK仁%)mTi,n312.5803.4116.55.10413.21104.3116.56.205241305.7216.59.006251606.8216.510.28352208.7316.513.2、103524512.2316.517.7124524517.6416.525.0146524524416.532.6168524531.3516.542.31810524539.6616.553.02012524548.9716.565.02214s24559.2816.578.318.14角钢组装点固电弧焊焊接时间(见表48)。准终时{司4Qmin,亘亘(b)罗(c)61
DZ/T0101.7一94表48fltk!1一{蓄灯接批蓄焊接工Ir口b亡规格时间3x201.01.0131.21.50.8、一l3x251.01.11.11.41.31.63x301.11.21.21.51.41.74x401.21.31.31.61.51.95x501.31.51.41.81.62.15x701.41.61.62.01.8258x60).81.81.72.22.02.88x8oto2.0工.82.52.工3O18.15槽钢组装手I电弧焊点PrIN接时间(见表49)。准终时IHI30min.爪~.~场~.~钧~一军二国III一,)I(a)(b)f;2
Dz/T0101.7一94表49组装点Pd焊接组装点卜11灯接C序ab规格时间501.51.71.82.U651.62.01.92.2851.72.52〔)2.6100182.82.13.01202.03.02.23.4‘工402.13.22.43.81602.2352.64.01802.34.02.8].563
Dz/T0101.7一94附录A索引(参考件)表1布置工作地、休息与生理需要时间·........................................................................2表2龙门剪板机落料准终时间定额··································..·.·····....·..·..·............⋯⋯3表3龙门剪板机落料时间定额价··⋯”··”·‘···································.·..·..·..·..·..·..·....⋯⋯4表4油压机、闸床弯边准终时间定额·······”···············,·····”·········..·..·.⋯⋯“..·..·.⋯⋯5表5油压机弯边时间定额··甲··”·”·······,·,·,·····“·······················..·.·.⋯⋯7表6闸床弯边时间定额·····,················,.············‘·················”·”··········..·.⋯⋯8表7手工敲平、校直、整形准终时间“··”················“··”·”·········.·..·..·..·..·..·..·....⋯⋯9表8弯边后手工整形时间定额··········”···“·”····················.·..·..·..·..·..·..·.⋯⋯10表9角钢校直时间定额····””·”·”··········””·”·”·“·········,········”·“···················”⋯⋯11表10扁钢手工校直时间定额.......................................................................................12表11钢板手工敲平时间定额····················”···”················””·”·········.·.⋯⋯13表12轧平时间定额···································”“·”·······················”··············.⋯⋯15表13敲圆角时间定额”·“·‘·················“·························”·····‘··一,.·..·..·.··,..·.⋯⋯17表14折边时间定额·········,.··,················”·········,.········,.·“··“·“·‘····················”·,·⋯19表15划线剪弯边缺口时间定额···················“·”························.·..·..·..·..⋯⋯,.⋯⋯20表16钢板锉平焊疤、整形时间定额··························”··············..·..·..·..·........·....⋯⋯21表17铝板箱盖、底焊接后锉平焊疤、整形时间定额”···················“··”·”·······“·⋯⋯23表18铜板箱盖、底焊接后锉平焊疤、整形时间定额···········”··············,·,·,··,··“·一‘····,一25X19型材落料准终时间定额,················”·”························”·······················.·.⋯⋯26:?,}20型材落料时间定额·······························”······················..·..·..·..·······.·.⋯⋯27表21校直时间定额······················””······················”·”·············..·.······”····.·.⋯⋯29表22型材弯形准终时间·····,···········“,’·‘···,,················”·························“,..·.⋯⋯30表23型材弯形(手工弯型机)时间定额·····,’····””······,.··,.·······“,.···”.·..·..·..·..·....⋯⋯30表24点焊时间定额·······································,.·······”··”,.·······⋯⋯.,,⋯⋯32表25准终时间·...................................................................................................35表26筒体预弯时间定额······················,················,·····”··”······,···········“·“··,.·⋯36表27钢板滚圆时间定额“·····················甲··········‘·········,··,·“··“““········,········‘····”,“.37表28筒体排圆时间定额··⋯⋯‘··········,.················“···························”··“····⋯⋯38表29准终时间························································,.··························⋯⋯.39表30铝铆钉冷铆时间定额·,················”·”···········,·········”·················一,⋯⋯40表31铁、紫铜铆钉热铆时间定额··”········,,·········“·‘······,············”··············.·.⋯⋯42表32准终时间··························“··············“··,.···”·”···········,.··“·············⋯⋯44表33手工锡焊时间定额“···············“”···”·············“···”··············一,·.⋯⋯45表34敲咬扣缝时间定额···············”··”·········““·”··””·”················“·“·“···”······⋯⋯46表35手工向外敲边时间定额................................................................................一47表36焊缝形状及焊层分布······,’··”··“,.·····,.·······“··”··,.··········..,..,..·..·.·.··.·.⋯⋯49表37焊缝位置·······”·················”···············“······················“···············⋯⋯50表38切割时间定额······”··-············“·”·········⋯⋯.:.··”·”···········..·..·..·..·..·..·....⋯⋯52几:
Uz/T0101.7一94表3,气焊时间定额·,·“··‘··‘···········,·“‘·‘··“·”·······二·.....................................................53表40气焊时间”·”·”·············“·”····”·”······,.···”·”·”·“··””···”··”······················⋯⋯54表41手工氢弧焊不锈钢铝板对接时间定额···”··”··”·······························..·.⋯⋯55表42手工电弧焊碳素钢对接单面焊接时间··”·”·····················“··..·..·..·..·..·..·.⋯⋯56表43手工电弧焊碳钢对接双面焊接时间“··“”,”,”······”·”·”···”···················⋯⋯,二,,.57表“手工电弧焊碳钢对接V坡口焊接时间·,.“·“····”“···”·”·”·”⋯,“····,”··”“·⋯⋯,’·58表45手工电弧焊碳钢对接V坡口焊接时间·...............................................................59表46手工电弧焊碳钢对接X坡口双面焊缝时间”···············“·“·········⋯⋯.”·”·.⋯60表47手工电弧焊碳钢T型接缝时间······“·”·”,”·”·”·“···”·”·”·”·”··⋯,·..·..·..·..·..·.⋯⋯61表48角钢组装点固电弧焊焊接时间·.....................................................................一62表49槽钢组装手工电弧焊点固焊接时间“.....................................................................63附加说明:本标准由中华人民共和国地质矿产部提出。本标准由地质矿产部上海地质仪器厂负责起草。本标准主要起草人肖庆云.'
您可能关注的文档
- DZT0101.1-1994地质仪器仪表制造时间定额车床.pdf
- DZT0101.10-1994地质仪器仪表制造时间定额电镀.pdf
- DZT0101.11-1994地质仪器仪表制造时间定额涂漆.pdf
- DZT0101.12-1994地质仪器仪表制造时间定额印制板.pdf
- DZT0101.13-1994地质仪器仪表制造时间定额装配.pdf
- DZT0101.2-1994地质仪器仪表制造时间定额铣床.pdf
- DZT0101.3-1994地质仪器仪表制造时间定额刨床.pdf
- DZT0101.5-1994地质仪器仪表制造时间定额钳工.pdf
- DZT0101.6-1994地质仪器仪表制造时间定额钻床.pdf
- DZT0101.8-1994地质仪器仪表制造时间定额冲压.pdf
- DZT0101.9-1994地质仪器仪表制造时间定额有色金属铸造.pdf
- DZT0102-1994SDJ-78型数字地震检波器.pdf
- DZT0122-1994地质钻孔(井)基本数据文件格式.pdf
- DZT0123-1994石油钻井地质数据文件格式.pdf
- DZT0124-1994水文地质钻孔数据文件格式.pdf
- DZT0125-1994煤田地质钻孔数据文件格式.pdf
- DZT0126-1994固体矿产钻孔地质数据文件格式.pdf
- DZT0127-1994固体矿产矿点(床)地质数据文件格式.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明