

- 288.83 KB
- 2022-04-22 13:32:21 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'FZ/T43016-2003前言本标准的附录A、附录B为规范性附录。本标准由中国纺织工业协会提出。本标准由全国纺织标准化技术委员会丝绸分技术委员会归口。本标准负责起草单位:杭州市质量技术监督检测院、杭州瑞得寝具有限公司、浙江丝绸科技有限公司。本标准参加起草单位:浙江桐乡银桑被服有限公司、杭州红绳纺织品有限公司。本标准主要起草人:顾红烽、童俊、林德方、贾竞、周颖、朱金毛、哪小漫。
FZ/T43016-2003蚕丝被1范围本标准规定了蚕丝被的要求、试验方法、检验规则、标志、包装及贮存等。本标准适用于以桑蚕丝绵、柞蚕丝绵为主要原料,经制胎并和胎套绮缝制作而成的蚕丝被。各种蚕丝混合短纤维纺缝被可参照执行。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB250评定变色用灰色样卡(idtISO105-A02)GB/T291。纺织品二组分纤维混纺产品定量化学分析方法(eqvISO1833)GB/T2911纺织品三组分纤维混纺产品定量化学分析方法(eqvISO5088)GB/T2912.1纺织品甲醛的测定第1部分:游离水解的甲醛(水萃取法)(eqvISO/FDIS14184-1)GB/T3920纺织品色牢度试验耐摩擦色牢度(eqvISO105-X12)GB/T3921.3纺织品色牢度试验耐洗色牢度:试验3(egvISO105-C03)GB/T3922纺织品耐汗渍色牢度试验方法(eqvISO105/E04)GB5296.4消费品使用说明纺织品和服装使用说明GB/T5711纺织品色牢度试验耐干洗色牢度(eqvISO105-DODGB/T5713纺织品色牢度试验耐水色牢度(eqvISO105-E01)GB/T7573纺织品水萃取液pH值的测定(eqvISO3071)GB/T817。数值修约规则GB/T8628纺织品测定尺寸变化的试验中织物试样和服装的准备、标记及测量(eqvISO3759)GB/T8629纺织品试验用家庭洗涤和干燥程序(eqvISO6330)GB/T8630纺织品洗涤和干燥后尺寸变化的测定(eqvISO5077)GB9994纺织材料公定回潮率GB/T9995纺织材料含水率和回潮率的测定烘箱干燥法FZ/T01026纺织品四组分纤维混纺产品定量化学分析方法FZ/T01053纺织品纤维含量的标识FZ/T01057(所有部分)纺织纤维鉴别试骏方法3要求3.1蚕丝被的要求分为内在质量、外观质量和工艺质量三个方面。3.2蚕丝被的质量等级分为特级品、一级品和二级品三个等级,低于二级品的为级外品。3.3蚕丝被内在质量要求按表工规定。
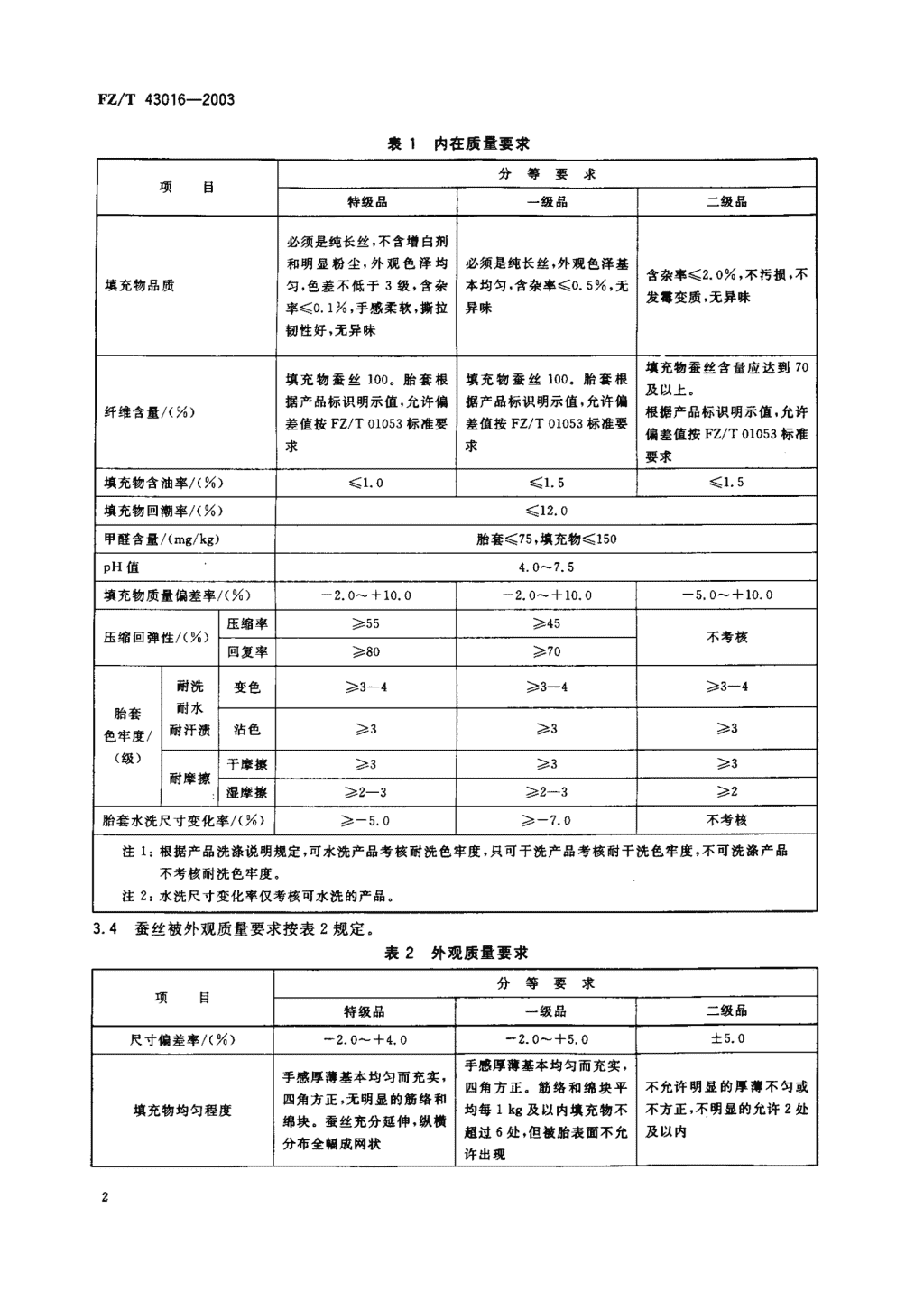
FZ/T43016-2003衰1内在质量要求分等要求项目特级品一级品二级品必须是纯长丝,不含增白剂和明显粉尘,外观色泽均必须是纯长丝,外观色泽基含杂率<2.0%,不污损,不填充物品质匀,色差不低于3级,含杂本均匀,含杂率<0.5%,无发霉变质,无异味率(。.1%,手感柔软,撕拉异味韧性好,无异味填充物蚕丝含量应达到70填充物蚕丝100.胎套根填充物蚕丝100.胎套根及以上。据产品标识明示值,允许偏据产品标识明示值,允许偏纤维含量/(%)根据产品标识明示值,允许差值按FZ/T01053标准要差值按FZ/T01053标准要偏差值按FZ/T01053标准求求要求填充物含油率/(%)蕊1.0<1.5簇1.5填充物回潮率/(%)<12.0甲醛含量八mg/kg)胎套<75,坟充物(150pH值4.0-7.5填充物质量偏差率/(%)一2.0-+10.0一2.0-+10.0一5.0-+10.0压缩率>55妻45压缩回弹性/(%)不考核回复率>$O妻70耐洗变色>3-4妻3-4>3-4耐水胎套耐汗渍沾色>3>3>3色牢度/(级)干摩擦)3>3)3耐摩擦湿摩擦>2-3)2一3)2胎套水洗尺寸变化率/(%))一5.0>一7.0不考核注1;根据产品洗涤说明规定,可水洗产品考核耐洗色牢度,只可干洗产品考核耐干洗色牢度,不可洗涤产品不考核耐洗色牢度。注2:水洗尺寸变化率仅考核可水洗的产品。3.4蚕丝被外观质量要求按表2规定。表2外观质量要求分等要求项目特级品一级品二级品尺寸偏差率/(%)-2.0-+4.0一2.0-+s.o士5.0手感厚薄基本均匀而充实,手感厚薄基本均匀而充实,四角方正。筋络和绵块平不允许明显的厚薄不匀或四角方正,无明显的筋络和填充物均匀程度均每1kg及以内坟充物不不方正,不明显的允许z处绵块。蚕丝充分延伸,纵横超过6处,但被胎表面不允及以内分布全幅成网状许出现
FZ/T43016-2003衰2(续)分等要求项目特级品一级品二级品无破损、无针眼、无污演,色无破损、无针眼、无污演,色无破损、无明显针眼、无明胎套面料花、色差不低于4级,纬斜、花、色差不低于3-4级,纬显污演花斜不高于3%斜、花斜不高于5%缝线、拉链、扣子、耐久性标签等各种辅料的性能和质地应与面料相适宜,无毛刺,拉链辅料咬合良好,松紧适宜,光滑流畅跳针、浮针、漏针每处不超缝针跳针、浮针、诵针每处不超过3针,整件产品不超过3处过1cm,整件产品不超过5处耐久性标签内容符合GB5296.4要求,字迹清楚、耐洗,缝制平服3.5蚕丝被工艺质量要求3.5.1缝迹针迹密度按表3规定。表3针迹密度单位:针/3cm平缝针包缝针项目三角针被套缝}机器绮缝手工绪缝明缝暗缝针迹长Zcm/针针迹密度10及以上8及以上^-5cm/针,针距11及以上}9及以上}8及以上25cm3.5.2缝纫轨迹要匀、直、牢固。相同针迹均匀度为:机缝士1针/3cm,手工缝距士5cm,3.5.3缝纫起止处必须打0.5cm-1cm回针,接针套正,无线头。3.5.4卷边拼缝平服齐直,宽狭一致,不露毛。3.5.5嵌线应松紧适当,粗细均匀,接头要光。3.5.6纺缝针迹平服,无折皱夹布。绪缝图案分布均匀、基本对称。3.5.7丝胎体中纤维应分布均匀、外观色泽无明显差异。长丝绵应每绢均拉直成网状。3.5.8工艺质量分等要求:符合全部要求的为特级品,有一项明显不符合要求的为一级品,有2项~3项明显不符合要求的为二级品。3.6蚕丝被产品的最终质量等级以其各项要求中最低等级评定,低于二级品的为级外品,级外品应达到国家强制性标准要求。4试验方法4.1填充物品质、外观检验在自然北光或白色日光灯下进行,保持检验桌台面中心位置照度不低于750Ix且均匀,桌面平整光滑。检验采用手感、目测,或与标准样对比。色差按GB250标准色卡评定。4.2含杂率的测定,将被胎分成四等份,每份在距被胎边20cm以上任意一个部位取试样2g以上,试样应包含各层。试样合并称量后用手扯松,手拣出杂质,用分度值不小于。.01g的天平称量,按式(1)计算含杂率,结果按GB/T8170修约至小数点后1位。Z=TZ"X100.....................................⋯⋯。⋯(1)刀砚即式中:Z—含杂率,%;3
FZ/T43016-2003-z;—杂质质量单位为克(9);。二—试样质量单位为克(9)。4.3纤维含量的测定按GB/T2910,GB/T2911,FZ/T01026,FZ/T01057等进行,结果按净干含量计算。4.4含油率的测定按附录A进行。4.5回潮率的测定按GB/T9995进行。4.6甲醛含量的测定按GB/T2912.1进行。4.7pH值的测定按GB/T7573进行,胎套、填充物分别取样检测,结果分别考核。4.8填充物质量偏差率的测定,将蚕丝被拆开,取所有填充物用分度值不小于2g的秤称量,按式(2)计算公定回潮率质量,按式(3)计算质量偏差率,结果按GB/T8170修约至小数点后1位。mz(1+R)(2)m,=内千R=““‘”“””“““”””’““”‘”’“”““’式中:m,填充物公定回潮率质量,单位为克(g);ms—填充物质量实测值,单位为克(g);R-填充物公定回潮率(按GB9994标准规定);R,-填充物实测回潮率(按4.5的测定值)。W=m三二2n0X100···························。。·······⋯⋯(3)”艺。式中:W—填充物质量偏差率,Yo;m,—填充物公定回潮率质量,单位为克(g);mo填充物质量规格设计值,单位为克(g).压缩回弹性的测定按附录B进行。:.{。耐洗色牢度的测定按GB/T3921.3或GB/T5711进行,样品中的每个颜色都需进行试验,结果分别取变色和沾色的最低值。4.11耐汗渍色牢度的测定按GB/T3922进行,样品中的每个颜色都需进行试验,结果分别取变色和沾色的最低值。4.12耐水色牢度的测定按GB/T5713进行,样品中的每个颜色都需进行试验,结果分别取变色和沽色的最低值。4.13耐摩擦色牢度的测定按GB/T3920进行,样品中的每个颜色都需进行试验,结果分别取干摩擦和湿摩擦沾色的最低值。4.14水洗尺寸变化率按GB/T8628,GB/T8629,GB/T863。进行,洗涤方法采用4A程序,干燥方法采用A法。4.15尺寸偏差的测定,将蚕丝被抖松呈自然伸缩状态,平摊在检验台上,用分度值为1mm的钢卷尺分别在蚕丝被长、宽向的四分之一和四分之三处测量,分别取平均值,按式(4)计算偏差率,结果按GB/T817。修约至小数点后1位。。L一L.、,__乙=—入IM”.⋯⋯”‘.···...············...···⋯⋯气4)Lo式中:S—尺寸偏差率,%;L,—尺寸实测值,单位为厘米(cm);
FZ/T43016-2003Lo—尺寸规格设计值,单位为厘米(cm)o5检验规则5.1检验分类蚕丝被成品检验分为出厂检验和型式检验两类。出厂检验在每批产品交货前进行。型式检验一般每年进行一次,若发生以下情况时应及时进行:—停产半年以上,重新投人生产时;—生产工艺作重大调整或原材料货源改变,可能影响产品质量时;—国家质量监督机构提出进行型式检验的要求时;—供货合同规定需进行型式检验时。5.2检验项目5.2.1出厂检验项目包括3.4和3.5中的所有检验项目。5.2.2型式检验项目包括第3章中的所有检验项目。5.3组批与抽样5.3.1同一任务单号或同一合同号为同一检验批。当数量较大时,可按所用原料的批号等适当分批。5.3.2出厂检验应逐条进行。5.3.3型式检验按批进行,需在出厂检验的合格批中随机抽样检验。5.3.3.1外观质量和工艺质量检验的抽样数量:-20。条及以下抽样10条;-200条以上至500条抽样20条;-500条以上至1000条抽样30条;—1000条以上抽样50条。5.3.3.2内在质量检验的抽样数量:-200条及以下抽样1条;-20。条以上抽样2条。5.4判定与复验5.4.1出厂检验时,单件产品按所检项目中最低等级评定其最终等级。检验结果将同一等级产品组为等级合格批。5.4.2型式检验时,单件产品外观质量和工艺质量符合3.4和3.5要求,合格率)90,且内在质量符合3.3要求的判定为合格批。否则判定为不合格批。5.4.3如交、收货双方对首次检验结果判定有异议时,可进行复验。复验按型式检验的规定进行,以复验结果为准。6标志6.1蚕丝被的标志应符合GB5296.4规定,内容包括制造者名称和地址、产品名称、规格、纤维含量、洗涤方法和保养贮存方法、产品标准编号、产品质量等级、产品检验合格证明。如有需要,还可包括其他内容。6.2产品规格标注内容应包括长、宽尺寸,填充物质量。6.3纤维含量标注方法应符合FZ/T01053规定,应标注产品内、外套用料和填充物的纤维种类(包括长或短纤维)和含量。7包装与贮存7.1蚕丝被应每条用包装袋或盒独立包装,并附有第6章规定的标志。包装应完整,注意防潮、防污
FZ/T43016-2003损。若还需采用成批包装,则外包装应标明企业名称和地址、产品名称,包装内应附有装箱单,装箱单上应标明产品数量、规格、质量等级。7.2蚕丝被贮存时应防潮、防蛀、防祥、防光照。8其他如供需双方对蚕丝被产品另有要求,可按合同或协议执行。
FZ/T43016-2003附录A(规范性附录)蚕丝被含油率试验方法A.1原理试样在索氏萃取器中用乙醚进行萃取,然后使萃取溶剂蒸发,得到油脂质量,从而求出含油脂量对试样干质量的百分比。A.2试荆乙醚(化学纯或分析纯)。A.3仪器设备—索氏萃取器,接受烧瓶为150mL;—分析天平,分度值为。.1mg;—恒沮水浴锅;—恒温烘箱,能保持温度105℃士3"C;—干燥器,装有变色硅胶;—称量器皿;—定性滤纸。A.4样品在蚕丝被填充物中抽取2份试样,每份质量5g士2g,取样部位应遍及各层。A.5试验步骤A.5.1将接受烧瓶和称量器皿放在105℃士3℃的烘箱中烘至恒量,称取质量并记录。A.5.2将2份试样用定性滤纸包好,大小、松紧适宜。A.5.3在恒温水浴锅上安装索氏萃取器,连接冷却管,接通冷却水,加热水浴锅。A.5.4将2份包有定性滤纸的试样分别放人索氏萃取器的浸抽器内。然后倒人乙醚,使其浸没试样并越过虹吸管产生回流,接上冷凝器。A.5.5调节水浴加热温度,使接受烧瓶中乙醚微沸,保持每小时回流6次一7次.共回流2h,A.5.6回流完毕,取下冷授器,从浸抽器中取出试样,挤干溶剂,除去滤纸,放人称量器皿中。再接上冷凝器,回收乙醚。A.5.7待乙醚基本挥发尽后,将装有试样的称量器皿和接受烧瓶放在105℃士3℃的烘箱中烘至恒量,取出称量器皿和接受烧瓶迅速放人干操器内,冷却至室温,称取质量并记录。注:试样恒量始称时间约120min,连续称量时间间隔约25min.A6试验结果的计算试样含油率按式(A.1)计算:X100···。·。············。·。···········。⋯⋯(A.1)a=而了干m,2
FZ/T43016-2003式中:a—试样的含油率,%;ma,—油脂的干燥质量,单位为克(9);m.2—脱脂后试样的干燥质量,单位为克(9)计算2份试样含油率的算术平均值,结果按GB/T817。修约至小数点后1位。A.7试验报告试验报告应记录下列内容:—说明试验是按本标准进行的;—样品名称、编号;—试验日期;—称量器皿、接受烧瓶的质量;—每份试样的二.l.}.z.a及其算术平均值;—试验中出现的异常情况。
FZ{T43016-2003附录B(规范性附录)蚕丝被压缩回弹性试验方法B.1原理试样在一定的时间和压力作用下,其厚度产生受压压缩和去负荷回弹恢复,测定其不同压力时的厚度值,以计算试样的压缩和回复的性能。B.2设备和工具B.2.1重锤A,质量2kg;重锤B,质量4kg,B.2.2测试压片,质量200g士10g,尺寸20cmX20cm,工作面平整、光洁、不易变形。B.2.3工作台,面积不小于20cmX20cm,工作面平整、光洁,与测试压片工作面接触时吻合平行。B.2.4天平(或秤),分度值不小于0.59。B.2.5钢直尺,分度值不小于1mm,B.2.6计时器,分度值不小于1seB3试验用标准大气与调湿B.3.1调湿与试验用标准大气为20℃士2"C,相对湿度65%士5%0B.3.2试样应在吸湿状态下调湿平衡,如需要,可进行预调湿。预调湿在温度不超过50"C,相对湿度为10%25%的大气中调湿1h.B.3.3试验前,试样暴露在B.3.1规定的标准大气中调湿4h以上至平衡。B.4样品B.4.1试样在距被胎边20cm以上处剪取,应具有代表性且不能有影响试验结果的疵点。每块试样面积为20cmX20cm,B.4.2取数块试样称量,组成质量约为60g的三组试样。B.5试验步骤B.5.1将每组试样分别整齐叠放在工作台上。8.5.2将测试压片放在试样上,然后再加上重锤A,30s后取下重锤,放置30s,如此重复操作3次后,去掉重锤放置30s,立即测量试样从工作台到测试压片的四角高度,取其算术平均值为h-B.5.3在测试压片上再加上重锤B,30s后立即测量试样从工作台到测试压片的四角高度,取其算术平均值为h,。B.5.4取下重锤B,放置3min后,立即测量试样从工作台到测试压片的四角高度,取其算术平均值为h}。B.6试验结果的计算B.6.试样压缩率按式(B.1)计算。h。一h,尸1导X100···。。·。。·············。··············⋯⋯(B.1)ho
FZ/T43016-2003式中:尸:—压缩率,%;ho—按B.5.2操作后试样的高度,单位为毫米(mm);h,—按B.5.3操作后试样的高度,单位为毫米(mm),B.6.2试样回复率按式(B.2)计算。。h,一h,、,。__,,、_、厂,令二一~一一气一入iuv......········⋯⋯。·····...⋯⋯,,.·⋯1t5.L)九。一九1式中:P,—回复率,%;ho—按B.5.2操作后试样的高度,单位为毫米(mm);h,—按B.5.3操作后试样的高度,单位为毫米(mm);h,—按B.5.4操作后试样的高度,单位为毫米(mm).B.6.3计算3组试样的算术平均值,结果按GB/T8170修约至小数点后1位。B.7试验报告试验报告应记录下列内容:—说明试验是按本标准进行的;—样品名称、编号;—试验日期、试验环境温湿度;—每份试样的ho,h,、hz、P,、P:及其算术平均值;—试验中出现的异常情况。'
您可能关注的文档
- FZT43011-2011织锦丝织物.pdf
- FZT43012-1999防水锦纶丝织物.pdf
- FZT43012-2013锦纶丝织物.pdf
- FZT43013-1999丝绒织物.pdf
- FZT43013-2011丝绒织物.pdf
- FZT43014-2001丝绸围巾.pdf
- FZT43014-2008丝绸围巾.pdf
- FZT43015-2001桑蚕丝针织服装.pdf
- FZT43015-2011桑蚕丝针织服装.pdf
- FZT43017-2003桑蚕丝氨纶弹力丝织物.pdf
- FZT43017-2011桑蚕丝∕氨纶弹力丝织物.pdf
- FZT43018-2007蚕丝绒毯.pdf
- FZT43019-2007蚕丝装饰织物.pdf
- FZT43020-2011色织大提花桑蚕丝织物.pdf
- FZT43021-2011柞蚕莨绸.pdf
- FZT43022-2011莨绸工艺饰品.pdf
- FZT43023-2013牛津丝织物.pdf
- FZT43024-2013伞用织物.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明