

- 241.57 KB
- 2022-04-22 13:41:34 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国纺织行业标准纺织机械工艺装备设计管理导则FZ/T91002.4一1993工艺装备设计程序1主题内容与适用范围本标准规定了工艺装备(工装)的设计原则、设计任务的安排,奋计程序和图样的修改。本标准适用于纺织机械、专件制造企业,纺织器材企业也可参照采用.2引用标准GB/T131机械制图表面粗糙度符号、代号及其注法GB/T1008机械加工工艺装备基本术语GB4457^-4460机械制图GB/T4863机械制造工艺术语JB/Z283.2工艺装备设计管理导则工艺装备设计选择抓剧透FZ/T91001孟纺织机械制造于艺文件工艺装备设计粤样及文件格式匕FZ/T91002口纺织机械工艺装备设计管理导则工艺装备的验证FZ/T91003.8纺织机械制造工艺管理导则工艺文件的修改3工艺袭备设计依据么本标准;阮《工艺装备设计(修改)任务书》;c*产品图样及技术条件;止工艺规程;~么有关国家标准、行业标准和企业标准;r.工艺设备规格;g.国内外典型工艺装备图册和有关资料阮工艺装备常用技术文件;L材料储备信息;工艺装备信息库;本企业《工艺装备编号》。4工艺装备设计耳则a.满足产品图样要求;权满足工艺要求;心满足优质、高产、低耗和文明生产要求,己提高工艺装备标准化、通用化和系列化水平;e.性能可靠、经济合理、操作方便和使用安全;中国纺织总会1993一07一17批准1993一10一01实施
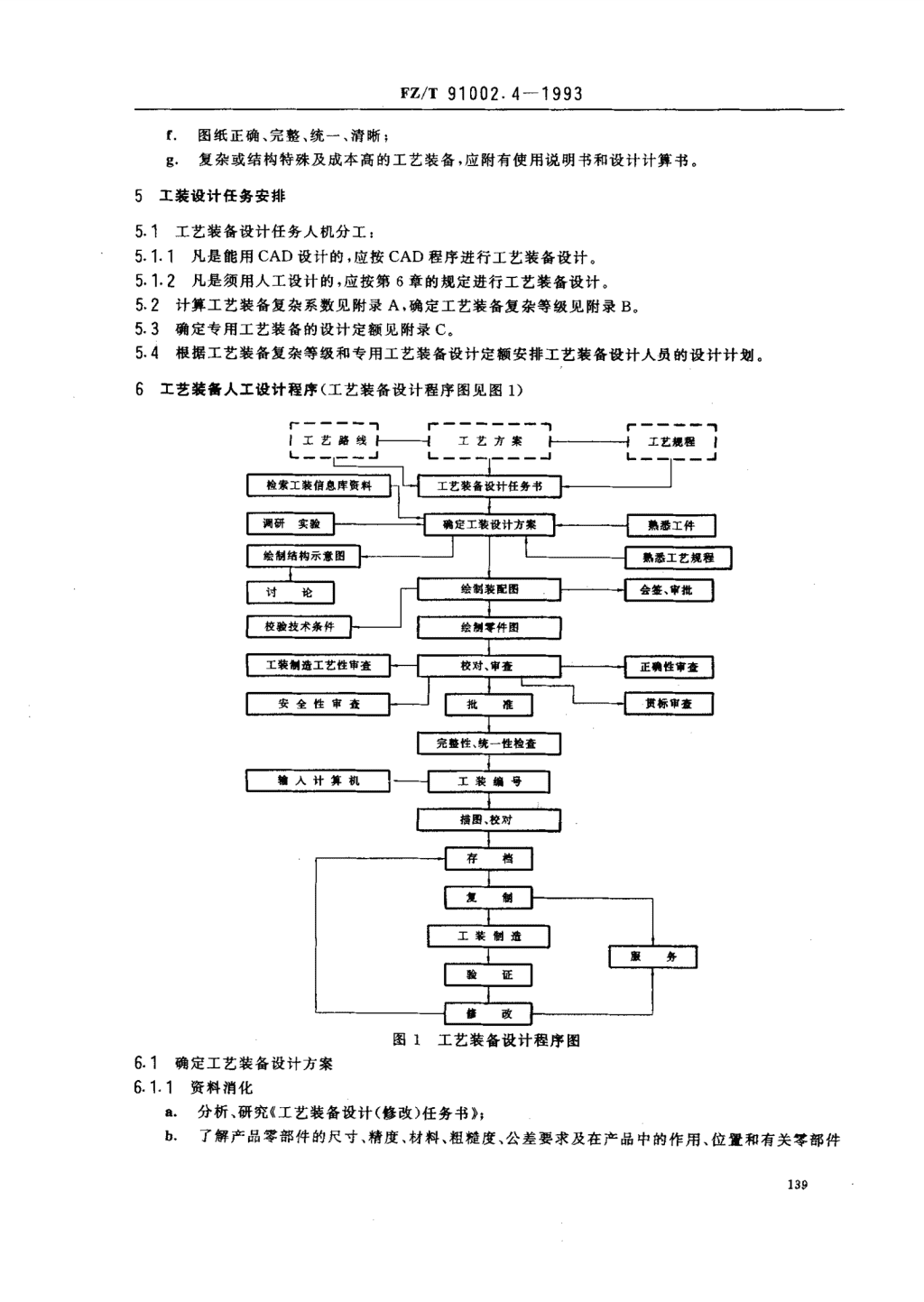
Fz/T91002.4一1993r.图纸正确、完整、统一、清晰;9.复杂或结构特殊及成本高的工艺装备,应附有使用说明书和设计计算书。5工装设计任务安排5.1工艺装备设计任务人机分工:5.1.1凡是能用CAD设计的,应按CAD程序进行工艺装备设计。5.1.2凡是须用人工设计的,应按第6章的规定进行工艺装备设计。5.2计算工艺装备复杂系数见附录A。确定工艺装备复杂等级见附录B,5.3确定专用工艺装备的设计定额见附录C,5.4根据工艺装备复杂等级和专用工艺装备设计定额安排工艺装备设计人员的设计计划。6工艺装备人工设计程序(工艺装备设计程序图见图1)r-一一一一,尸一一一一一一,r一一一一,I工艺路线卜一一一」工艺方案工艺想怪‘__-一J‘-一一一一一~」‘一一__J位索工装信息库资料工艺装备设计任务书调研实脸确定工装设计方案热悉工件绘制结构示惫图热悉工艺规怪讨论绘制装配图会签、审批校脸技术条件绘侧零件图工装侧造工艺性审查校对、审查正确性审查安全性审查贡标审盆完整性、统一性植查工装组号描图、校对存档复侧工装制遗胶务验证一一日侈改卜一一,图1工艺装备设计程序图6.1确定工艺装备设计方案6.1.1资料消化a.分析、研究《工艺装备设计(修改)任务书》;阮了解产品零部件的尺寸、精度、材料、粗糙度、公差要求及在产品中的作用、位里和有关零部件
FZ/T91002.4一1993的相互联系;乙了解工艺规程;乙了解工艺设备型号、规格、主要参数和完好状态。6.1.2检索和收集厂内外有关资料,深人现场了解情况,征求有关人员意见,必要时可进行调研。6.1.3由调查资料,对《工艺装备设计(修改)任务书》提出修改意见。如有以下情况,可提出取消工艺装备设计的建议:a借用或利用其他产品的专用工艺装备和已有工艺装备;b。使用标准工艺装备;c.便用组合工艺装备(包括组合夹具、组合冲模);d,使用先进工艺设备(包括数控机床、加工中心).卜6-1.4选择工艺装备结构和计算有关参数。6.1.5绘制z艺装备结构示意图。6.1。6对于工艺装备轮廓尺寸、总重量、承载能力及设备规格进行校核。6.1.7关键工艺装备的条件:a,大型及复杂、中等精密程度以上的工艺装备;b成本较高或制造困难的工艺装备,c产品零件工艺难度较大的工艺装备。6.18确定关键工艺装备,其程序:6.1.8.1结构示意图应征求“工艺装备设计(修改)任务书”提出人员的意见。6.1.8.2在调研后,应会同有关部门进行讨论。6.1.83应经有关部门会签,并经上一级有关部门审批后方可进行设计。6.2绘制工艺装备装配图6.2.1图纸幅面、格式符合FZ/T91001.4;制m,技术耍求、标注等符合国家和有关标准规定。6.2.2装配图按比例绘制,图上应能看清工作原理、结构特点及工作范围.6.2.3视图完整、投影正确、视图的选择和位里安排,符合实际土作情况。6.2.4必要时在装配图上绘制出被加工零部件的工序图,并标明定位部位、夹紧部位、加工部位、余量及展开图。62.5必要时图样上注明定位面(点)、夹紧面(点)、主要活动件装配尺寸、动作幅度和极限位置〔夹紧、装卸活动部位的轨迹),并注明工艺装备外形(长、宽、高)尺寸。6-2.6结构设计所采用的零部件应优先采用国家标准、行业标准和企业标准,提高零部件的通用性。6-2.7总体设计必须考虑装配、制造、维修的工艺性和安全运输、起重.6.2.8注明总体检验尺寸和技术要求。6.2.9大型复杂工装应编制使用说明书,指导操作、调整和使用。内容简短者,可编写在总图技术要求栏内6.2.10填写标题栏和明细表。6.211标明工艺装备编号和安排打印编号的位置。6。212需验证的关键工艺装备应在总图明显的位置上注明“验证”字样。6.3绘制零件图6,3.1零件设计视图要完整,投影简明正确,图面布局合理,线条清晰,字体工整,尺寸正确,标注合理。6,3.2符号标注符合国家标准。6.33零件图投影位置应尽可能与装配图上的装配位里一致。634根据零件的作用,合理选择精度、材料及热处理要求。当孺要来用祷殊材料时,应提出申请和联系。140
FZ/T91002.4一19936.3.5设计的零件应有足够的刚度、强度和较好的工艺性,必要时应进行刚度强度的校核。6.4工艺装备的校审和批准6.4.,工艺装备的装配图、零件图和有关设计计算资料均猫要校对、审查。6.4.2送校对、审查的图纸和资料必须完整、齐全,设计人员应签字。6.4.3一般工艺装备由工艺装备设计室(组)负责人或指定人校对、审查。关键工艺装备除工艺装备设计室(组)校对、审查外,应由工装设计任务提出人员和制造部门会签。关健工装及其特别重要零部件应由上一级主管部门批准。65已设计完成的工艺装备,其图样、文件和资料须由标准化部门或由规定的有关部门进行标准化审查或完整性、统一性检查。6.6工艺装备按本企业《工艺装备编号》的规定编制并输人计算机。6.7工艺装备图纸应描成底图:6.7.1描图的线条、字迹、符号符合GB/T4457-4460,GB/T131的要求。6.了.2描出的图形、符号、尺寸和文字应和被描的设计图一致,图面洁净。了工装图样的归档描成的工艺装备底图及时存档。8工装验证工艺装备设计完成后,设计人员应按FZ/T91002.5的规定参加验证。9图样修改91工艺装备在制造或使用中发现设计问题,设计人员应立即修改制造部门生产用的复制图样和工艺装备设计室(组)存查用的复制图样。9.2有以下情况,应填写《工艺装备更改通知单》.发送工艺装备制造部门更改:a.工艺装备制造过程中,发现设计不周的更改;b.工艺装备验证修改;e因产品更改或工艺更改,工艺装备需作相应更改。9.3工艺装备更改时,除修改生产用的复制图样外,还须修改存档底图、存查用的复制图样和其他有关文件。9.4格式符合FZ/T91003.8的规定
FZ/T91002.4一1993附录A专用工艺装备复杂系数的计算公式(参考件)A1复杂系数K的计算公式。C.N;。认从乙人=弓布下丁下二卞二井十二二十;下-十下一.”.”“⋯“二命”中介..⋯”·t八上少Jb入‘n孟v,卜vJ,e‘石b式中:C—工艺装备设计、制造、维护费用;N;—工艺装备专用件件数;G—工艺装备最高精度等级;N}—保证产品尺寸要求的工艺装备计算尺寸数目;L-一工艺装备最大尺寸;c。一一企业工艺装备设计、制造、使用、维护费用的平均值,元/h,Tb—企业日工时事Ni,—企业工艺装备专用件件数的平均值;Gb—企业工艺装备精度等级的平均值;从、一一企业工艺装备计算尺寸数目的平均值,Lb—企业工艺装备最大尺寸的平均值。A2复杂系傲的计算示例例:一铁床夹具,有5个专用件;最高精度等级为6级;保证产品尺寸要求的有x,y+兰个尺寸;最大底座尺寸为500mm;计算成本为400元。求夹具复杂系数K?解:已知,C=40。元;凡二5件;G=6级;从=3个汪二500mmo设.C=5元/h;T‘二8h;N;b=3件;Gb=7级,N、二3个;Lb二100mm=依式(Al)代人各值:则:。400,5,7。3、500___n一言定了下州卜几子州r二二寸育-,-T下不导1吕。吕40产、刁JOJIVU取K二19答:该夹具的复杂系数为19,A3友杂系致的应用示例例:某厂具有每日完成设计、制造相当于100个复杂系数的工艺装备能力,试算500个自然套新产品工艺装备的设计与制造周期和月成本?注自然套,标准定义见JS3624《组合夹具基本术语》。解:设:一个自然套工艺装备折合25个标准套;一个标准套为5个复杂系数;一个复杂系数成本为8元.(1)将500个自然套换算成标准套:
Fz/T91002.4一19932.5X500=1250(标准套〕(2)再换算成标准套的复杂系数:5X1250=6250(个复杂系数)(3)计算设计与制造周期:已知:每日完成100个复杂系数则-6250/100=62.5(天)设:每月有效工作日为25天则:62.5/25二2.5(月)答:设计、制造周期2.5月。(4)计算每月设计、制造成本:8(一个复杂系数成本)x100(&完成复杂系数)X25(月工作F3)=20000元答:设计、制造月成本为20000元。附录B工艺装备等级的划分方法(参考件)Bl工艺装备的复杂等级以复杂系数的大小来划分,见表B1,表BI项目复杂等级复杂系数>12080-120<80附录C专用工艺装备设计定翻示例(参考件)cl专用TIE备设计定倾襄表cl工时定镶h类别工艺装备种类备注每套每张每孔定位轴、套、垫、销等2^-3偏心套、旅棋板、芯轴、刀杆4A-61包括总图车、铣、刨、磨、幢、平衡工具10-20专用件多于10件以上的工具3--4一般钻模3^-42姗板钻模80孔以下0.5不包括非钻孔墙板钻模肚孔以_七0.4
FZ/T91002.4一1993续表C1工时定倾,h类别工艺装备种类备注每套每张每孔丝锥、校刀、钻头、铣刀等8^163用吸图为尿工时的1/2成形铣刀、齿轮刀具20-32光滑t规4^-64标准t规8用咬图为原工时的1/2娜纹t规12圆弧、齿轮样板3^-65划线号孔样板20孔以上0.3-0.4不包括定位孔划线号孔样板19孔以下2^-3简单冲压模8^-126复合模、级进模、精冲模3^-47装配工具、焊接工具2^-38检侧工具3-4包括总图在内9工位器具3-4注:吸圈是指只有图形而无设计尺寸的图样。设计时只盆城人尺寸,以节省设计时间。C2衰C,的补充说明a.有总图的工艺装备,带标准件时每种另外加。.3h;b.审核工时为设计工时的1/5;c.标准化审核工时为设计工时的1/9;d.凡周图形视差错误,一律由设计者返工(不计工时);e,如遇图形复杂时,可乘1.2-1.5系数,f.通用工艺装备可参照表C1执行,如果是表格图,则每种规格或每个计算尺寸另加0.2-1h;9.编制一种工艺装备标准,其定倾为16-48h,需调研可另加。附加说明:本标准由纺织工业部技术装备司提出。本标准由纺织工业部无锡纺织机械研究所归口。本标准由郑州纺织机械厂、上海纺织机械专件厂、常德坊织机械厂负贵起草。'
您可能关注的文档
- FZT90107.7-1999圆柱形筒管简子纱染色用网眼简管的尺寸、扁差和标记.pdf
- FZT90109-2011纺织机械电气设备电气图形文字符号.pdf
- FZT91001.1-1993纺织机械制造工艺文件工艺文件完整性及审批程序.pdf
- FZT91001.2-1993纺织机械制造工艺文件工艺规程格式.pdf
- FZT91001.3-1993纺织机械制造工艺文件管理用工艺文件格式.pdf
- FZT91001.4-1993纺织机械制造工艺文件工艺装备设计图样及文件格式.pdf
- FZT91002.1-1993纺织机械工艺装备设计管理导则总则.pdf
- FZT91002.2-1993纺织机械工艺装备设计管理导则工艺装备设计选择规则.pdf
- FZT91002.3-1993纺织机械工艺装备设计管理导则工艺装备设计(修改)任务书的编制规则.pdf
- FZT91002.5-1993纺织机械工艺装备设计管理导则工艺装备的验证.pdf
- FZT91003.1-1993纺织机械制造工艺管理导则总则.pdf
- FZT91003.10-1993纺织机械制造工艺管理导则生产现场工艺管理.pdf
- FZT91003.11-1993纺织机械制造工艺管理导则工艺纪律管理.pdf
- FZT91003.12-1993纺织机械制造工艺管理导则工艺试验研究与开发.pdf
- FZT91003.13-1993纺织机械制造工艺管理导则工艺信息.pdf
- FZT91003.14-1993纺织机械制造工艺管理导则工艺标准化.pdf
- FZT91003.2-1993纺织机械制造工艺管理导则产品工艺工作程序.pdf
- FZT91003.3-1993纺织机械制造工艺管理导则产品结构工艺性审查.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明