

- 155.00 KB
- 2022-04-22 13:43:32 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICS59.120.10W91中华人民共禾口FZ国纺织行业标准FZ/T92071—2009代替FZ/T92071—20002010-01-20发布棉精梳机分离辊Comberforcotton--Detachingroller2010-06—01实施中华人民共和国工业和信息化部发布
标准分享网www.bzfxw.com免费下载刖茜本标准代替FZ/T9207120004{棉精梳分离辊》。本标准与FZ/T920712000相比主要变化如下:增加分类及衬套型分离辊;调整了基本参数;——提高了形位公差要求。本标准由中国纺织工业协会提出。本标准由全国纺织机械与附件标准化技术委员会归口。本标准起草单位:无锡纺织机械研究所、如东纺织橡胶有限公司、安徽省潜山县八一纺织器材厂、经纬纺织机械股份有限公司榆次分公司。本标准主要起草人:赵基平、吴国轩、肖国华、陈薇芬。本标准所代替标准的历次版本发布情况为:FZ/T9207l2000。
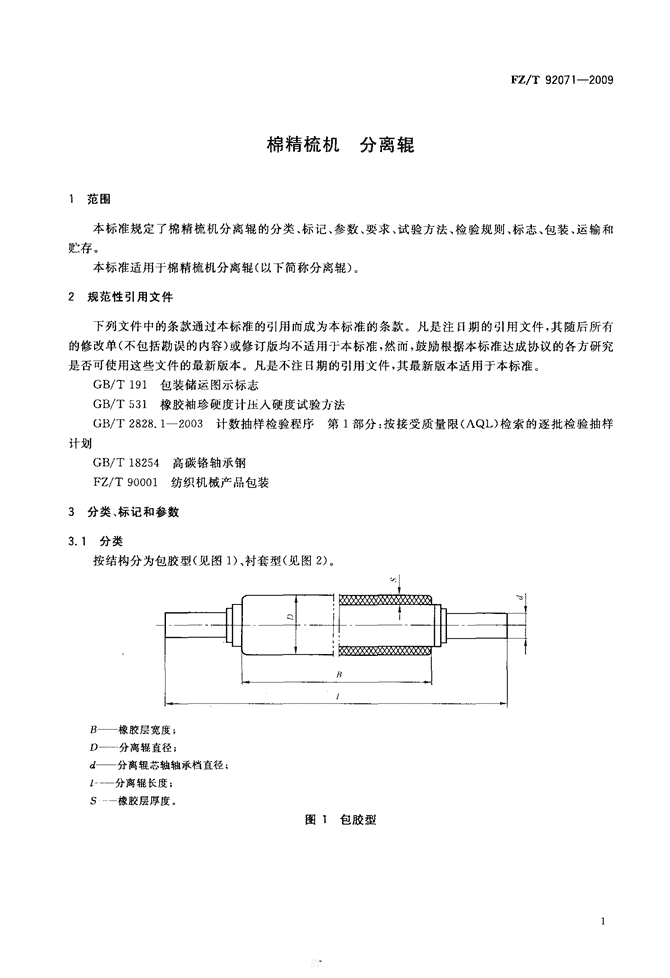
www.bzfxw.com1范围棉精梳机分离辊FZ/T92071—2009本标准规定了棉精梳机分离辊的分类、标记、参数、要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于棉精梳机分离辊(以下简称分离辊)。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注13期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。6B/T191包装储运图示标志GB/T531橡胶袖珍硬度计压人硬度试验方法GB/T2828.12003计数抽样检验程序第1部分:按接受质量限(AQL)检索的逐批检验抽样计划GB/T18254高碳铬轴承钢FZ/T90001纺织机械产品包装3分类、标记和参数3.1分类按结构分为包胶裂(见图1)、衬套型(见图2)。B——橡胶层宽度;D分离辊直径;d——分离辊芯轴轴承档直径;1分离辊长度;s橡胶层厚度。图1包胶型
www.bzfxw.com标准分享网www.bzfxw.com免费下载FZ/T92071—2009B——橡胶层宽度;D一分离辊直径;d分离辊芯轴轴承档直径z——分离辊长度;S橡胶层厚度。3.2标记3.2.1标记依次包括下列内容图2衬套型a)产品名称:“棉精梳机分离辊”。b)型式代号用大写字母表示,见表1。表1胶层宽度离辊直径尔A硬度式代号品名称衬套型I项目包胶型铝管胶管型式代号I。Jc)邵尔A硬度,单位为HA。d)分离辊直径,单位为毫米。e)橡胶层宽度,单位为毫米。3.2.2标记示例示例1:包胶型,橡胶硬度为73HA,分离辊直径为25mm,橡胶层宽度为323mm的棉精梳机分离辊,其标记如下:棉精梳机分离辊7325×323示例2:铝衬套型,橡胶硬度为73HA,分离辊直径为25mm,橡胶层宽度为323mm的棉精梳机分离辊,其标记如下:棉精梳机分离辊L73—25×3233.3参数见表2。2
www.bzfxw.comFZ/T92071—2009表2单位为毫米项目参数橡胶层宽度B320~360分离辊直径D24~27注:d、z及芯轴的其他尺寸,由用户提供。4要求4.1主要部位的尺寸极限偏差及形位公差4.1.1橡胶层宽度B的极限偏差±0.50mm。4.1.2分离辊直径D的极限偏差+804mm。4.1.3橡胶层工作表面对中心轴线径向圆跳动40.02mm。4.1.4分离辊芯轴两端轴承档表面对分离辊中心轴线径向圆跳动≤0.01mm。4.1.5橡胶层工作表面两端的直径差异40.03mm。4.2分离辊芯轴4.2.1分离辊芯轴材料的机械性能不低于GCrl5轴承钢。4.2.2分离辊芯轴轴承档的表面硬度61HRC~65HRC。4.2.3分离辊芯轴轴承档直径d的公差为h6。4.2.4分离辊芯轴轴承档的表面粗糙度RaO.8“m。4.2.5分离辊芯轴轴端应保留中心孔。4.3橡胶层4.3.1橡胶层主体材料为丁腈橡胶。4.3.2橡胶层硬度60HA~75HA。4.3.3橡胶层硬度的允许偏差为±3HA。4.3.4同批分离辊橡胶层的硬度差异43HA。4.3.5同根分离辊橡胶层的硬度差异≤2HA。4.3+6橡胶层工作表面的表面粗糙度RaO.8pm。4.4外观质量4.4.1分离辊精磨后的外表面胶质均匀、色泽一致,无气孔、砂眼、杂质和毛刺等缺陷。4.4.2分离辊橡胶层两端面应平整,两端应按规定倒角,且大小一致。4.4.3橡胶层运转中不得产生脱层和位移。4.5在正常生产条件下使用时,分离辊表面应不缠花。5试验方法5.1主要部位的尺寸极限偏差及形位公差(4.1)和分离辊芯轴轴承档直径d(4.2.3),用通用量具检测。5.2芯轴材料(4.2.1),按GB/T18254的规定检测。5.3芯轴轴承档表面硬度(4.2.2),用洛氏硬度计检测。5.4分离辊芯轴轴承档的表面粗糙度(4.2.4),用表面粗糙度仪检测。
www.bzfxw.com标准分享网www.bzfxw.com免费下载FZ/T92071—20095.5橡胶层主体材料(4.3.1),应按相关规定进行检测。5.6橡胶层硬度(4.3.2~4.3.5),按GB/T53l规定的方法检测。5.7橡胶层工作表面的粗糙度(4.3.6),用表面粗糙度仪检测。5.8外观质量(4.4)和中心孔(4.2.5),感官检测。5.9分离辊表面抗缠绕性能(4.5),在正常生产条件下,感官检测。6检验规则6.1型式检验6.1.1当符合下列情况之一时应进行型式检验:a)新产品鉴定时;b)如结构、材料、工艺有较大改变,可能影响产品性能时;c)出厂检验结果与上次型式检验有较大差异时;d)第三方进行质量检验时。6.1.2检验项目:第4章。6.2出厂检验6.2.1产品经型式检验合格后,方可进行出厂检验。6.2.2产品由制造厂质检部门检验合格,并附有合格证方能出厂。6.2.3检验项日:4.1、4.3、4.4.1、4.4.2。6.2.4使用厂可按本标准的要求进行复验,若不符合本标准,应由制造厂负责处理。6.3抽样方法和判定规则6.3.1按GB/T2828.12003确定抽样检验方案,采用正常检验一次抽样方案,从正常检验开始,选用一般检验水平I,接收质量限(AQL)和不合格分类按表3。表3检验项目4.1.3~4.15、4.2、4.3、4.54.1.1、4124.4接收质量限(AQL)406.510不合格分类BC6.3.2样本经过检验,若每项不合格数均小于拒收数,则判定该样本符合标准要求;否则,判为不符合标准要求。7标志包装箱的储运图示标志,应符合GB/T191的规定。
www.bzfxw.com8包装、运输、贮存FZ/T92071—20098.1产晶包装应符合FZ/T90001的规定。8.2在运输过程中,包装箱应按规定的位置起吊,规定的朝向放置,不得倾斜或改变方向。8.3在运输和贮存过程中,产品应避免阳光直射,雨雪浸淋,禁止与酸、碱、油类及有机溶剂等接触,并至少应距离热源2m以上。8.4产品出厂后,在良好的防雨及通风的贮存条件下,包装箱内产品的防潮、防锈有效期为一年。'
您可能关注的文档
- FZT92062-2012普通轧车用橡胶轧辊.pdf
- FZT92066-1998松紧架装置通用技术条件.pdf
- FZT92066-2010松紧架装置通用技术条件.pdf
- FZT92067-1998自动整纬装置.pdf
- FZT92068-1998印花滚筒.pdf
- FZT92069-2000纬编机用储存式积极输纱器.pdf
- FZT92070-2000棉精疏锡林.pdf
- FZT92070-2009棉精梳机锡林.pdf
- FZT92071-2000棉精梳分离辊.pdf
- FZT92072-2006气动加压摇架.pdf
- FZT92077-2009棉精梳机顶梳.pdf
- FZT93001-1991分条式梳毛机.pdf
- FZT93002-1991纺纱和捻线平面钢领用钢丝圈.pdf
- FZT93003-1991纺纱和捻线用金属钩.pdf
- FZT93004-1991纺纱和捻线用塑料钩.pdf
- FZT93006-1991梳毛机用搓条胶板.pdf
- FZT93007-1991圆柱形条筒.pdf
- FZT93008-1991棉纺用塑料经纱管.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明