

- 108.05 KB
- 2022-04-22 13:43:38 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
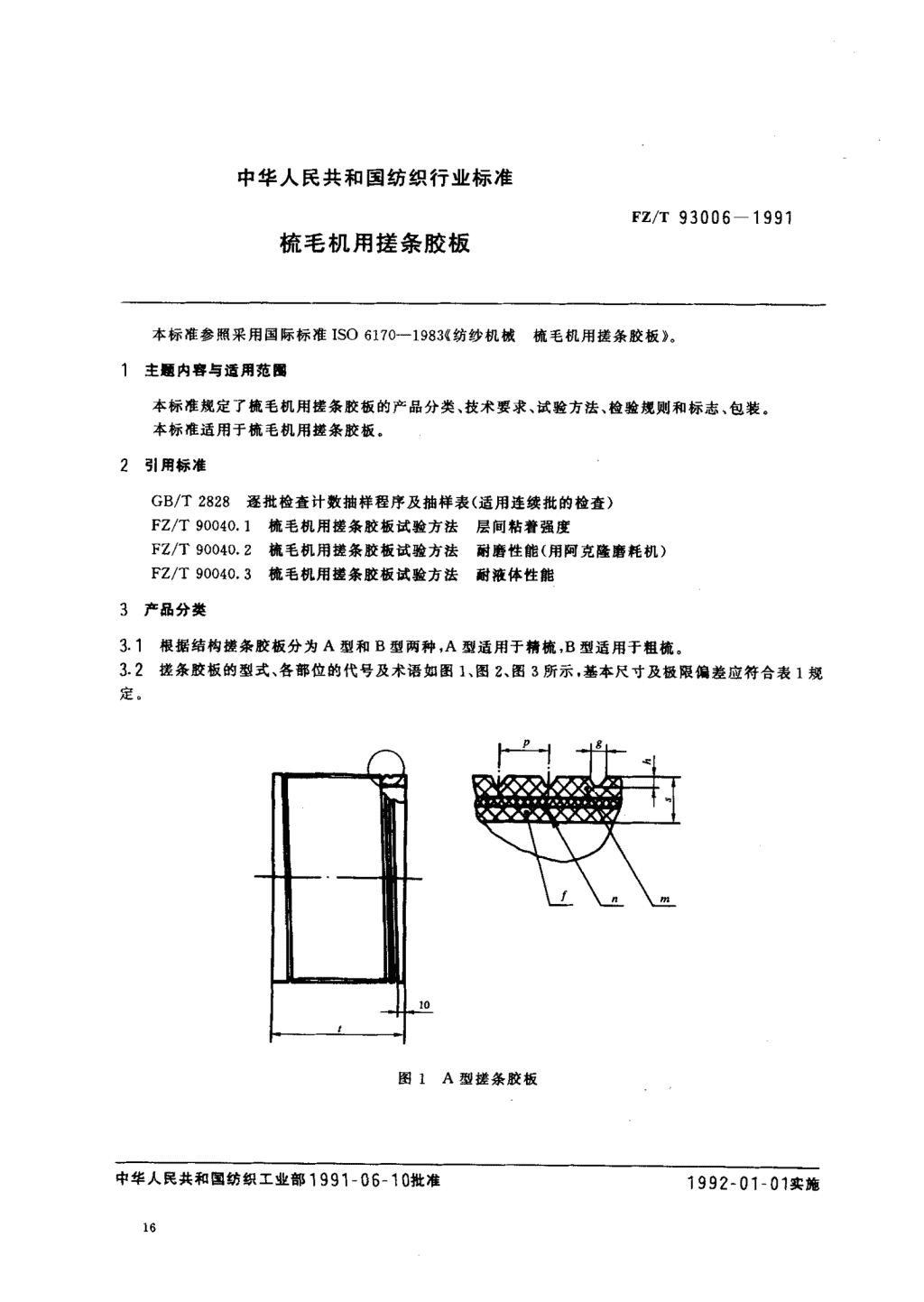
'中华人民共和国纺织行业标准FZ/T93006一1991梳毛机用搓条胶板本标准参照采用国际标准ISO6170-1983《纺纱机械梳毛机用搓条胶板》。主顺内容与适用范困本标准规定了梳毛机用搓条胶板的产品分类、技术要隶、试验方法、检验规则和标志、包装。本标准适用于梳毛机用搓条胶板。2引用标准GB/T2828逐批检查计数抽样程序及抽样表(适用连续批的检查)FZ/T90040.1梳毛机用搓条胶板试验方法层间粘着强度FZ/T90040.2梳毛机用搓条胶板试验方法耐磨性能(用阿克隆磨耗机)FZ/T90040.3梳毛机用搓条胶板试验方法耐液体性能3产品分类3.1根据结构搓条胶板分为A型和B型两种,A型适用于精梳,B型适用于粗梳。3.2搓条胶板的型式、各部位的代号及术语如图1,图2.图3所示.基本尺寸及极限偏差应符合表1规定。图1A型搓条胶板中华人民共和国纺织工业部199,一06-10批准1992一01一01实施
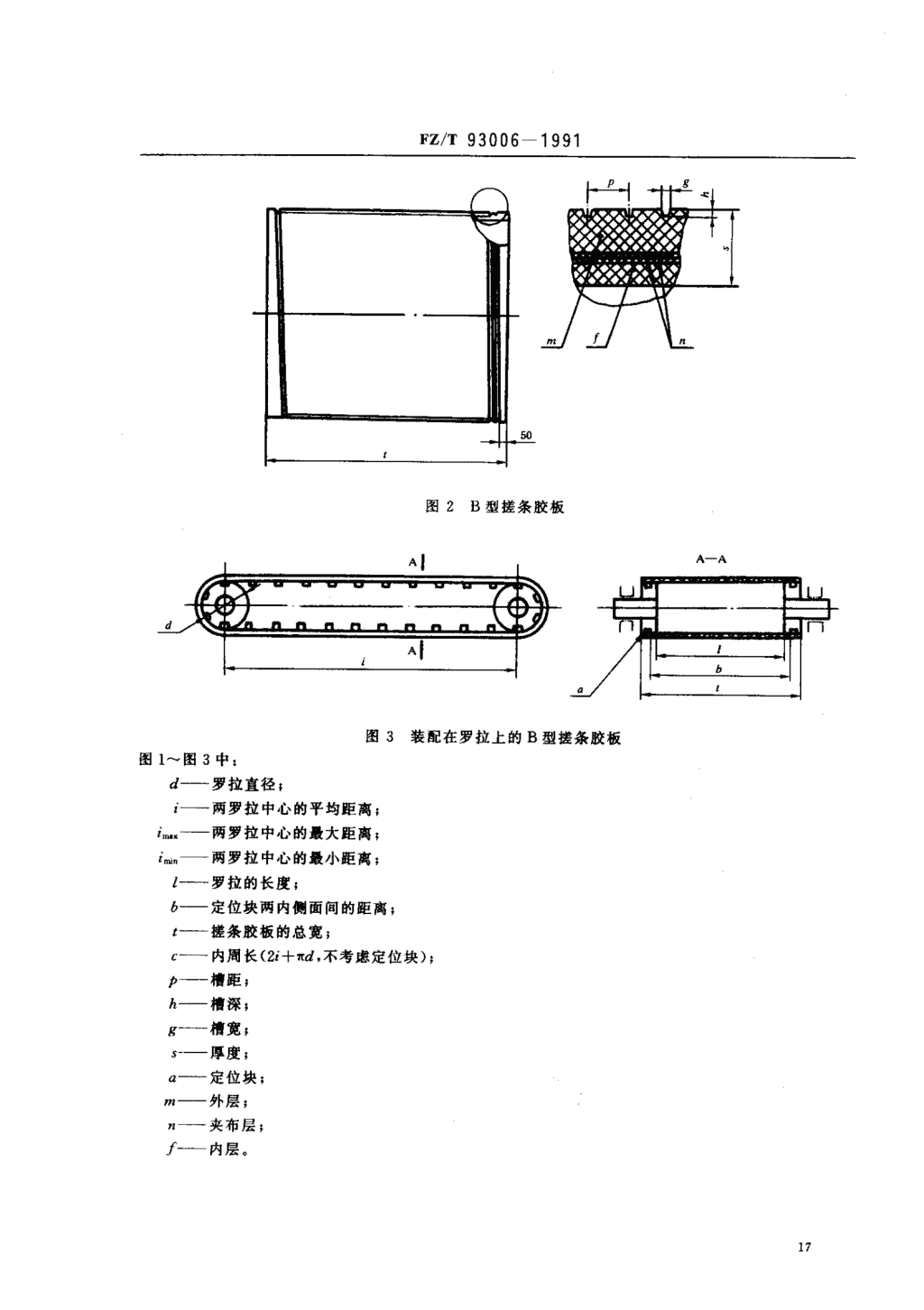
Fz/T93006一1991图ZB型搓条胶板A—A图3装配在罗拉上的B型搓条胶板图1~图3中:d-罗拉直径;i—两罗拉中心的平均距离;i-,—两罗拉中心的最大距离;i—两罗拉中心的最小距离;1-罗拉的长度;b—定位块两内侧面间的距离;t搓条胶板的总宽;。—内周长(2i+nd,不考虑定位块);?槽距;h槽深;9—槽宽;s--厚度;a—定位块;m—外层;,—夹布层;了—内层。
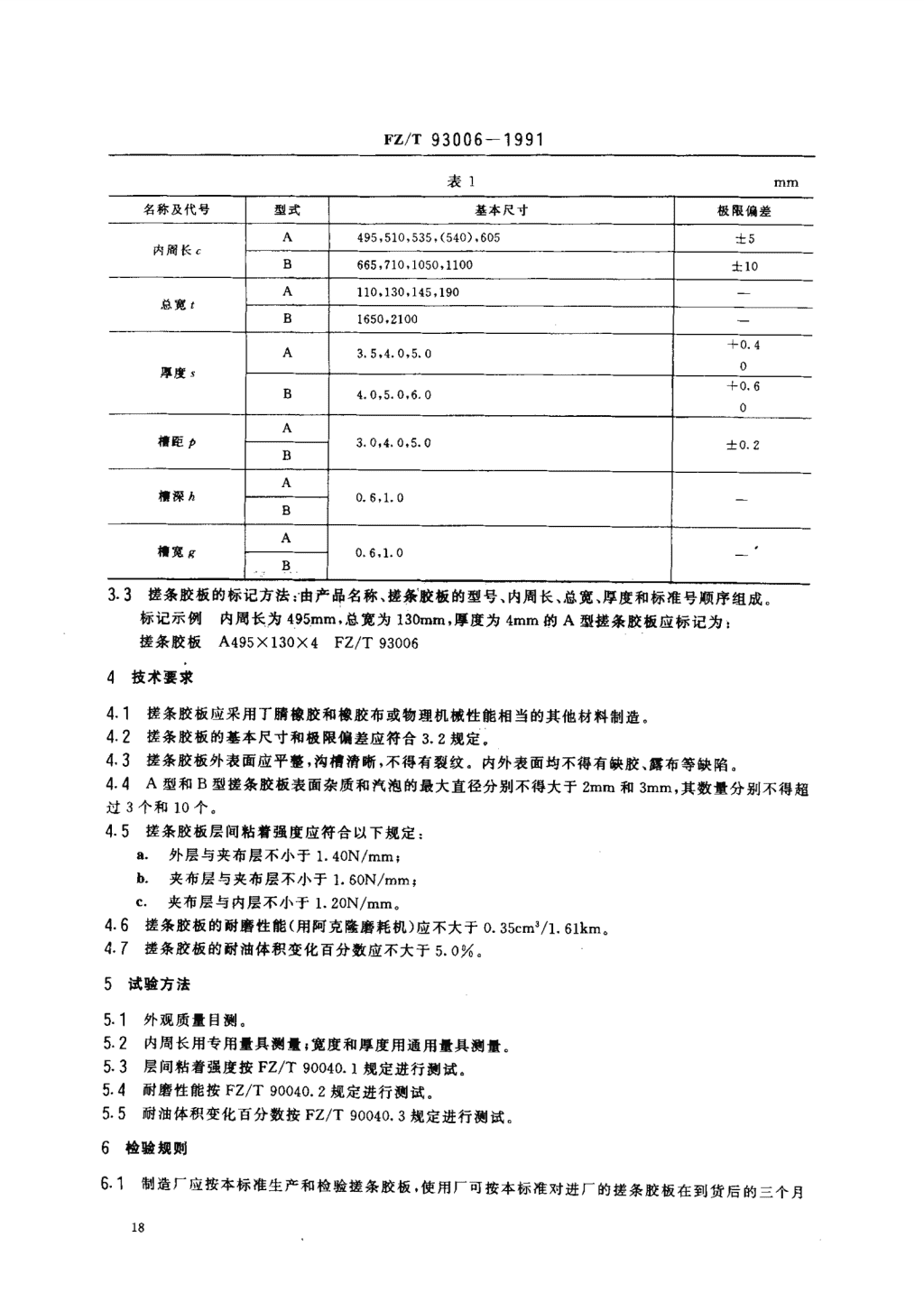
FZ/T93006一1991表1名称及代号型式基本尺寸极限偏差A495,510,535,(540),605士5内周长cB665,710.1050,1100士10A110,130,145,190总宽tB1650,2100A3.5,4.0,5.0+:“厚度了B4.0,5.0.6.0+:’6A槽距户3.0,4.0,5.0士0.2BA相深h0,611.0BA相宽90.6,1.0B3.3搓条胶板的标记方法:由产品名称、搓条胶板的型号、内周长、总宽、厚度和标准号顺序组成。标记示例内周长为495mm,总宽为130mm,厚度为4mm的A型搓条胶板应标记为、搓条胶板A495X130X4FZ/T930064技术要求4.1搓条胶板应采用丁睛像胶和橡胶布或物理机械性能相当的其他材料制造。4.2搓条胶板的墓本尺寸和极限偏差应符合3.2规定。4,3搓条胶板外表面应平整,沟摘清晰,不得有裂纹。内外表面均不得有缺胶、露布等缺陷。4.4A型和B型搓条胶板表面杂质和汽泡的最大直径分别不得大于2mm和3mm,其数量分别不得超过3个和10个。4.5搓条胶板层间粘着强度应符合以下规定:a.外层与夹布层不小于1.40N/mm;b.夹布层与夹布层不小于1.60N/mm;c.夹布层与内层不小于1.20N/mm,4.6搓条胶板的耐磨性能(用阿克隆磨耗机)应不大于。.35cm"/1.61km,4.7搓条胶板的耐油体积变化百分数应不大于5.000,5试验方法5.1外观质量目测。5.2内周长用专用量具测量;宽度和厚度用通用量具测量。5.3层间粘着强度按FZ/T90040.1规定进行测试。5.4耐磨性能按FZ/T90040.2规定进行测试。5.5耐油体积变化百分数按FZ/T90040.3规定进行测试。6检验规则6.1制造厂应按本标准生产和检验搓条胶板,使用厂可按本标准对进厂的搓条胶板在到货后的三个月
Fz/T93006一1991内进行验收6.2搓条胶板应进行逐批检查,检查时应以个为单位随机抽取样本(用于层间粘着强度、耐磨性能和耐油体积变化百分数检查的B型搓条胶板的样本亦可在生产过程中的留样中抽取),按照4.2-4.7规定逐个对样本单位进行检查,不符合规定的样本单位为不合格。6.3逐批检查采用GB/T2828中规定的抽样方案,从正常检查开始,后按GB/T2828中的4.6.3和4.6.4规定进行,其检查水平、合格质量水平和抽样方案按下述规定进行;a.检查4.2-4A规定时,采用一般检查水平I和合格质量水平为6.5的一次抽样方案;b检查4.5规定时,采用特殊检查水平S-1和合格质量水平为4.0的二次抽样方案;c.检查4.6规定时,采用特殊检查水平S-1和合格质量水平为4.0的一次抽样方案;d.检查4.7规定时,采用特殊检查水平S-1和合格质量水平为4.。的一次抽样方案。6.4样本的抽取按GB/2828中的4.9规定进行。6.5样本的检查按GB/T2828中的4.10规定进行,并按本标准6.3中的a,b,c,d项分别累计不合格总数6.6逐批检查合格或不合格的判断按以下规定进行:氏根据GB/T2828中4.11的有关规定对6.3中a-d项分别做出检查合格或不合格的判断;阮当a-d项全判为合格时,则判该检查批逐批检查合格,否则,就判该检查批逐批检查不合格6.7逐批检查后的处置按GB/T2828中的4.12规定进行。了标志、包装、贮存7.1每个搓条胶板应用塑料袋封装,并用纸箱或木箱外包装,包装应牢固。72搓条胶板标志应符合以下规定:了.2.1每个搓条胶板上应标明:a.制造厂名或商标;b.型号。7.2.2包装箱上应标明:a.制造厂名和商标;b.产品标记;c.数量;d.毛重;e.生产批号;f.生产日期;S.怕热标志。7.2.3箱内应附产品合格证。了.3搓条胶板应存放于阴凉干燥处,不得受阳光直接照射和雪雨浸袭,不得接触酸、碱、油类等物质附加说明:本标准由纺织工业部技术装备司提出。本标准由陕西纺织器材研究所归口。本标准由陕西纺织器材研究所负责起草。本标准主要起草人杜秀兰、何万瑛。'
您可能关注的文档
- FZT92070-2009棉精梳机锡林.pdf
- FZT92071-2000棉精梳分离辊.pdf
- FZT92071-2009棉精梳机分离辊.pdf
- FZT92072-2006气动加压摇架.pdf
- FZT92077-2009棉精梳机顶梳.pdf
- FZT93001-1991分条式梳毛机.pdf
- FZT93002-1991纺纱和捻线平面钢领用钢丝圈.pdf
- FZT93003-1991纺纱和捻线用金属钩.pdf
- FZT93004-1991纺纱和捻线用塑料钩.pdf
- FZT93007-1991圆柱形条筒.pdf
- FZT93008-1991棉纺用塑料经纱管.pdf
- FZT93009-1991毛纺用经纱管.pdf
- FZT93010-1991换梭式梭子用塑料纬纱管.pdf
- FZT93011-1991换梭式梭子用木质纬纱管.pdf
- FZT93012-1991毛麻绢精梳机.pdf
- FZT93013-1992精梳毛纺环锭细纱机.pdf
- FZT93015-1992转杯纺纱机.pdf
- FZT93016-1993绒线细纱机.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明