

- 148.42 KB
- 2022-04-22 13:43:44 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
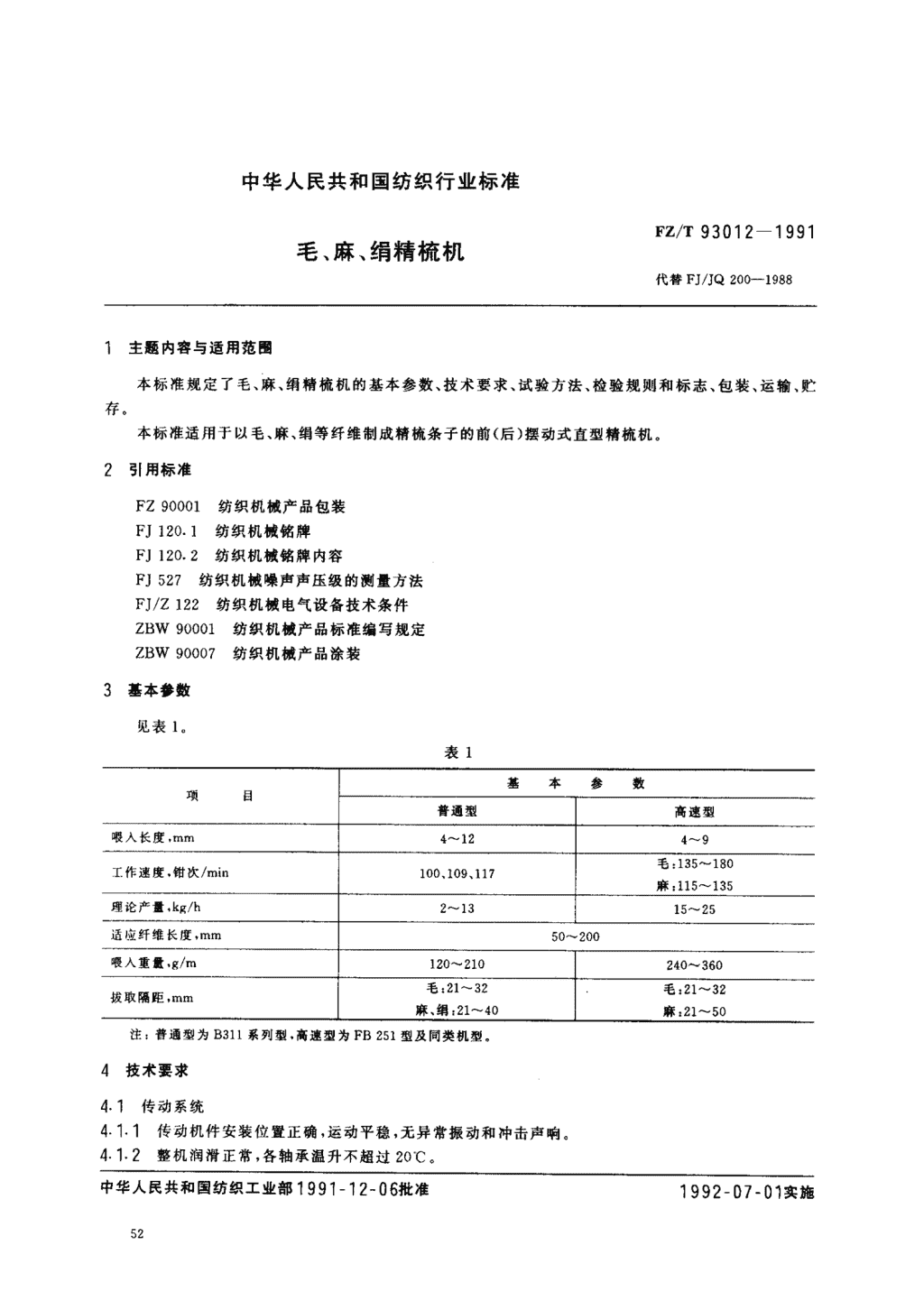
'免费标准下载网(www.freebz.net)中华人民共和国纺织行业标准FZ/T93012一1991毛、麻、绢精梳机代替FJ/JQ200-19881主题内容与适用范圈本标准规定了毛、麻、绢精梳机的基本参数、技术要求、试验方法、检验规则和标志、包装、运输、贮存本标准适用于以毛、麻、绢等纤维制成精梳条子的前(后)摆动式直型精梳机。2引用标准FZ90001纺织机械产品包装FJ120.1纺织机械铭牌FJ120.2纺织机械铭牌内容FJ527纺织机械噪声声压级的测量方法FJ/Z122纺织机械电气设备技术条件ZBW90001纺织机械产品标准编写规定ZBW90007纺织机械产品涂装3基本参数见表1.表1荃本参数项目普通型高速型喂入长度,mm4-124--9毛:135^-180r作速度,钳次/min100,109,117麻:115^135理论产盘kg/h2^1315^-25适应纤维长度.mm50-200喂人重最.g/m120^-210240^-360毛:21^32毛:21^-32拔取隔距,mm麻、纲:21-40麻:21^50注:普通型为B311系列型,高速型为FB251型及同类机型。4技术要求4.1传动系统4.1.1传动机件安装位置正确,运动平稳,无异常振动和冲击声响4.1.2整机润滑正常,各轴承温升不超过20C。中华人民共和国纺织工业部1991一12-06批准1992一07一01atA免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)Fz/T93012一19914.1.3主轴:4.1.3.1外圆径向圆跳动公差值:普通型为。.08mm,高速型为。.05mm,4.1.3.2各键槽对轴线的对称度公差值:普通tw为。.l6mm,高速fg为。.12mm,4.1.3.3各键槽中心平面对同一基准平面位置度公差值:普通型为。.08mm,高速型为。.06mm4.1.4凸轮:4.1.4.1凸轮曲线上各点与圆心的径向距离极限偏差:普通型为士。.20mm,高速型为士0.15mm,4.1.4.2凸轮表面硬度不低于HRC35,4.1.4.3凸轮表面粗糙度R,的最大允许值:普通型为3.21,m,高速型为1.6pm,4.2喂人机构4.2.1喂入罗拉轴线对钳板轴轴线的平行度公差值为。.20mm,4.2.2导条板进给盒的条子通道表面光洁,不挂纤维。4.2.3喂人罗拉4.2.3.1喂人罗拉沟槽部分表面粗糙度R。的最大允许值为1.6pm,4.2.3.2喂人罗拉外图对轴线的径向圆跳动公差值:普通型为0.lomm,高速m为0.05mm,4.2-3.3喂人罗拉表面硬度不低于HRA79,·4.3钳板机构4.3.1上下钳板钳口表面粗糙度R.的最大允许值:普通型为3.2pm,高速型为1.6pm,4.3.2上下钳板钳唇咬合良好,在自重状态下,用厚0.lomm,宽25mm的纸分别在作用部位任意位置上试抽.均要求抽不出。4.3.3上下钳板平均使用寿命8年。4.4梳理机构4.4.1圆梳针尖外圆对轴线的径向圆跳动公差值:普通型为。.30mm,高速型为。.20mm,4.4.2顶梳植针针尖直线度公差值:普通型为。.25mm,高速M为。.15mm,45拔取机构4.5.1下拔取罗拉与下钳板钳口之间的平行度公差值:普通型为0.30mm,高速型为0.20mmo4.5.2拔取罗拉4.5.2.1拔取罗拉沟摘部分表面粗糙度R。的最大允许值为1.6km.4.5.2.2拔取罗拉外圆对轴线的径向圆跳动公差值为0.05mm,4.5-2.3拔取罗拉表面硬度不低于HRA79.4.6清洁机构4.6.1道夫轴轴线对锡林轴轴线的平行度公差值为0.lomm,4.6.2道夫外圆对轴线的径向圆跳动公差值:普通型为0.15mm,高速型为。.lomm,4.6.3斩刀刀片刀口直线度公差值为0.12mm,4-了成条机构齿轮啮合正常,传动平稳。4-8电气系统4.8.1电气元件接线正确牢固,线路排列整齐,接线对号清楚,线号套管应紧固在线端。4.8.2各电气触头灵敏可靠,自停及信号指示动作正确协调。4.8.3电气设备的绝缘电阻不小于1MSb,4.8.4电气设备应能经受持续lmin的耐压试验,试验交流电压不低于1500V,4-9噪声4.9.1普通型工作速度在100钳次/min时,空车运转整机噪声声压级值不大于85dB(A),4.9.2毛纺高速型工作速度在15。钳次/min时,空车运转整机噪声声压级值不大于88dB(A).免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)Fz/T93012一19914.9.3麻纺高速型工作速度在125钳次/min时,空车运转整机噪声声压级值不大于86dB(A)4.10功率消耗4.10门普通M工作速度在100钳次/mm时,空车运转主电机输入功率不大于0.7kW,4.10.2毛纺高速V.工作速度在150钳次/min时,麻纺高速型工作速度在125钳次/mm时,空车运转1电机输人功率不大3"2kW4门1外观质量4.11.1产品的涂装按ZBW90007的规定4门1.2罩壳密封良好4门2成条质量4门2门输出毛、麻、绢网清晰,纤维分布均匀。4.12.2毛条质量:4.12.2.1重量差异:出条重量<20g/m时,为士0.7g/m,出条重量>20g/m时,为士lg/me4门2.2.2毛粒不超过3只/9.4.12.2.3草屑不超过0.4只/9.4.12-2.4短纤维率不大于400(纤维长度30mm以下)。4.12.3竺麻条(中支)质量:4.12.3.1重量差异:出条重量<10g/m时,为士。3g/m,出条重量10-20g/m时,为士0.6g/m,4.12.3.2麻粒不超过10只/g,4.12.3-3短纤维率不大于8%,4.12.4亚麻条(中低支)质量:4.12-4.1重量不匀率不大于3%,4.12-4.2麻粒不超过2只/B=4.12-4.3麻屑率不大于0.200,4.12.5绢条(中支)质量:4.12.5.1重量差异士。.5g/m,4-12-5-2白点不超过50。只很。试验方法5.1空车运转试验5门.1试验条件5.1.飞门各运动部件配合合理,拔取罗拉加压机构处于松开状态。5.1门.21:二作速度:5.1.1.2.1普通M10。钳次/mm,5.1.1.2.2毛纺高速型150钳次/min,麻纺高速30125钳次/min5.1.1.3空车运转时间2h,5门.2检验项目见4.1-1,4.1.2,4.2.1,4.2.2,4.3.2,4.5.1,4.6.1,4.7^4.11,5.1.3检验方法5.1.31第4.1.2条各轴承温升用点温计在轴承外壳表面测试。5.1.3.2第4.1.4.1条凸轮曲线上各点与圆心的径向距离极限偏差以键槽定位,并用专门样板测试。5.1.3.3第4.8.3条电气设备的绝缘电阻按FJ/Z122第12.1条规定测试。5.1.3.4第4.8.4条电气设备的耐压试验按FJ/Z122第12.2条规定试验。5.1.3.5第4.9条噪声按FJ527规定方法试验免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)FZ/T93012一19915.1.3.6第4.10条功率消耗用1级精度三相功率表。5.2工作负荷试验5.2-1试验条件5.2门门各运动部件的配合与参数均按合理的精梳工艺方案配置。5.2.1.2环境条件相对湿度为65%^-75%,温度为22C-28"C.5.2.1.3工作速度普通型100钳次/min,毛纺高速型150钳次/min,麻纺高速型125钳次/min5.2.1.4正常生产连续运转18班后,按4.12条进行检验。6检验规则6.1制造厂在每月或每批产品中抽出2台以上(含2台)按第5.1条进行空车运转试验。6.2每台产品必须经制造厂质量管理部门检验合格,并签发产品质量合格证后方可出厂6.3使用厂进行安装、调整、试验中发现有不符合本标准时由制造厂负责处理。6.4产品在符合ZBw90001第5.11.1.2条的情况下进行型式检验。7标志、包装、运输、贮存7.1标志产品铭牌和内容按FJ120.1和FJ120.2的规定。7.2包装产品的包装按FZ90001的规定7.3运输产品在运输过程中,应按规定的起吊位置起吊,包装箱应按规定朝向放置,不得倾倒或改变方向。74贮存产品出厂后,在良好防雨及通风的贮存条件下,包装箱内的零件防锈防潮有效期为一年。附加说明:本标准由纺织工业部技术装备司提出。本标准由上海纺织机械研究所归口。本标准由上海第一纺织机械厂负责起草,由广州纺织机械厂、湖南省纺织机械厂协作起草。本标准主要起草人陆庭发、梁丽清。免费标准下载网(www.freebz.net)无需注册即可下载'
您可能关注的文档
- FZT93002-1991纺纱和捻线平面钢领用钢丝圈.pdf
- FZT93003-1991纺纱和捻线用金属钩.pdf
- FZT93004-1991纺纱和捻线用塑料钩.pdf
- FZT93006-1991梳毛机用搓条胶板.pdf
- FZT93007-1991圆柱形条筒.pdf
- FZT93008-1991棉纺用塑料经纱管.pdf
- FZT93009-1991毛纺用经纱管.pdf
- FZT93010-1991换梭式梭子用塑料纬纱管.pdf
- FZT93011-1991换梭式梭子用木质纬纱管.pdf
- FZT93013-1992精梳毛纺环锭细纱机.pdf
- FZT93015-1992转杯纺纱机.pdf
- FZT93016-1993绒线细纱机.pdf
- FZT93017-1993精纺梳毛机.pdf
- FZT93018-1993和毛机.pdf
- FZT93019-1993梳棉用盖板针布.pdf
- FZT93019-2004梳棉机用弹性盖板针布.pdf
- FZT93020-1993梳毛用弹性针布.pdf
- FZT93020-2004弹性针布.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明