

- 144.92 KB
- 2022-04-22 13:44:07 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
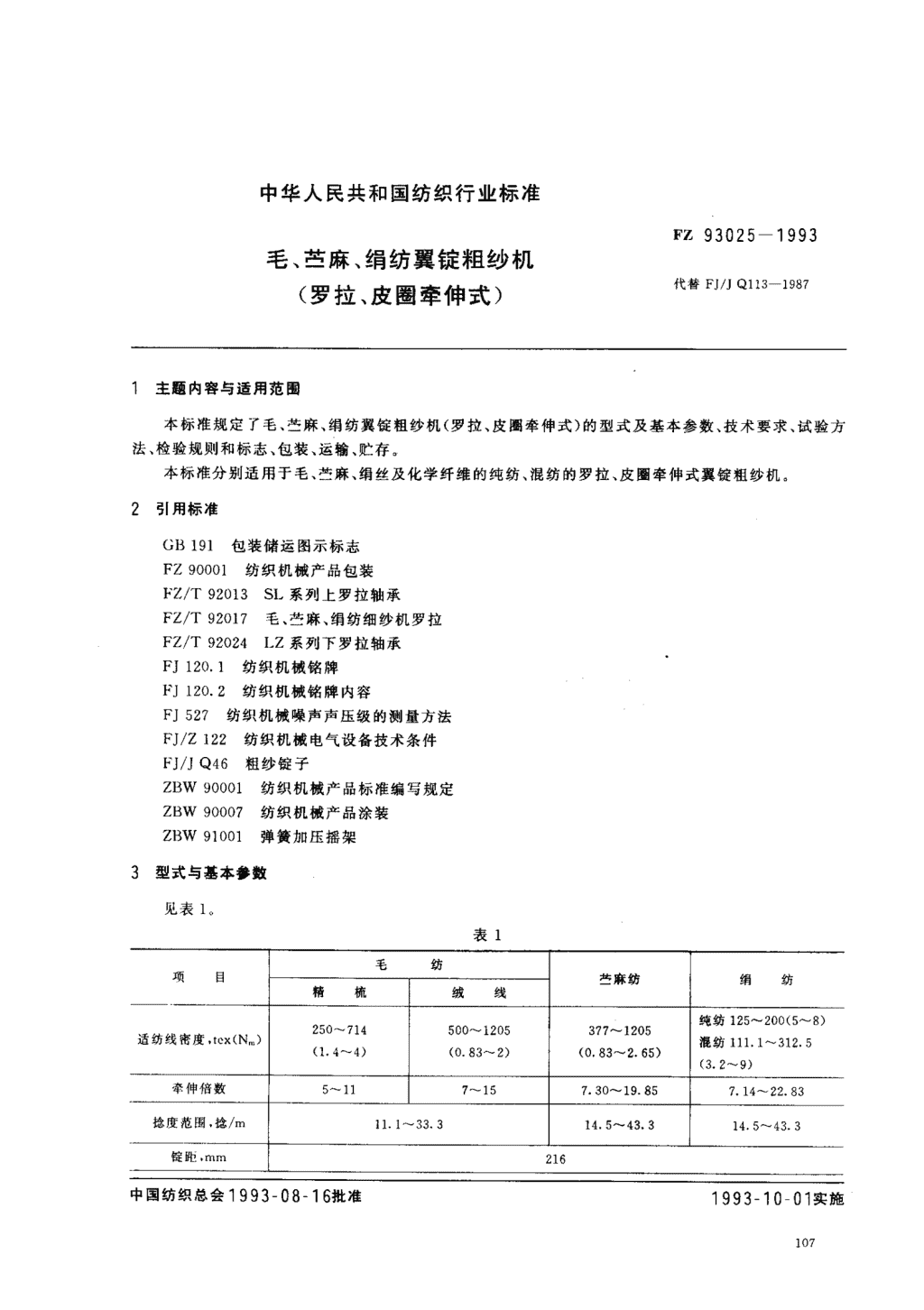
'免费标准网(www.freebz.net)中华人民共和国纺织行业标准FZ93025一1993毛、兰麻、绢纺翼锭粗纱机代替FJ/JQ113-1987(罗拉、皮圈牵伸式)1主题内容与适用范围本标准规定了毛、兰麻、绢纺翼锭粗纱机(罗拉、皮圈牵伸式)的型式及基本参数、技术要求、试验方法、检验规则和标志、包装、运输、贮存,本标准分别适用于毛、竺麻、绢丝及化学纤维的纯纺、混纺的罗拉、皮圈牵伸式翼锭粗纱机2引用标准GB191包装储运图示标志FZ90001纺织机械产品包装FZ/T92013SI系列上罗拉轴承FZ/T92017毛、竺麻、绢纺细纱机罗拉FZ/T92024LZ系列下罗拉轴承FJ120.1纺织机械铭牌FJ120.2纺织机械铭牌内容FJ527纺织机械噪声声压级的测量方法FJ/Z122纺织机械电气设备技术条件FJ/JQ46粗纱锭子ZBW90001纺织机械产品标准编写规定ZBW90007纺织机械产品涂装ZBW91001弹簧加压摇架3型式与基本参数见表1表1毛纺项目竺麻纺绢纺精梳绒线纯纺125^-200(5^8)250-714500-1205377^-1205适纺线密度,tox(N.)混纺111.1~312.5(1.4^-4)(0.83^2)(0.83^-2.65)(3.2-9)牵伸倍数5^-117-157.30^-19.857.14-22.83捻度范围,捻/m11.1-33.314.5-43.314.5-43.3锭距mm216中国纺织总会1993-08-16批准1993一10一01实施免费标准网(www.freebz.net)无需注册即可下载
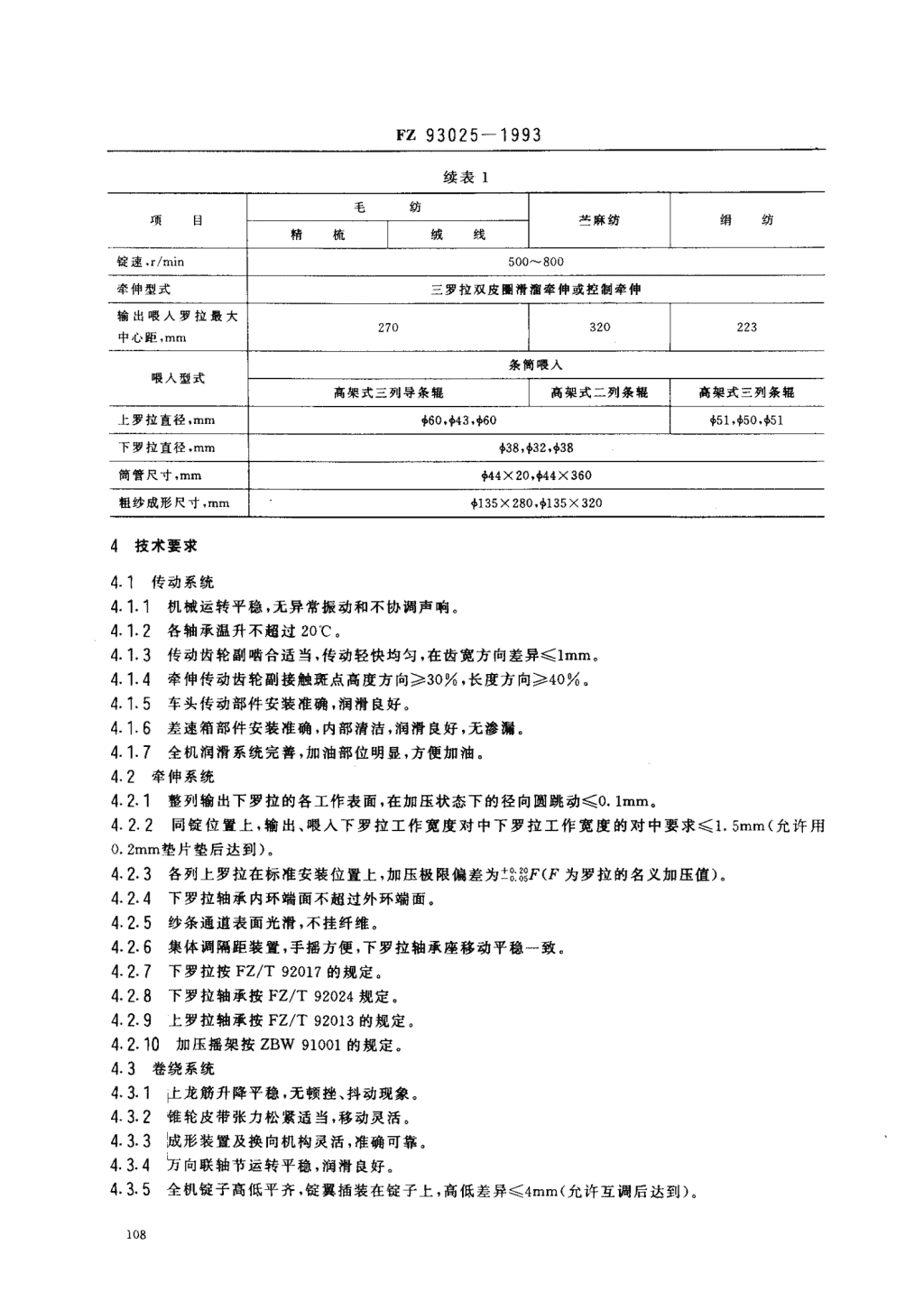
免费标准网(www.freebz.net)FZ93025一1993续表1毛纺项目竺麻纺绢纺精梳绒线锭速r/min500-800牵伸型式三罗拉双皮圈滑溜牵伸或控制牵伸输出喂人罗拉最大223中心距,mm一条筒喂人喂人型式高架式三列导条辊高架式二列条辊商架式三列条辊上罗拉直径.mm争60,争43,争60币51,币50.杏51下罗拉直径,mm令38,争32,$38筒管尺寸,mm$44X20,X44X360粗纱成形尺寸,mm币135X280,拳135X3204技术要求4.,传动系统4.1.1机械运转平稳,无异常振动和不协调声响。4.1.2各轴承温升不超过20`C,4.1.3传动齿轮副啮合适当,传动轻快均匀,在齿宽方向差异(lmm,4.1.4牵伸传动齿轮副接触斑点高度方向)30%,长度方向)40%,4.1.5车头传动部件安装准确,润滑良好。4门.6差速箱部件安装准确,内部清洁,润滑良好,无渗漏。4.1.7全机润滑系统完善,加油部位明显,方便加油。42牵伸系统4.2.1整列输出下罗拉的各工作表面,在加压状态下的径向圆跳动G0.lmm,4.2.2同锭位置上,输出、喂人下罗拉工作宽度对中下罗拉工作宽度的对中要求-<1.5mm(允许用0.2mm垫片垫后达到)。4.2.3各列上罗拉在标准安装位置上,加压极限偏差为鳃o0sF(F为罗拉的名义加压值)。4.2.4下罗拉轴承内环端面不超过外环端面。4.2.5纱条通道表面光滑,不挂纤维。4.2.6集体调隔距装置,手摇方便,下罗拉轴承座移动平稳一致。4.2.7下罗拉按FZ/T92017的规定。4.2.8下罗拉轴承按FZ/T92024规定。4.2.9上罗拉轴承按FZ/T92013的规定。4.2.10加压摇架按ZBw91001的规定。4.3卷绕系统4.3.1止龙筋升降平稳,无顿挫、抖动现象。4.3.2锥轮皮带张力松紧适当,移动灵活。4.3.3成形装置及换向机构灵活,准确可靠。4.3.4方向联轴节运转平稳,润滑良好。4.3.5全机锭子高低平齐,锭翼插装在锭子上,高低差异(4mm(允许互调后达到)。109免费标准网(www.freebz.net)无需注册即可下载
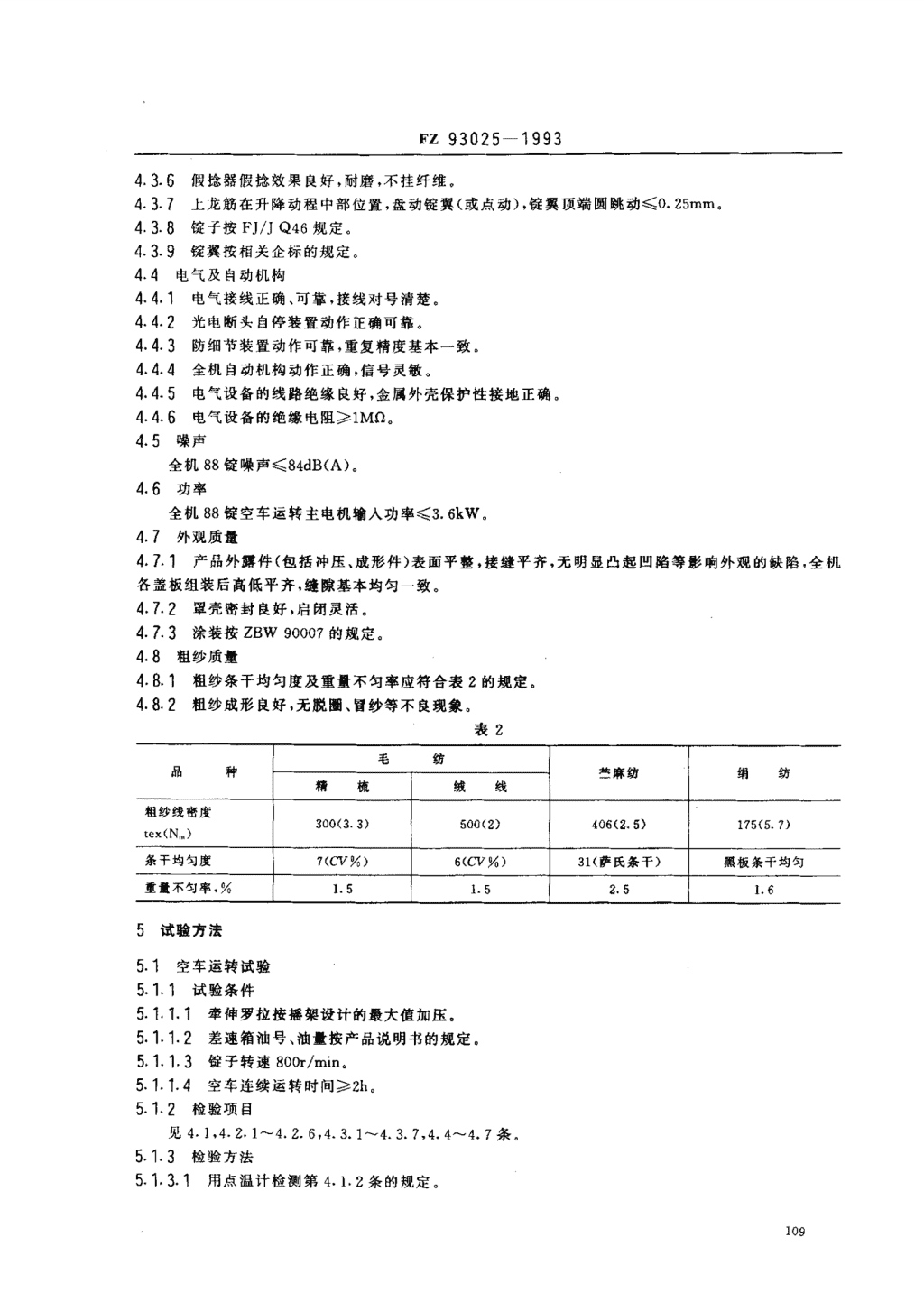
免费标准网(www.freebz.net)Fz93025一19934.3.6假捻器假捻效果良好,耐磨,不挂纤维。4.3.7上龙筋在升降动程中部位置,盘动锭翼(或点动),锭翼顶端圆跳动-1MSZ,45噪声全机88锭噪声(84dB(A),4.6功率全机88锭空车运转主电机输人功率<16M,4.了外观质盘4了,产品外露件(包括冲压、成形件)表面平整,接缝平齐,无明显凸起凹陷等影响外观的缺陷,全机各盖板组装后高低平齐,缝隙基本均匀一致。4.7.2罩壳密封良好,启闭灵活。4.7.3涂装按ZBw90007的规定。4.8粗纱质量4.B卜1粗纱条干均匀度及重量不匀率应符合表2的规定。4.8.2粗纱成形良好,无脱圈、冒纱等不良现象。表2毛纺品种竺麻纺绢纺精梳绒线粗纱线密度300(3.3)500(2)406(2.5)175(5.7)cex(N=)条干均匀度7(CV%)6(CV纬)31(萨氏条干)黑板条干均匀重t不匀率,%1.51.52.51.65试验方法5.1空车运转试验5.1.1试验条件5.飞.1.1牵伸罗拉按摇架设计的最大值加压。5.1.1.2差速箱油号、油量按产品说明书的规定。5.1.1.3锭子转速800r/min,5.1.1.4空车连续运转时间)2h,5.1.2检验项目见4.1,4.2.1-4.2.6,4.3.1^-4.3.7,4.4^4.7条5.1.3检验方法5.1.3.1用点温计检测第4.1.2条的规定。109免费标准网(www.freebz.net)无需注册即可下载
免费标准网(www.freebz.net)FZ93025---19935.1.3.2用上罗拉加压测力仪检测第4.2.3条的规定。5.1.3.3第4.4.6条绝缘电阻的测定按FJ/Z122第12.1条的规定5.1.3.4第4.5条噪声的测定按FJ527的规定5.1.3.5用三相功率表检测4.6条的规定。5.2工作负荷试验5.2.1试验条件5.2.1门纺纱工艺牵伸隔距、罗拉加压值、牵伸倍数、捻系数、锭速等参数均按合理的工艺方案配置。5.2.1.2喂人条子的质量应符合表3的规定。5.2.1.3正常生产连续运转30天后进行表3毛纺品种竺麻纺绢纺精梳绒线粗纱线密度.tex(NA)300(3.3)500(2)406(2.5)175(5.7)喂人条子条干均匀度5(CV/0a)4.6(CV%)18(萨氏条干)20(萨氏条干)喂人条子重量不匀率,%1.11.11.31.51.0.2试验项目见4.8条6检验规则61制造厂在每月或每批产品中抽一台进行全装,并按5.1条进行空车运转试验62们每台产品须经制造厂质量管理部门检脸合格,并附有产品合格证,方可出厂。使用厂在进行安装、调整试验中发现有不符合本标准时,由制造厂负责处理。6.4产品在符合ZBw90001第5.11.1.2条的情况下进行型式检验。标志、包装、运输、贮存7.,标志7.1.1包装储运图示标志按GB191的规定。7.1.2产品铭牌的内容按FJ120.1和FJ120.2的规定。了.2包装7.2.1产品包装按FZ90001的规定。7.2.2随机供应文件:产品说明书、简图、装配图、电气原理图、连线图和装箱清单。了.3运输产品运输过程中,应按规定的起吊位置起吊,包装箱应按规定的朝向放置,不得倾倒或改变方向。了.4贮存产品出厂‘后,在良好的防雨及通风贮存条件下,包装箱内的零件防锈、防潮有效期为一年附加说明:本标准由纺织工业部技术装备司提出。本标准由上海纺织机械研究所归口。本标准由上海纺织机械研究所、天津纺织机械厂负责起草本标准主要起草人:刘健敏、冯淑申、郭润成、施尧训。免费标准网(www.freebz.net)无需注册即可下载'
您可能关注的文档
- FZT93018-1993和毛机.pdf
- FZT93019-1993梳棉用盖板针布.pdf
- FZT93019-2004梳棉机用弹性盖板针布.pdf
- FZT93020-1993梳毛用弹性针布.pdf
- FZT93020-2004弹性针布.pdf
- FZT93021-1993起毛用弹性针布.pdf
- FZT93022-1993绢纺用弹性针布.pdf
- FZT93023-1993辅助用弹性针布.pdf
- FZT93024-1993梳理机用隔距片.pdf
- FZT93026-1993苎麻、绢纺翼锭粗纱机(罗拉、针板、针筒牵伸式).pdf
- FZT93027-1993棉纺环锭细纱机.pdf
- FZT93028-1993针筒式粗纱机.pdf
- FZT93029-1994塑料粗纱管.pdf
- FZT93030-1994交叉卷绕络纱用圆锥形管.pdf
- FZT93030-2007纺织机械与附件交叉卷绕用圆锥形筒管技术条件.pdf
- FZT93031-1994转杯纺纱机用圆柱形筒管.pdf
- FZT93032-1994毛、苎麻纺针梳机.pdf
- FZT93033-1995梳棉机.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明