

- 169.81 KB
- 2022-04-22 13:44:23 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
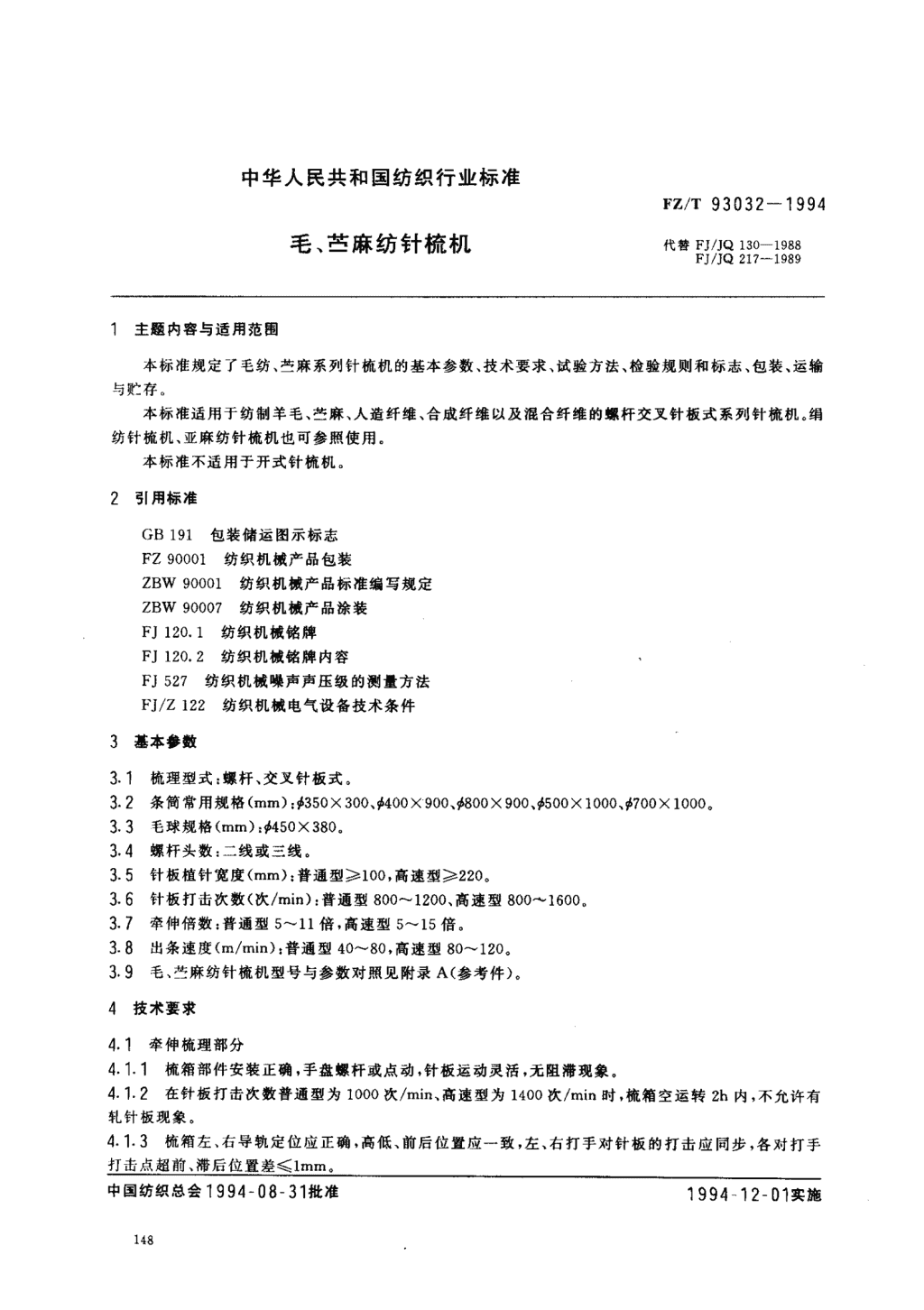
'中华人民共和国纺织行业标准FZ/T93032一1994毛、芒麻纺针梳机代替FJ/JQ130-1988FJ/JQ217-19891主题内容与适用范围本标准规定了毛纺、竺麻系列针梳机的基本参数、技术要求、试验方法、检验规则和标志、包装、运输与贮存。本标准适用于纺制羊毛、竺麻、人造纤维、合成纤维以及混合纤维的螺杆交叉针板式系列针梳机。绢纺针梳机、亚麻纺针梳机也可参照使用。本标准不适用于开式针梳机。2引用标准GB191包装储运图示标志FZ90001纺织机械产品包装ZBW90001纺织机械产品标准编写规定ZBW90007纺织机械产品涂装FJ120.1纺织机械铭牌FJ120.2纺织机械铭牌内容FJ527纺织机械噪声声压级的测量方法FJ/Z122纺织机械电气设备技术条件3基本参数3.1梳理型式:螺杆、交叉针板式。3.2条筒常用规格(mm):0350X300,0400X900,0800X900,0500X1000,0700X1000,3.3毛球规格(mm):0450X38003.4螺杆头数:二线或三线。3.5针板植针宽度(mm):普通型>100,高速型>220,3.6针板打击次数(次/min):普通型800-1200,高速型800^-160003.7牵伸倍数:普通型5-11倍,高速型5-15倍。3.8出条速度(m/min):普通型40^-80,高速型80-120.3.9毛、竺麻纺针梳机型号与参数对照见附录A(参考件)。4技术要求4.1牵伸梳理部分4门.1梳箱部件安装正确,手盘螺杆或点动,针板运动灵活,无阻滞现象。4.1.2在针板打击次数普通型为1000次/min、高速型为1400次/min时,梳箱空运转2h内,不允许有轧针板现象。4.1.3梳箱左、右导轨定位应正确,高低、前后位置应一致,左、右打手对针板的打击应同步,各对打手打击点超前、滞后位置差(lmm.中国纺织总会1994-08-31批准1994一,2一0,实施148
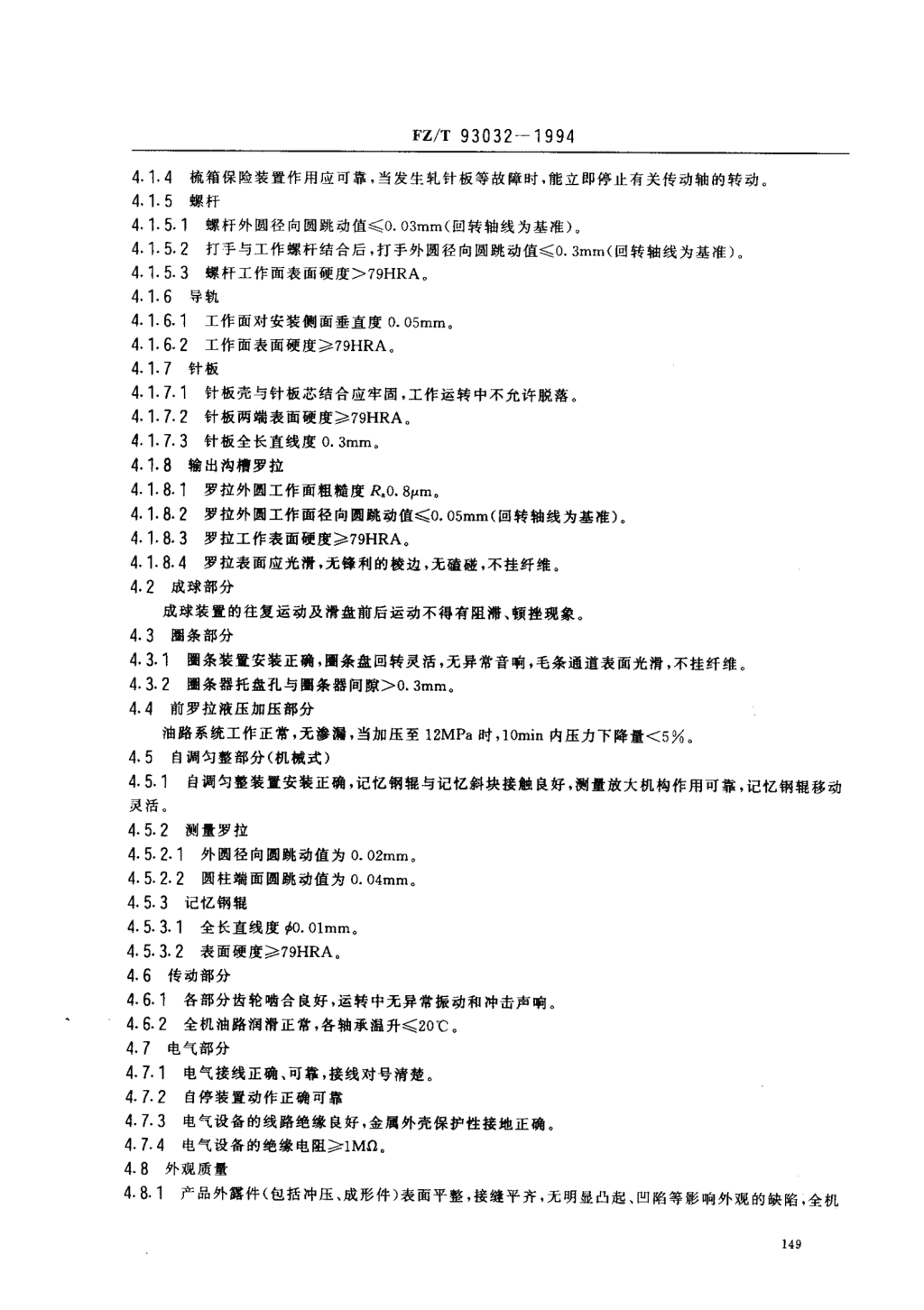
Fz/T93032一19944.1.4梳箱保险装置作用应可靠,当发生轧针板等故障时,能立即停止有关传动轴的转动。4.1.5螺杆4.1.5.1螺杆外圆径向圆跳动值(0.03mm<回转轴线为基准)。4.1.5.2打手与工作螺杆结合后,打手外圆径向圆跳动值<-0.3mm(回转轴线为基准)。4.1.5.3螺杆工作面表面硬度>79HRA,4.1.6导轨4.1.6门工作面对安装侧面垂直度。.05mm,4.1.6.2工作面表面硬度妻79HRA,4.1.7针板4.1.7.,针板壳与针板芯结合应牢固,工作运转中不允许脱落。4.1.7.2针板两端表面硬度)79HRA,4.1.7.3针板全长直线度0.3mm,4.,.8输出沟槽罗拉4.1.8.1罗拉外圆工作面粗糙度R,O.8pm,4.1.8.2罗拉外圆工作面径向回跳动值《0.05mm(回转轴线为基准)。4.1.8.3罗拉工作表面硬度)79HRA,4.1.8.4罗拉表面应光滑,无锋利的棱边,无磕碰,不挂纤维。4.2成球部分成球装置的往复运动及滑盘前后运动不得有阻滞、顿挫现象。4.3圈条部分4.3.1圈条装置安装正确,圈条盘回转灵活,无异常音响,毛条通道表面光滑,不挂纤维。4.3.2圈条器托盘孔与圈条器间隙>0.3mm,4.4前罗拉液压加压部分油路系统工作正常,无渗漏,当加压至12MPa时,10min内压力下降量<5%.4.5自调匀整部分(机械式)4.5.1自调匀整装置安装正确,记忆钢辊与记忆斜块接触良好,测量放大机构作用可靠,记忆钢辊移动灵活。4.5.2测量罗拉4.5.2门外圆径向圆跳动值为0.02mm,4.5.2.2圆柱端面圆跳动值为。.04mm,4.5.3记忆钢辊4.5.3.1全长直线度}0.Olmm,4.5.3.2表面硬度)79HRA.4.6传动部分4.6.,各部分齿轮啮合良好,运转中无异常振动和冲击声响。4.6.2全机油路润滑正常,各轴承温升(20-Co4.了电气部分4.7.1电气接线正确、可靠,接线对号清楚。4.了.2自停装置动作正确可靠4.7.3电气设备的线路绝缘良好,金属外壳保护性接地正确。4.7.4电气设备的绝缘电阻}->1Mn.4.8外观质量4.8.1产品外露件(包括冲压、成形件)表面平整,接缝平齐,无明显凸起、凹陷等影响外观的缺陷,全机149
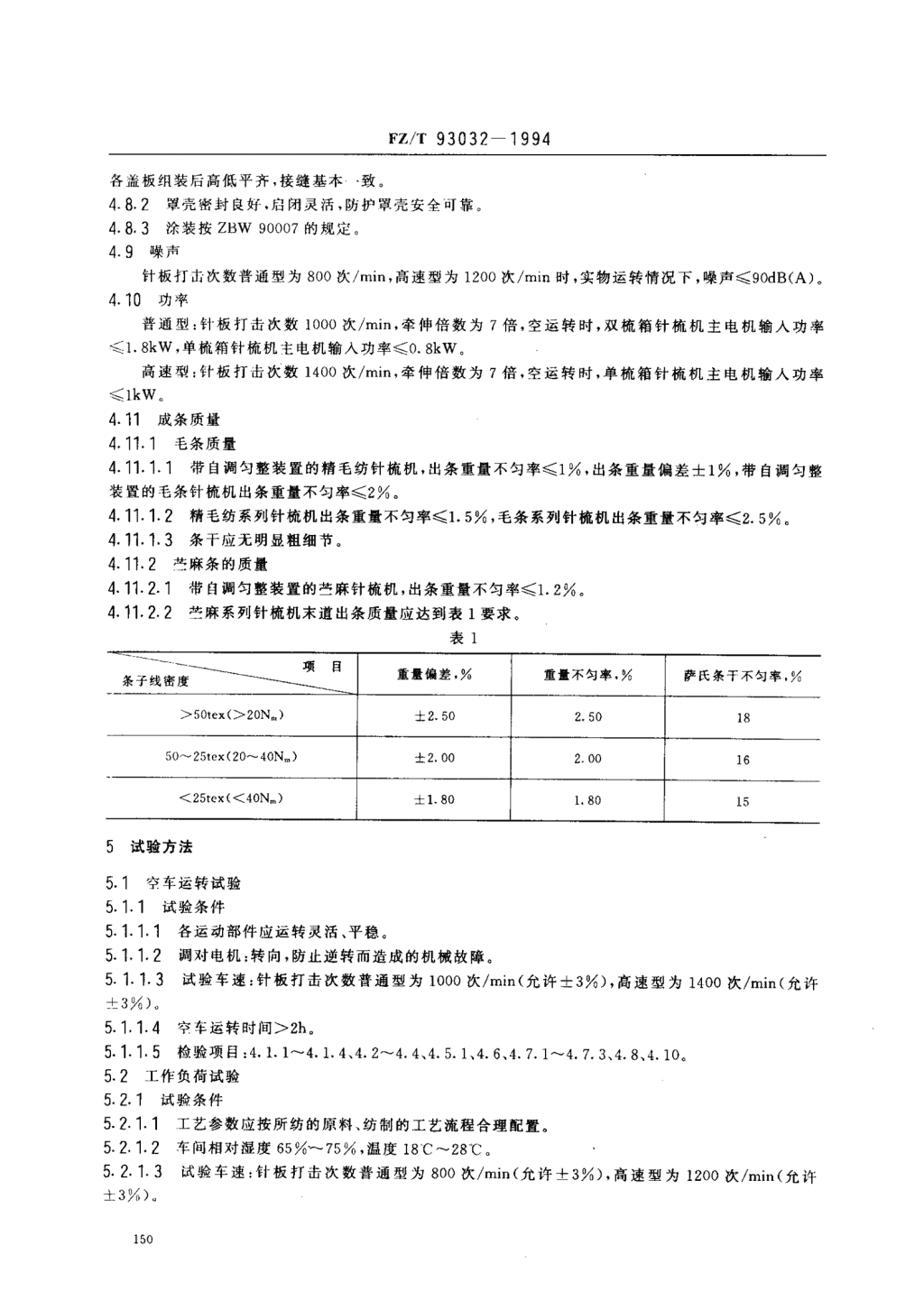
Fz/t93032一1994各盖板组装后高低平齐,接缝基本致4.8.2罩壳密封良好,启闭灵活,防护罩壳安全可靠4.8.3涂装按ZBW90007的规定。4.9噪声针板打击次数普通型为800次/min,高速型为1200次/mm时,实物运转情况下,噪声蕊90dB(A)e4.10功率普通型:针板打击次数1000次/min,牵伸倍数为7倍,空运转时,双梳箱针梳机主电机输人功率蕊1.8kW,单梳箱针梳机主电机输人功率毛0.8kWo高速型:针板打击次数1400次/mm,牵伸倍数为7倍,空运转时,单梳箱针梳机主电机输人功率镇1kW4.11成条质量4门1门毛条质量4.11.1.1带自调匀整装置的精毛纺针梳机,出条重量不匀率<100,出条重量偏差士1%,带自调匀整装置的毛条针梳机出条重量不匀率<2%.4.11.1.2精毛纺系列针梳机出条重量不匀率<1.500,毛条系列针梳机出条重量不匀率(2.500,4.11.1.3条干应无明显粗细节。4.11.2麻条的质量4.11.2.1带自调匀整装置的竺麻针梳机,出条重量不匀率(1.2Yo4.11.2.2竺麻系列针梳机末道出条质量应达到表1要求。表1一薪磊面一一一遭退重量偏差,%重盈不匀率,%萨氏条千不匀率,%>S0tex(>20N.,)士2.502.501850-25tex(20^-40Nm)士2.002.0016<25tex(<40Nm)士1.801.80155试验方法5门空车运转试验5门,1试验条件5.1.1.1各运动部件应运转灵活、平稳5.1门.2调对电机:转向,防止逆转而造成的机械故障。5.1.1.3试验车速:针板打击次数普通型为100。次/min(允许士3%),高速型为1400次/min(允许士30a)5.1.1.4空车运转时间>2h.5.1.1.5检验项目:4.1.1-4.1.4,4.2-4.4,4.5.1,4.6,4.7.1^4.7.3,4.8,4.105.2L作负荷试验5.21试验条件5.2.1.1工艺参数应按所纺的原料、纺制的工艺流程合理配置。5.2.1.2车间相对湿度6500""-75%,温度18"C^-280C.5.2.1.3试验车速:针板打击次数普通MY为800次/min(允许士3%),高速型为1200次/min(允许士3%)
FZ/T93032一19945.2.1.4试验时间:使用厂正常生产连续运转不少于160h(21个班)后进行。5.2.1.5检验项目4.8,4.11。5.3第4.6.2条轴承温升用点温计检测。5.4第4.7.4条绝缘电阻按FJ/Z122第12.1条的规定检测。5.5第4.9条噪声按FJ527的规定检测。5.6第4.10条功率用三相功率表检测。6检验规则61制造厂在每月或每批产品中抽一台进行全装,并按5.1条进行空车运转试验。62每台产品需经制造厂质量管理部门检验合格,并附有产品合格证,方可出厂。63使用厂在进行安装,调整试验中发现有不符合本标准时,由制造厂负责处理。64产品在符合ZBW90001中第5.11.1.2条的情况下进行型式检验。了标志、包装、运输、贮存了.,标志7.1.1包装储运图示标志按GB191的规定。7.1.2产品铭牌的内容按FJ120.1和FJ120.2的规定。7.2包装7.2.1产品包装按FZ90001的规定。7.2.2随机供应文件:产品说明书、简图、电气原理图和装箱清单等。7.3运输产品运输过程中,应按规定的起吊位置起吊,包装箱应按规定的朝向放置,不得倾倒或改变方向。7.4贮存产品出厂后,在良好的防雨及通风贮存条件下,包装箱内的零件防锈、防潮有效期为一年。
Fz/T93032一1994翻热坪悠咬早︵宾t工麟娜御V布确粥握拐)傲扣卿152
Fz/T93032一1994泪布国寸00寸代21匕枢︵噢的成臣次囚对0余︵翻O206澎华0N洲邑口又0坦臼的帐000碟卜州1司·闪,6卜落况X们10对o哪因对o﹄仍X1206况X门切2代x·明兰02织OX)寸心o的O。o洲︶呱的。呱杖呱[0胆x0写的因盛卜尔今寸00。叫巴6ZX粼呈UO。盆1司坦梢嵌纷0尸公0改0国曰妈x0o对坦o霖︵囚噢嵘目10巾︵创的0的国0工澎形叭X卜NN场。丫N60-。日.6.6卜0次O[卜瞬9N呼啥·XX娜[1的工闭黔NN切121Z国肠粗·XX︶瞬00-HO卜闰城忿旧的瞬闪-门门们1[0狱呱呱N阶0x仍0写o国1的洛又布吸00叫00的舒卜俐傲叩工0洲闭阅帅门国X灿O的篆水水X只层已日今哪已日‘侧侧已团1小卜(侧“月八翻渊﹀榨已)璨日,,已缩已已翻圈喇却暇卜暇中侧把阁日︶霍︶榨狱毖(留毖(叫理拓们洲长矛侧厚鬓暇酬麟麟麟城玻毕牛习四侧代田脚攀冰哪火卿母场照杖嵘瞥卑垢日摇回翻侧秘布皿崛田153
Fz/T93032一1994附加说明:本标准由纺织工业部提出。本标准由上海纺织机械研究所归口。本标准由上海纺织机械研究所、上海第一纺机厂、天津纺机厂、湖南省纺机厂、定海纺机厂负责起本标准主要起草人:施尧训、王宝昌、王菊瑛、刘健敏。'
您可能关注的文档
- FZT93024-1993梳理机用隔距片.pdf
- FZT93025-1993毛、苎麻、绢纺翼锭粗纱机(罗拉、皮圈牵伸式).pdf
- FZT93026-1993苎麻、绢纺翼锭粗纱机(罗拉、针板、针筒牵伸式).pdf
- FZT93027-1993棉纺环锭细纱机.pdf
- FZT93028-1993针筒式粗纱机.pdf
- FZT93029-1994塑料粗纱管.pdf
- FZT93030-1994交叉卷绕络纱用圆锥形管.pdf
- FZT93030-2007纺织机械与附件交叉卷绕用圆锥形筒管技术条件.pdf
- FZT93031-1994转杯纺纱机用圆柱形筒管.pdf
- FZT93033-1995梳棉机.pdf
- FZT93033-2004梳棉机.pdf
- FZT93034-1995棉纺悬锭粗纱机.pdf
- FZT93034-2006棉纺悬锭粗纱机.pdf
- FZT93035-1995棉纺托锭粗纱机.pdf
- FZT93035-2011棉纺托锭粗纱机.pdf
- FZT93036-1995电动落纱机.pdf
- FZT93037-2009棉打包机.pdf
- FZT93039-1995粗梳毛纺环锭细纱机.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明