

- 246.31 KB
- 2022-04-22 13:44:46 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'FZ/T93051-1998前言本标准非等效采用国际标准ISO98:1977((纺织机械与附件前纺和细纱机械上罗拉包覆物的规格》。本标准是根据FZ/T93014-1992《棉纺牵伸胶辊用胶管》进行修订的。根据我国前纺和细纱机械上罗拉包覆物—胶管的使用情况,由于ISO98中所列出的大部分尺寸规格与我国所用规格不相符合,因而本标准仅采用了ISO98中列出的胶管的少量尺寸规格,补充了适于我国现行前纺和细纱机械使用的胶管的尺寸规格,同时按照我国产品标准编写规定的要求,补充了产品分类与命名、要求、试验方法、检验规则、包装、贮存的技术内容。本标准根据GB/T1.1和GB/T1.3的要求,标准名称突出主体要素,定名为《前纺和细纱机械上罗拉包彼物胶管》;编排格式上增加了前言和附录,技术内容方面.保留了原标准中的尺寸规格,同时根据标准的实施及近几年来新产品开发、技术发展情况,在产品分类与命名一章增列了双层胶管及相关内容;对技术要求作了适当修改;补充完善了检验规则。对FZ/T93014-1992进行修订时,涉及到FZ/T90038.1^90038.4-1992《纺纱牵伸胶辊用胶管试验方法》系列标准同时修订,因本标准不规定胶管的回弹性和恒定压缩永久变形要求,因而相应的两项试验方法标准,即FZ/T90038.3-1992《纺纱牵伸胶辊用胶管试验方法回弹性》和FZ/T90038.4-1992《纺纱牵伸胶辊用胶管试验方法恒定压缩永久变形》随之取消。其他两项试验方法标准,即FZ/T90038.1-1992A纺纱牵伸胶辊用胶管试验方法内径和壁厚》和FZ/T90038.2-1992《纺纱牵伸胶辊用胶管试验方法邵尔A型硬度》,由于仅被本标准使用,因而不需制定为独立的试验方法标准,故将其作为本标准的附录。本标准自生效之日起,同时代替FZ/T93014-1992,FZ/T90038.1^-90038.2-1992(FZ/T90038.3-90038.4-1992作废)。本标准的附录A、附录B都是标准的附录。本标准由原中国纺织总会技术装备部提出。本标准由陕西纺织器材研究所归口。本标准由陕西纺织器材研究所负责起草,如东纺织橡胶厂、无锡二橡胶股份有限公司、天津市纺织橡胶厂、夭津市纺织机械器材研究所参加起草。本标准主要起草人:王玉华、鹿益民、吴国轩、展盛仙、陈亮、高锦祥、周家骤。
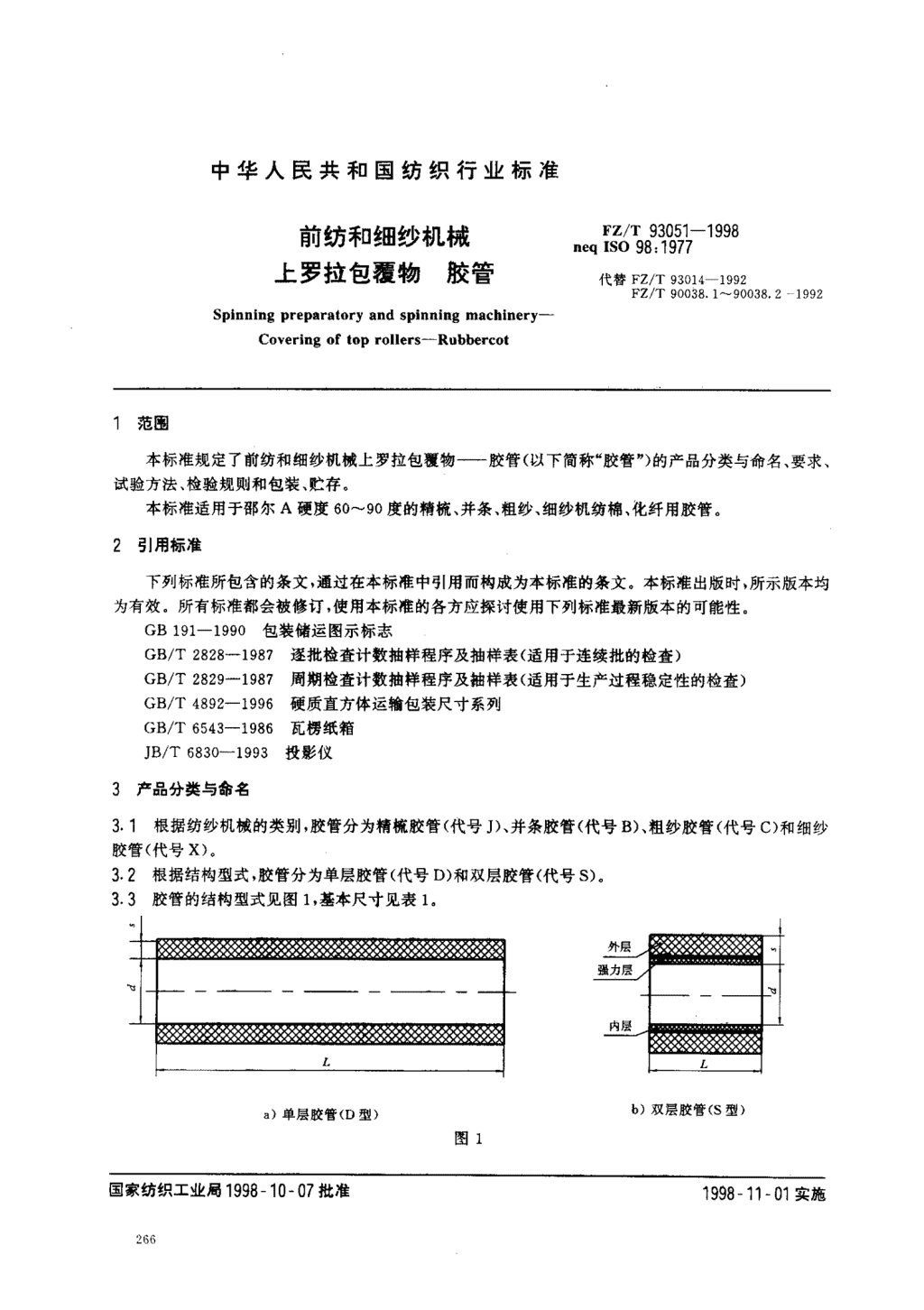
中华人民共和国纺织行业标准FZ/T93051-1998前纺和细纱机械neqISO98:1977上罗拉包覆物胶管代替FZ/T93014-1992FZ/T90038.1^-90038.2一1992Spinningpreparatoryandspinningmachinery-Coveringoftoprollers-Rubbercot1范围本标准规定了前纺和细纱机械上罗拉包覆物—胶管(以下简称“胶管”)的产品分类与命名、要求、试验方法、检验规则和包装、贮存。本标准适用于邵尔A硬度60.90度的精梳、并条、粗纱、细纱机纺棉、化纤用胶管。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时、所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB191-1990包装储运图示标志GB/T2828-1987逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829-1987周期检查计数抽样程序及袖样表(适用于生产过程稳定性的检查)GB/T4892-1996硬质直方体运输包装尺寸系列GB/T6543-1986瓦楞纸箱JB/T6830-1993投影仪3产品分类与命名3.1根据纺纱机械的类别,胶管分为精梳胶管(代号J)、并条胶管(代号B)、粗纱胶管(代号C)和细纱胶管(代号X),3.2根据结构型式,胶管分为单层胶管(代号D)和双层胶管(代号S),3.3胶管的结构型式见图1,基本尺寸见表1,盼七饮洛澎务炊掷必效欢娜路效欢将必双欢k入产、入‘入人入人八八八入入沪、凡入入入入八人人八六人户J、人人入,且且且且.且人及.月.人人】~IY八v六丫叭N叭刀协丙7入甲入ta)单层胶管(D型)b)双层胶管(S型)图1国家纺织工业局1998一10一07批准1998一11一01实施
Fz/T93051-1998表1盯,n、一一一一一基本尺寸产品名称长度L内径d壁厚15一4.5,5.0,5.5,6.0托精梳胶管肠6.0,10.0~比S.5,6.0,6.5,7.0,10.0,14.05.0,6.0,6.5,7.0,8.0,9.0,10.0,11.0,12.01913.0,14.020并条胶管7.0,12.0~跳8.0.9.0.10.0,12.0,13.0,14.0韶8.0,9.0,10.0,12.0,13.0一匆8.0,9.0,10.0,11.0,12.0,13.0,14.0根据用户耍求156.5.7.0,7.5,8.0,10.0,11.0,12.0166.0,6.5,7.0,7.5.12.0一U粗纱胶管5.5.6.0,6.5.7.0.7.5.8.0,10.0此5.5,6.0.6.5,7.0,9.0一196.5136.5.7.5146.0.6.5,7.0一155.0.6.0,6.5.7.0细妙胶管166.0.6.5.7.0.9.0一175.5,6.0,6.5.7.0185.5.6.03.4胶管的标记方法胶管的标记应依次包括以下内容:a)产品名称;b)纺纱机械类别代号,c)结构型式代号.d)召卜尔A硬度,e)内径d,mm;f)壁厚s,mm;8)本标准编号,即FZ/T93051,标记示例内径d为15mm,壁厚‘为6mm,邵尔A硬度为80度的细纱机用单层胶管,其标记为:胶管XD-80-ISX6FZ/T930514要求4.,胶管基本尺寸的极限偏差26了
Fz/T93051-1998胶管基本尺寸的极限偏差应符合表2规定。表2极限偏差名称单层胶管双层胶管0-100士05>100-200长度L+200士{.{>200+-31..010^20+-0.;名内径d一0.30>20-30+-0.;;落6+0.‘“壁厚:>6~8+0.5“>8+0.’“4.2外观质量4.2.1胶管的内孔应圆整,内表面不允许有缺胶现象。4.2.2胶管的外表面不允许有裂纹和明显的凹陷,在有效长度内,两端不允许有塌头。4.2.3胶管经磨砺后,表面应滑爽,无气孔、砂眼和杂质。4.2.4双层胶管切割后的两端面必须平整,无双边刀痕和线头外露,内外层不得有脱层4.3硬度4.3.1胶管邵尔A硬度的允许偏差为土3度。4.3.2同批胶管的硬度极差不得超过3度。5试验方法5.1胶管的长度用普通计量器具测量。5.2胶管的内径和壁厚用普通计量器具或专用量具测量,仲裁鉴定按附录A规定进行测量。5.3胶管的外观质量在照度不小于100Ix光线下目测,但在检查4.2.3规定时,应在样本单位上随机截取50mm长的试样,经磨砺后目测。5.4胶管硬度按附录B的规定测定。6检验规则6.1总则6.1.1胶管必须通过以下类别的检验:—型式检验;—出厂检验。6.1.2型式检验和出厂检验由制造厂质量检验部门负责进行,订货方也可按本标准中的出厂检验规定对进厂的胶管进行验收。根据订货方要求,制造厂应提供出厂检验所在周期的型式检验报告。6门.3型式检验或出厂检验均应以个为单位随机抽取样本,并逐个对样本单位进行检查。被检查的样本单位若有不符合本标准的有关规定时,即为不合格。
FZ/T93051一1998洲乃卜乙U检验内勺卜U‘型式检验门卜U.2.1.1连续生产的胶管每月应进行一次型式检验,在改变设计、改进主要制造工艺、更换材料时,也应进行型式检验。6.2.1.2型式检验采用GB/T2829中判别水平1的一次抽样方案。6.2.1.3型式检验项目、样本大小、不合格质量水平和不合格分类应符合表3规定。表3!_.‘_~,_序号检验项目要求的章条试验方法的章条样本大小个甘裕质重水十不合格分类l内径4.15.220l52壁厚4.15.220203内孔、内表面4.2.15.32020B4切割后两端面4.245320l55硬度4.3.15420l56同批硬度极差4.3.220按检查结果判定7长度4.15.120258外表面4.2.25.32020C9磨砺后表面4.2.35.320206.2.1.4样本的抽取和检查按GB/T2829一1987中4.9和4.10规定进行。6.2.1.5型式检验合格或不合格的判断和检查后的处置按GB/T2829一1987中4.n和4.12规定进行。62.2出厂检验6.2.2.1每批胶管都应进行出厂检验,经型式检验合格后方可进行出厂检验。6.2.2.2出厂检验采用GB/T2828中一般检查水平1的一次抽样方案,从正常检查开始,并按GB/T2828一1987中4.6.3和4.6.4规定进行。6.2.2.3出厂检验项目,合格质量水平和不合格分类应符合表4规定。表4序号检验项目要求的章条试验方法的章条合格质量水平不合格分类一}内径1一5.2}一}壁厚1一5.26.5B3内孔、内表面}一4.2.1}6.54切例后两端面4.2.4}(一묵}.3}5长度4.15.16.56外表面4,2.25。36.5C7磨砺后表面4.2.35.36.5已2.24样本的抽取和检查按GB/T2828一1987中4.9和4.10规定进行。6.225出厂检验合格或不合格的判断和检查后的处置按GB/T2828一1987中4.n和4.12规定进行7包装、贮存了.1包装了.1.1产品包装的准备
Fz/T93051-1998了,门,胶管经检验合格并附有合格证,方可进行包装。7门门.2包装件基本尺寸应尽量采用GB/T4892中规定。7.1.1.3外包装采用GB/T6543-1986表1中2类双瓦楞纸箱,当受到内装物尺寸限制时,可使用适宜的包装(箱)袋。了门.2产品包装了门.2门胶管采用适宜的内包装方法,防止在运输过程中受损。7.1.2.2成箱后采用粘合方法封箱,粘合时应采用宽度不小于50mm的胶带。7.1.2.3封箱后应用塑料捆扎带按图2所示方法捆扎。7.1.3包装标志了门.3门外包装上应有包装标志(运输包装收发货标志和包装储运图示标志),其内容应符合以下规定:7.1.3,.1运输包装收发货标志a)制造厂名;b)产品标记;c)数量;d)颜色;e)毛重;f>生产年月或生产批号;B)体积(长X宽X高二m"),7.1.3.1.2包装储运图示标志“怕热标志”、“怕湿标志”应符合GB191-199。表1中规定。7.1.3.2运输包装收发货标志和包装储运图示标志应分别位于包装箱的侧面和端面。1.1.3.3标志应用油漆、油墨等印色材料涂打或印刷,标志应清晰耐久。7.2贮存了.2门胶管存放时应远离热源,免受日光直射和雨雪浸袭,并不得接触酸、碱、油等有损橡胶的物质。7.2.2胶管自制成之日起,使用前应有1^-2个月的回性期,胶管在生产厂的贮存时间(包括回性期)不应超过半年,在使用厂的贮存时间不应超过一年。
Fz/T93051-1998附录A(标准的附录)胶管内径和壁厚的测定方法Al范围本方法仅适用于仲裁鉴定。A2仪器a)投影仪应符合JB/T6830规定;b)投影仪的放大倍数为10.A3试样A3门试样在距胶管两端50mm(D型)或10mm(S型)以上长度内随机截取,每个胶管截取一个试样,其长度为10mm士0.1mm,A3.2试样两端面应平整、光滑。A4试验条件A4.1试验标准环境a)温度:(23士2)"C;b)相对湿度:(50士5)%.A4.2试样状态调节试样在试验标准环境下放置时间不少于16h,A5测f步驻及结果的裹示A5门试样平放在投影仪载物台上,调节升降机构,使试样在投影屏上成像清晰,边缘清楚。A5.2用分划间隔为。.5mm的普通玻璃尺在投影屏上测量试样相互垂直方向的两内径,取算术平均值,精确到0.01mm.A5.3用分划间隔为。.5mm的普通玻璃尺在投影屏上测量试样的壁厚(从水布纹处开始),每个试样应在圆周方向等距离测三处,取测量值的中位数为试验结果,精确到。.01mm,附录B(标准的附录)胶管邵尔A硬度试验方法B1试验仪器B11硬度计压针的形状和尺寸应符合图B1和表B1的规定,并且压针应位于孔的中心。川2硬度计压针在自由状态时,其指针应指零度;当压针被压入小孔,其端面与硬度计底面在同一平面时,指针所指刻度应为100度。
4"z/T93051-19981.25士0.150.79士0.032.50士0.0435。士0.250>12B1.3弹簧对压针所施力的大小同硬度计指示值的关系应符合式(B1),允许偏差为士75mN(即硬度1度)。F=550+75H=······”·”·”·“·“·⋯⋯”·”⋯(B1)式中:F—弹簧对硬度计压针所施加的力,mN;550—压针未压人试样时(硬度计示值为零时)弹簧对压针所施加的初始力,mN;75—硬度计每1度所对应的弹簧在其压针上的力,mN;H、—邵尔A型硬度计指示的度数。B︹产‘试样B八Z:1在样本单位有效长度内截取试样,其长度为30mm士。.5mm,Bn工J2将试样按规定的套差套在铁芯上进行磨砺,磨砺后其壁厚为5mm士。.1mm,B勺﹂试验条件B3.1试验标准环境a)温度:(23士2)0C;b)相对湿度:(50士5)00,B3.2试样状态调节试样在试验标准环境下放置时间不少于16h,B4试验步骤B4门调整硬度计水平,使指针在自由状态下指零。B4.2把试样放置在仪器的v型工作台上,平稳地扳动手柄,给试样缓慢地施加质量为1kg的负荷。B4.3当硬度计底面与试样表面平稳地完全结合时起1s内读数。B4.4试样上的每一点只准许测量一次,测量点间距离不小于8mm.B5试验结果的表示B5.,以硬度计示值为测定值。B5.2每个试样沿圆周方向随机测量三点,取测量值的中位数为试验结果。'
您可能关注的文档
- FZT93044-1997条卷机.pdf
- FZT93045-1997条并卷机.pdf
- FZT93045-2009条并卷机.pdf
- FZT93046-1997棉精梳机.pdf
- FZT93046-2009棉精梳机.pdf
- FZT93047-1998针刺机.pdf
- FZT93048-1998针刺用针.pdf
- FZT93049-1998纺织用针.pdf
- FZT93050-1998环锭细纱机和粗纱机用胶圈.pdf
- FZT93052-1999棉纺滤尘设备.pdf
- FZT93053-1999转杯纺转杯.pdf
- FZT93053-2010转杯纺纱机转杯.pdf
- FZT93054-1999转杯纺分梳辊.pdf
- FZT93054-2010转杯纺纱机分梳辊.pdf
- FZT93056-1999变形丝用筒管技术条件.pdf
- FZT93057-1999合成长丝用筒管技术条件.pdf
- FZT93058-2001前纺设备自调匀整装置.pdf
- FZT93060-2003非织造布梳理机.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明