

- 137.48 KB
- 2022-04-22 13:44:55 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'FZ/T93057-1999前言本标准与FZ/T90107.5-1999《圆柱形筒管合成长丝用筒管的尺寸、偏差和标记》相协调,所规定的技术要素是对合成长丝用筒管标准要素的补充。本标准由原中国纺织总会技术装备部提出。本标准由陕西纺织器材研究所归口.本标准起草单位:陕西纺织器材研究所、上海实宏纸业有限公司、天津石化精卫实业总公司纺织器材厂、江西南丰长红纺织器材总厂、江苏靖江市纸制品厂。本标准主要起草人:赵玉生、朱锡根、盛泉夫、徐伟、朱文玉、黄和根。本标准首次发布.
中华人民共和国纺织行业标准合成长丝用筒管技术条件FZ/T93057一1999Specificationoftubesforcontinuousspin-drawnsyntheticfilamentyarns1范围本标准规定了合成长丝用筒管(以下简称“筒管”)的技术要求、试验方法、检验规则和标志、包装。本标准适用于卷绕采用熔体纺丝法生产聚对笨二甲酸乙二醋(统一名为涤纶)、聚己内酞胺(统一名为锦纶)等预取向丝、全拉伸丝、全取向丝用筒管。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T1958-1980形状和位置公差检测规定GB/T2828-1987逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829-1987周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T4892-1985硬质直方体运翰包装尺寸系列FZ/T90107.5-1999圆柱形筒管合成长丝用筒管的尺寸、偏差和标记(idtISO3914-5:1994)FZ/T93056-1999夺形丝用筒普枯犬鉴件3技术要求3.1筒管应能在表1规定的使用条件下正常使用表1使用条件分级II.卷绕线速度(机械),m/min400060008000卷绕线速度(工艺),m/min妻4000>4000^-6000>6000^-80003.2筒管应按订货方卷绕丝特性及材质的要求,采用纸管原纸制造。3.3筒管内径、长度尺寸及偏差应按FZ/T90107.5-1999第3章规定,外径、尾丝槽形状、尺寸及偏差由供订货双方商定.3.4筒管径向圆跳动公差应按图1规定。国家纺织工业局1999一11一19批准1999一12一01实施
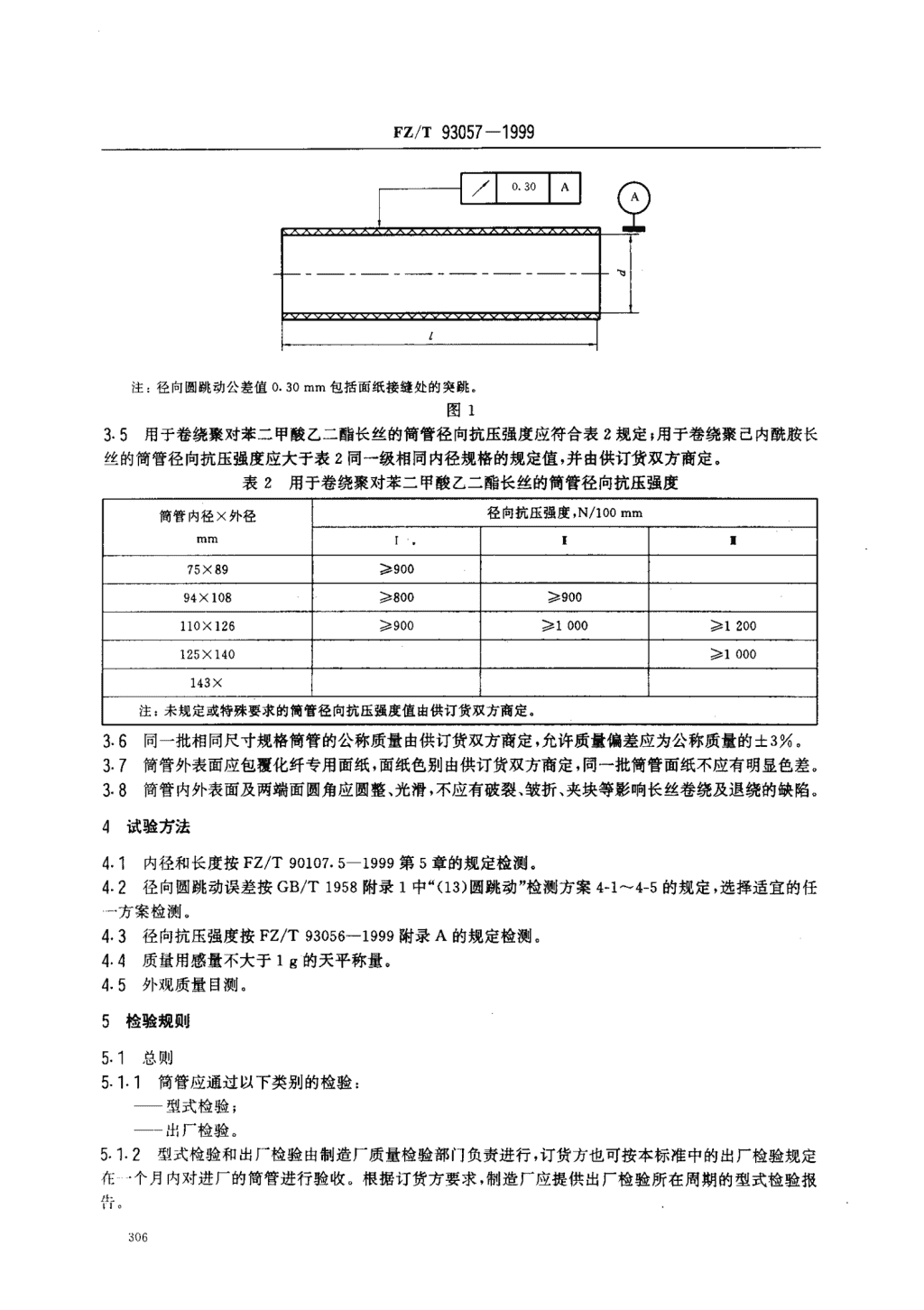
FZ/T93057-1999/0.30口r.,)沪.一一了介~万叭洲洲洲兀凡八入八八入八八八八,一bc丫丫,?甲,叼丫丫,丫口粉勺,丫丫丫丫丫甘义‘、、‘。L注:径向圆跳动公差值。.30mm包括面纸接缝处的突跳图13.5用于卷绕聚对苯二甲酸乙二醋长丝的筒管径向抗压强度应符合表2规定,用于卷绕聚己内酞胺长丝的筒管径向抗压强度应大于表2同一级相同内径规格的规定值,并由供订货双方商定。表2用于卷绕聚对苯二甲酸乙二醋长丝的筒管径向抗压强度筒管内径X外径径向抗压强度,N/100mmn】mII,75X89>90094X108>800>90011OX126>900)l000妻1200125X140_>I000143X注:未规定或特殊要求的筒管径向抗压强度值由供订货双方商定.36同一批相同尺寸规格筒管的公称质量由供订货双方商定,允许质量偏差应为公称质量的士3%.37筒管外表面应包覆化纤专用面纸,面纸色别由供订货双方商定,同一批筒管面纸不应有明显色差。38筒管内外表面及两端面圆角应圆整、光滑,不应有破裂、皱折、夹块等影响长丝卷绕及退绕的缺陷。4试验方法4.1内径和长度按FZ/T90107.5-1999第5章的规定检测。4.2径向圆跳动误差按GB/T1958附录1中“(13)圆跳动”检测方案4-1-4-5的规定,选择适宜的任一方案检测。4.3径向抗压强度按FZ/T93056-1999附录A的规定检测。4.4质量用感量不大于1g的天平称量。4.5外观质量目测。5检验规则5门总则5.1.1筒管应通过以下类别的检验:—型式检验;一一出厂检验。5.1.2型式检验和出厂检验由制造厂质量检验部门负责进行,订货方也可按本标准中的出厂检验规定在个月内对进厂的筒管进行验收。根据订货方要求,制造厂应提供出厂检验所在周期的型式检验报去t_1月。
Fz/T93057-19995.1.3凡在型式检验或出厂检验中,被检查的样本单位(即每个筒管)若有不符合本标准有关规定时,即为不合格。5.2检验5.2.1型式检验5.2.1.1连续生产的筒管应定期进行型式检验,在改进主要制造工艺、更换材料或中断生产后再恢复生产时,也应进行型式检验。5.2.1.2型式检验按GB/T2829中判别水平I的二次抽样方案,检验项目、不合格质量水平和不合格分类应按表3规定。表3筒管的型式检验方案序号检验项目名称要求的章条号试验方法的章条号不合格质量水平不合格分类1内径3.34.1152长度3.34.115B3径向图跳动3.44.2154径向抗压强度3.54.35.05质量3.64.425C6外观质量3.73.84.5255.2.1.3样本的抽取和检查按GB/T2829-1987中4.9和4.10规定进行。5-2.1-4型式检验合格或不合格的判断和检查后的处置按GB/T2829-1987中4.11和4.12规定进行。5.2.2出厂检验5.2-2.1每批筒管都应进行出厂检验,经型式检验合格后方可进行出厂检验。5.2.2.2出厂检验按GB/T2828中的二次抽样方案,从正常检查开始,并按GB/T2828-1987中4.6.3和4.6.4规定进行,检验项目、检查水平、合格质量水平和不合格分类应按表4规定。表4筒管的出厂检验方案序号检验项目名称耍求的章条号试验方法的章条号样本单位检查水平合格质量水平不合格分类1内径1.34.1个S-41.52长度3.34.1个S-41.5B3径向圆跳动3.44.2个S-41.54径向抗压强度3.54.3个S-21.05质量3.64.4个S-42.5C6外观质量3.73.84.5个S-42.552.2.3样本的抽取和检查按GB/T2828-1987中4.9和4.10规定进行。5.2.2.4出厂检验合格或不合格的判断和检查后的处置按GB/T2828-1987中4.11和4.12规定进行6标志、包装产品包装的准备:.{.1产品筒管经检查合格并附有合格证,方可进行包装。2包装容器
FZ/T93057-19996.1-2.1包装件节本尺寸应尽址采用GB/T4892中规定6.1.2.2外包装采用双瓦愣纸箱6.2产.、石包装6.2.1包装要求6.2.1.1包装方法:筒管采用多件包装方法并用塑料薄膜袋封装,竖直排列在包装箱内。6.2.1.2封箱与捆扎:封箱采用粘合方法.粘合用胶带宽度不小于50mm,封箱也可采用图2所示使川t1.料捆扎带拥扎的方法图2双瓦楞纸箱6.2.2包装标志6.2.2.1外包装上应有包装标志(运输包装收发货标志和包装储运图示标志),其内容应按以下规定a)运输包装收发货标志:1)制造厂名、厂址及商标;2)产品标记;3)适用卷绕长丝类别及使用条件级别;4)数量;5)毛重;6)色别;7)生产年月或生产批号;8)体积(长X宽X高二m"),b)包装储运图示标志按图3所示.乎11怕湿向上怕湿标志向上标志图36.2.2.2标志应用油漆、油墨等印色材料涂打或印刷,标志应清晰、耐久.'
您可能关注的文档
- FZT93049-1998纺织用针.pdf
- FZT93050-1998环锭细纱机和粗纱机用胶圈.pdf
- FZT93051-1998前纺和细纱机械上罗拉包覆物--胶管.pdf
- FZT93052-1999棉纺滤尘设备.pdf
- FZT93053-1999转杯纺转杯.pdf
- FZT93053-2010转杯纺纱机转杯.pdf
- FZT93054-1999转杯纺分梳辊.pdf
- FZT93054-2010转杯纺纱机分梳辊.pdf
- FZT93056-1999变形丝用筒管技术条件.pdf
- FZT93058-2001前纺设备自调匀整装置.pdf
- FZT93060-2003非织造布梳理机.pdf
- FZT93061-2003非织造布铺网机.pdf
- FZT93062-2003针刺法非织造布生产联合机.pdf
- FZT93063-2004空心锭花式捻线机.pdf
- FZT93064-2006棉粗纱机牵伸下罗拉.pdf
- FZT93069-2010转杯纺纱机转杯轴承.pdf
- FZT93070-2010转杯纺纱机分梳辊轴承.pdf
- FZT93071-2010一步法数控复合捻线机.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明