

- 116.79 KB
- 2022-04-22 13:46:01 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICS59.120W94FZ中华人民共和国纺织行业标准FZ/T94043--201代替FZ/T94043--19962011-05-18发布络筒机Coneorcheesewindingmachine2011-08-01实施中华人民共和国工业和信息化部发布
标准分享网www.bzfxw.com免费下载刖吾FZ/T94043—201本标准按照GB/T1.1—2009给出的规则起草。本标准代替Fz/T940431996《络筒机》。本标准与FZ/T94043—1996的主要差异如下:——引用标准中大部分标准已被新确认的标准号所代替;——引用标准中增加了GB/T7111.1《纺织机械噪声测试规范第1部分:通用要求》;——引用标准中增加了GB/T7111.4《纺织机械噪声测试规范第4部分:纱线加工、绳索加工机械》;——成品质量要求提高;——空车运转试验增加了安全性能要求;——引用标准中取消了Fz/T90071《纺织机械噪声升压级的测量方法》;——取消了产品主要结构的内容。本标准由中国纺织工业协会提出。本标准由全国纺织机械与附件标准化技术委员会(sAc/Tc215)归日。本标准起草单位:天津宏大纺织机械股份有限公司。本标准主要起草人:左英英、彭健、马丽娜。本标准所代替标准的历次版本发布情况为:——FJ1811962、FJ1811987;——FZ/T94043—1996.
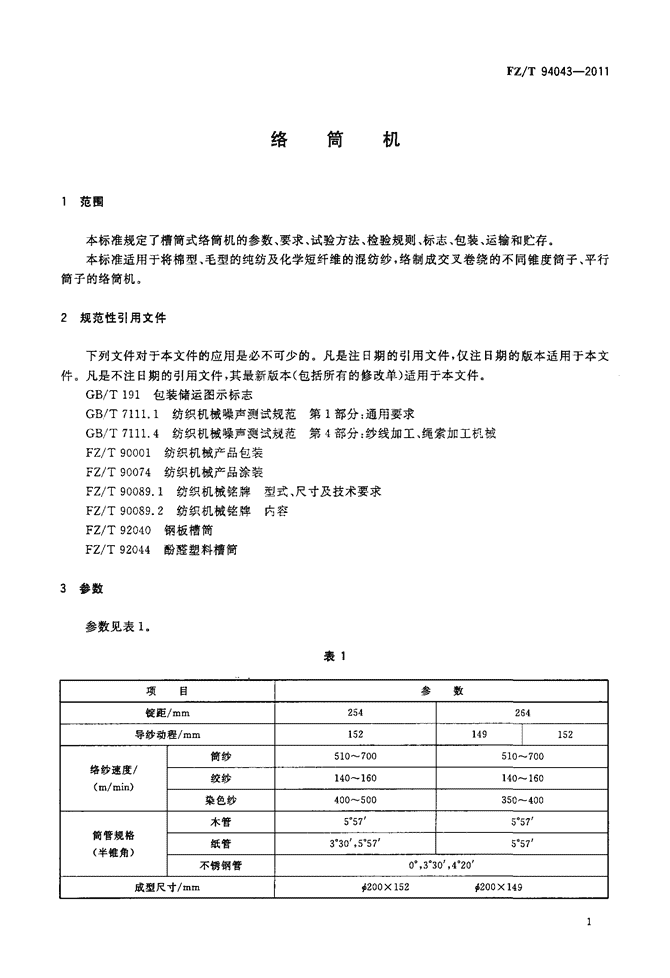
标准分享网www.bzfxw.com免费下载1范围络筒机FZ/T94043—201本标准规定了槽筒式络筒机的参数、要求、试验方法、检验规则、标志、包装、运输和贮存。本标准适用于将棉型、毛型的纯纺及化学短纤维的混纺纱,络制成交叉卷绕的不同锥度筒子、平行筒子的络筒机。2规范性引用文件下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T191包装储运图示标志GB/T7111.1纺织机械噪声测试规范第1部分:通用要求GB/T7111.4纺织机械噪声测试规范第4部分:纱线加工、绳索加工机械FZ/T90001纺织机械产品包装Fz/T90074纺织机械产品涂装Fz/T90089.1纺织机械铭牌型式、尺寸及技术要求FZ/T90089.2纺织机械铭牌内窖FZ/T92040钢板槽筒FZ/T92044酚醛塑料槽筒3参数参数见表I。表1项目参数锭距/mm254264导纱动程/mm152149152筒纱510~700络纱速度/绞纱140~160(m/rain)染色纱400~500350~400木管5。57’5。577筒管规格纸管3。30’。5。5775。577(半锥角)不锈钢管0。,3。307.4。20’成型尺寸/mmd200X152#200×149
标准分享网www.bzfxw.com免费下载FZ/T94043--20114要求4.1传动系统4.1.1全机运转平稳,无异常振动和冲击声响。4.1.2各轴承温升不超过20℃。4.1.3车头齿轮箱安装准确,润滑良好。4.1.4槽筒传动轴、中心轴应符合标准轴及定位工具的要求。整列槽筒安装后,每个槽筒表面的径向跳动≤O.3mm。4.1.5筒子托架动作平稳可靠,下落时缓慢安全。4.1.6筒管插装在锭杆上,横动间隙≤O.4mm。4.2电气及自动系统4.2.1全机自停机构动作可靠,信号灵敏。4.2.2电气接线正确牢固,对号清楚。4.2.3断纱自停装置安装准确,动作可靠灵敏,润滑密封良好,用户选用含油管形式的络筒机各连接油管通油顺畅,接头不漏油。4.3筒纱质量4.3.1筒子成型良好,手感硬度基本均匀,无硬边、脱圈、蛛网纱等不良缺陷,筒子合格率≥98%。4.3.2筒纱在合理的整经络纱工艺及操作正常情况下,整经线速度350m/rain退绕时无脱圈现象,整经百根万米断头率≤2次/(百根·万米)。4.3.3染色纱卷绕过程中张力稳定,大、中、小纱张力差≤30mN。染色纱密度均匀,按规定合理的染色工艺进行染色,内、中、外层纱,染色色差≤一级。4.4噪声整机噪声发射声压级≤80dB(A)[带清洁吹风装置时≤85dB(A)]。4.5功率在100锭条件下,空车运转主传动电机输入功率≤3kw(锭数增加可按比例折算)。4.6涂装‘产品涂装按FZ/T90074规定执行。4.7主要专件4.7.1钢板槽筒按FZ/T92040规定执行。4.7.2酚醛槽筒按FZ/T92044规定执行。5试验方法5.1检测方法5.1.14.1.2用0.5级精度点温计测量(测量部位:各轴承座外壳处)。5.1.24.1.4,手盘传动带用百分表测量槽筒表面距两端5mm处。2
标准分享网www.bzfxw.com免费下载FZ/T94043—20115.1.34.1.6用塞尺检查。5.1.44.3.2在整经机(速度为350m/rain)上测一批筒子整经断头次数(gL满筒到空筒)。5.1.54.3.3用张力仪在筒子大、中、小纱时各测五次,张力差符合要求。5.1.64.4按GB/T7111.1、GB/T7111.4规定测量。5.1.74.5用功率表测量。5.1.84.6,产品涂装按FZ/T90074规定检查。5.1.94.7,钢板槽筒按FZ/T92040,酚醛槽筒按FZ/T92044规定执行。5.1.10其他条款用目测手感等方法。5.2空车运转试验5.2.1试验条件a)车头齿轮箱油量为游标标尺处,每只断纱自停箱油量约四分之一升;b)槽筒转速:筒纱喂人为2480r/min,绞纱喂人为540r/min,染色纱喂人为1200r/minc)空车运转时间为连续运转2h。5.2.2检验项目检验项目按4.1、4.2、4.4~4.7检验。5.3络纱试验5.3.1试验条件、络纱工艺、染色纱的染液流量、络纱速度均按合理的工艺方案配置。5.3.2正常生产连续运转一个月后按4.3进行检验。6检验规则6.1出厂检验6.1.1制造厂在每批生产的产品中抽出一台进行全总装,并按5.2进行空车运转试验。6.1.2每台产品需经制造厂质量检查部门按本标准要求检验合格后方能出厂,并附有产品质量合格证。6.2型式检验6.2.1产品在下列情况之一时,应进行型式检验:a)新产品投产鉴定时;b)结构、材料、工艺有较大改变,影响产品性能时;c)出厂检验结果与上次型式检验有较大差异时;d)第三方进行质量检验时。6.2.2产品需抽检一台,型式检验项目按第4章的规定。6.2.3产品出厂后一年内,使用厂在进行安装、调整、试验中发现有不符合本标准时,由制造厂负责处理。7标志、包装、运输、贮存7.1标志7.1.1包装储运的图示标志应符合GB/T191的规定。
标准分享网www.bzfxw.com免费下载FZ/T94043—20117.1.2产品铭牌应符合Fz/T90089.1、FZ/T90089.2的规定。7.2包装产品的包装应符合FZ/T90001的规定。7.3运输产品在运输过程中,应按规定的部位起吊,包装箱应按规定朝向安置,不得倾斜或改变方向。7.4贮存产品出厂后,在良好的防雨及通风的贮存条件下,包装箱内的零件防潮、防锈有效期自出厂日起为一年。'
您可能关注的文档
- FZT94036-1995织机用剌盘边撑.pdf
- FZT94037-1995织机用剌环边撑.pdf
- FZT94038-1995有梭织机用层压木侧板.pdf
- FZT94039-1995有梭织机用层压木投梭棒.pdf
- FZT94040-1995有梭织机用毛竹投梭棒.pdf
- FZT94041-1995浆纱机.pdf
- FZT94041-2007浆纱机.pdf
- FZT94042-1996丝并捻机.pdf
- FZT94043-1996络筒机.pdf
- FZT94044-1996自动络筒机.pdf
- FZT94044-2010自动络筒机.pdf
- FZT94045-1997空气捻接器.pdf
- FZT94046-1999喷气织机用钢筘.pdf
- FZT94046-2009喷气织机用异形筘技术条件.pdf
- FZT94047-1999分条整经机.pdf
- FZT94049-2006分批整经机.pdf
- FZT94050-2007挠性剑杆织杆用剑杆带.pdf
- FZT94051-2007挠性剑杆织机用传剑轮.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明