

- 124.10 KB
- 2022-04-22 13:48:49 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'HG/T2899一1997前言本标准的前版本是GB5477-85((聚四氟乙烯材料命名》。与前版本的差异是:增设了“前言”、“第1章范围”、“第2章引用标准”。前版本的附录B、附录C已有相应的标准,本标准不再列人;前版本的附录D因无实际意义,本标准亦不再列人;前版本的附录A仍作为本标准的附录A。附录A等效采用ASTMD1457:1992中的13.10,在文字上作了适当修改,增设了‘`Al范围”和"A2定义”。本标准附录A是标准的附录。自本标准实施之日起,原国家标准GB5477-85《聚四氟乙烯材料命名》废止。本标准由中华人民共和国化学且_业部技术监督司提出。本标准由全国塑料标准化技术委员会塑料树脂产品分技术委员会(SC4)归口本标准负责起草单位:上海三爱富新材料股份有限公司。本标准主要起草人:马玉瑾、周霞宝。902
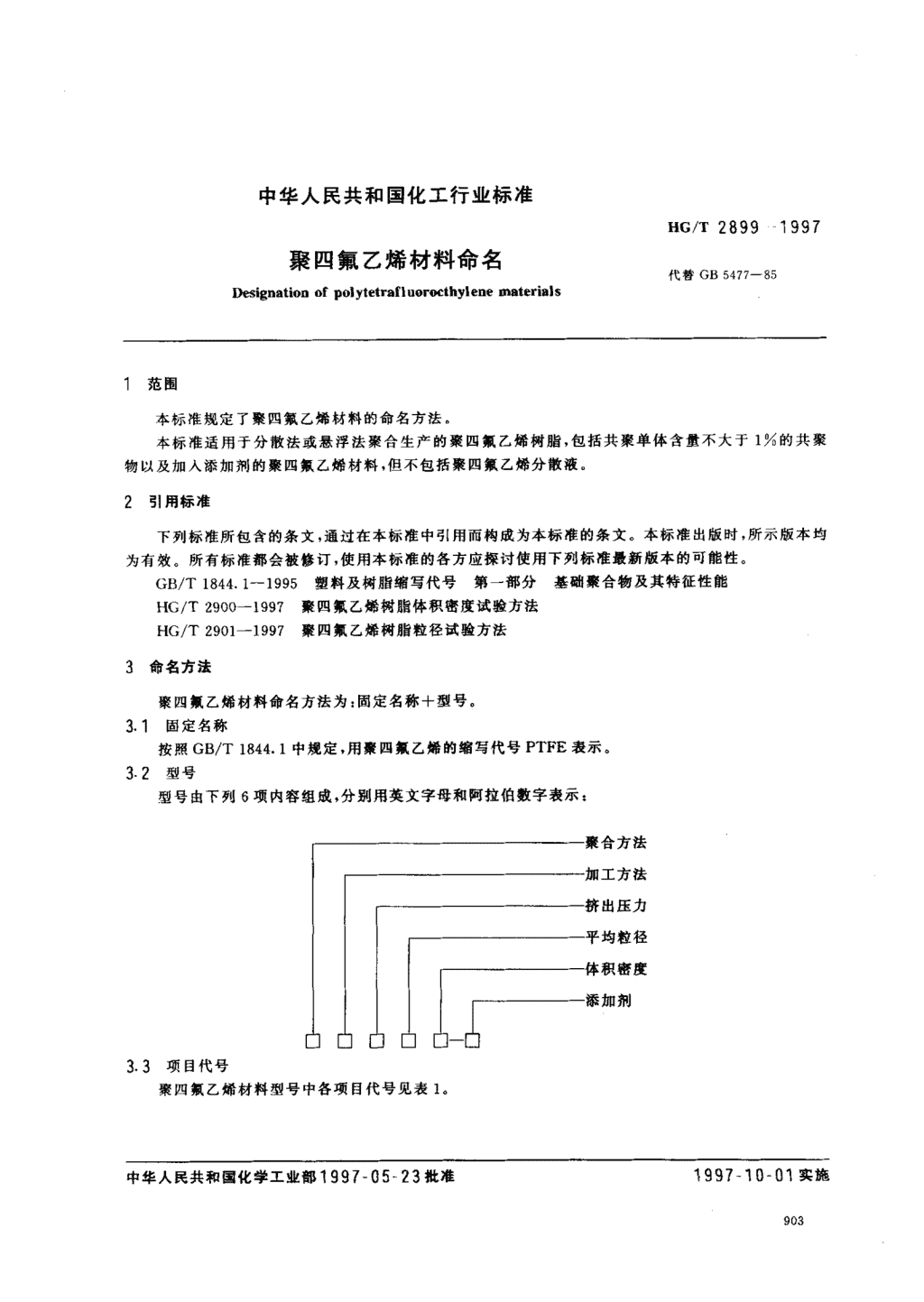
中华人民共和国化工行业标准HG/T2899-1997聚四氟乙烯材料命名代替GB5477-85Designationofpolytetrafluoroethylenematerials1范围本标准规定了聚四氟乙烯材料的命名方法。本标准适用于分散法或悬浮法聚合生产的聚四氟乙烯树脂,包括共聚单体含量不大于1%的共聚物以及加人添加剂的聚四氟乙烯材料,但不包括聚四氟乙烯分散液。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T1844.1-1995塑料及树脂缩写代号第一部分荃础聚合物及其特征性能HG/T2900-1997聚四氟乙烯树脂体积密度试验方法HG/T2901-1997聚四氟乙烯树脂粒径试验方法3命名方法聚四氟乙烯材料命名方法为:固定名称+型号。3.1固定名称按照GB/T1844.1中规定,用聚四氟乙烯的缩写代号PTFE表示。3.2型号型号由下列6项内容组成,分别用英文字母和阿拉伯数字表示:聚合方法加工方法挤出压力平均粒径体积密度添加剂3.3项目代号聚四氟乙烯材料型号中各项目代号见表1,中华人民共和国化学工业部1997-05-23批准1997一10一01实施
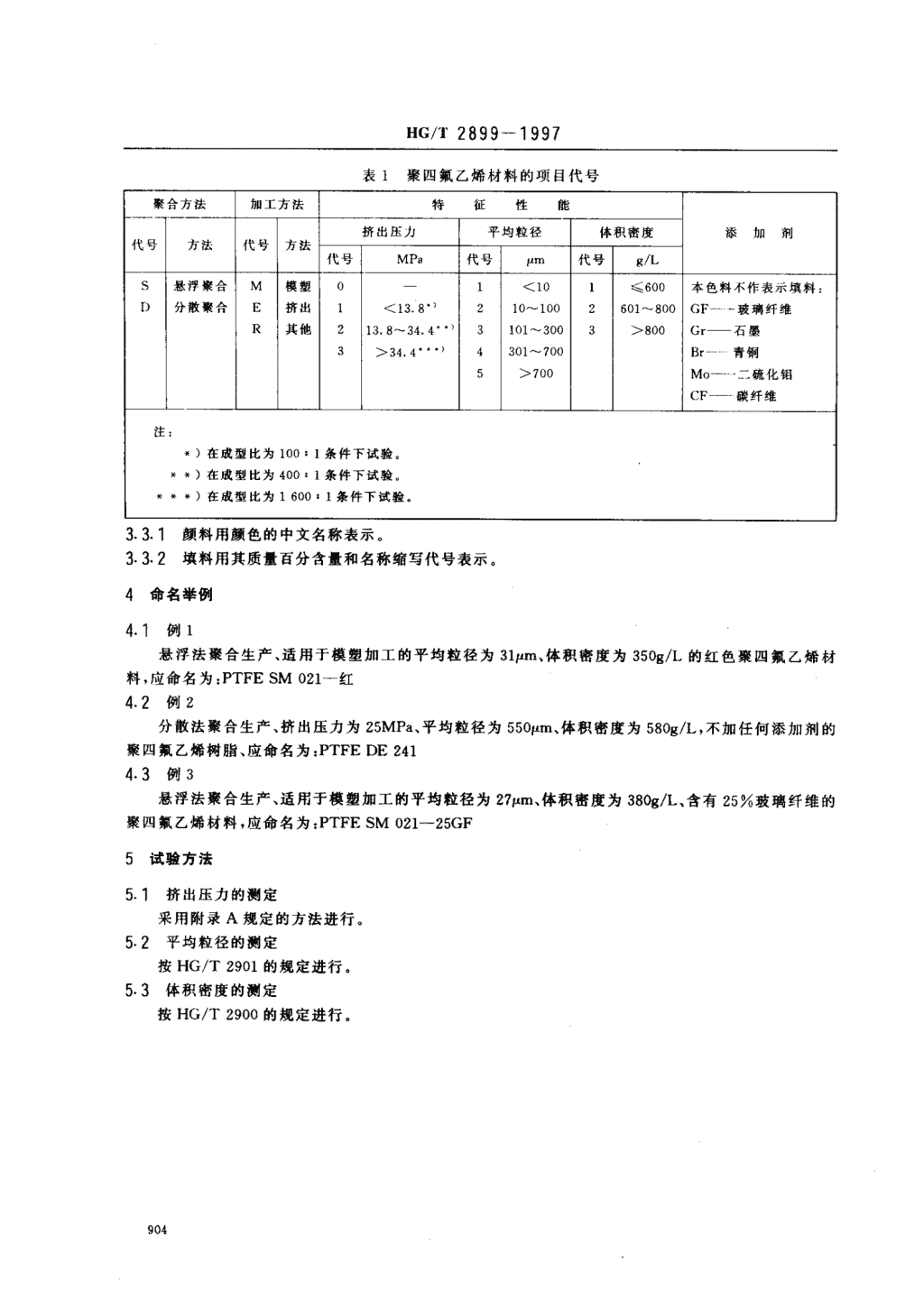
HG/T2899一1997表1聚四氟乙烯材料的项目代号聚合方法加工方法特征性能挤出压力平均粒径体积密度添加剂代号方法代号方法代号MPa代号产了n代号9/L悬浮聚合M模塑01<10l簇600本色料不作表示填料霖分散聚合E挤出l<13.8.)210~1002601~800GF-一玻璃纤维R其他213.8~34.4t.)3101~3003>800Gr—石墨3>34.4“口“)4301~700Br一青铜5>700M。一二硫化铝CF-一碳纤维,一一一一一一一一二注:长)在成型比为100:1条件下试验。釜釜)在成型比为400:1条件下试验蛋资赞)在成型比为160:1条件下试验.3.3.1颜料用颜色的中文名称表示。3.3.2填料用其质量百分含量和名称缩写代号表示。4命名举例4.1例1悬浮法聚合生产、适用于模塑加工的平均粒径为31产m、体积密度为3509/L的红色聚四氟乙烯材料,应命名为:PTFESM021一红4.2例2分散法聚合生产、挤出压力为25MPa、平均粒径为55即m、体积密度为58o9/L,不加任何添加剂的聚四氟乙烯树脂、应命名为:PTFE【〕E2414.3例3悬浮法聚合生产、适用于模塑加工的平均粒径为27拜m、体积密度为38O9/L、含有25%玻璃纤维的聚四氟乙烯材料,应命名为:PTFESM021一25GF5试验方法5.1挤出压力的侧定采用附录A规定的方法进行。5.2平均粒径的测定按HG/T29ol的规定进行。5.3体积密度的测定按HG/T2900的规定进行。
HG/T2899一1997附录A(标准的附录)聚四报乙烯树脂挤出压力的测定A1范围本附录适用于分散法聚合生产的聚四氮乙烯树脂挤出压力测定。A2定义本标准采用下列定义:挤出压力extrusionpressure指加有润滑剂的分散树脂在某一成型比条件下挤出时测得的压力。成型比mouldingratio系指预成型件横截面与口模横截面的投影面积之比。AIJ设备A口﹂1糊料挤出机糊料挤出机如图A1所示。1-减速箱s2,3一电动机;4-泵而一储存器声一安全阀;7-离速阔;8-低速阁;9一活塞;l。一水压圈筒;11-压力探头八2-活塞柱,13一口模04-泵图Al糊料挤出机示意图竖式糊料挤出机料筒内径为31.Smm、长约为305mm,下部带有可拆卸口模。挤出机活塞的外径为31.6mm。挤出机装有传感器和记录仪以记录活塞表面的压力。传感器的压力范围大于69MPa、用液压系统来驱动活塞,使之以一定的速率运动,即干树脂的挤出速率为19g/min含有润滑剂的树脂挤出速率为23.5g/min),905
HG/"r2899一1997A3.2挤出机口模挤出机口模如图A2所示。图A2挤出机口模口模的内夹角均为300,成型比如表A1所示。表A1模具尺寸成型比成型孔内径,MM成型段长,mm100:13.1825.35400,11.594.781600:10.790.38A3.3其他试验仪器和设备称量、混料、树脂预成型以及清洗挤出机的装置。A月﹃程序A月,…1混合A月月1.1用孔径为2.5mm筛子”,将干树脂筛在清洁、干操、光滑的纸上。A月﹃1.2把200g士。.5g已过筛的干树脂装人清洁、干澡的具有良好气密性的玻璃嫩内(约1L的容器)。A4.1.3在玻璃罐内加人47.6g士。.1g200号汽油,并注意润滑剂不得沽湿峨壁,否则会妨碍混合过程。短促地摇动嫩子使润滑剂尽量不粘壁。采用说明:1)ASTMD1457规定孔径为4目啼子
HG/T2899一1997A4门.4把罐放在用橡皮包覆的滚动机的辊筒上,以30r/min的速率滚转25min士5min.A4门.5混合之后,把罐及物料在30"C士1"C的可控环境中至少放置2h(用水浴可满足此要求)。A4.2预成型树脂预成型是用一个内径为31.8mm、长度为610mm的预成型模,把含有润滑剂的树脂通过漏斗加人预成型模内,用液压控制的塞杆对树脂施加缓慢而均匀的压力,压力至少为0.69MPa,保压lmin-2min后,从预成型模中取出预成型件,把此预成型件装人挤出机料筒,装上口模。料筒和口模温度控制在30C士1C。A4.3挤出压力测定A4.3.1用快档操纵活塞向料筒加压,当口模的成型口有料挤出时,改为慢档操作,并开动压力记录系统,挤出速率为23.5g/min.A4.12每分钟记录料筒内活塞与树脂接触的表面压力。挤出压力是指试样在第三和第四分钟挤出时所测得的平均压力,此时挤出物应连续而平滑。'
您可能关注的文档
- HGT2893-1997碱性艳绿4B(碱性绿).pdf
- HGT2894-1997分散染料原染料相对强度的测定方法分光光度法.pdf
- HGT2895-1997溴氨酸钠盐(1-氨基-4-溴蒽醌-2-磺酸钠).pdf
- HGT2895-2012溴氨酸钠盐(1-氨基-4-溴蒽醌-2-磺酸钠).pdf
- HGT2896-1997硫化深蓝3RB(硫化蓝BRN).pdf
- HGT2896-2007硫化深蓝3RB(C.I.硫化蓝7).pdf
- HGT2897-19971-萘酚-4-磺酸.pdf
- HGT2897-20091-萘酚-4-磺酸(NW酸).pdf
- HGT2898-1997工业用化学品命名.pdf
- HGT2900-1997聚四氟乙烯树脂体积密度试验方法.pdf
- HGT2901-1997聚四氟乙烯树脂粒径试验方法.pdf
- HGT2902-1997模塑用聚四氟乙烯树脂.pdf
- HGT2903-1997模塑用细粒聚四氟乙烯树脂.pdf
- HGT2904-1997模塑和挤塑用聚全氟乙丙烯树脂.pdf
- HGT2905-1997酚醛树脂萃取液电导率的测定.pdf
- HGT2906-1997力车轮胎静负荷性能试验方法.pdf
- HGT2906-2009力车轮胎静负荷性能试验方法.pdf
- HGT2907-1997照相排版用卷筒胶片尺寸.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明