

- 427.00 KB
- 2022-04-22 11:21:31 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中北大学2015届金属包装容器结构设计课程设计内装物其气雾剂的金属包装容器结构设计1设计目的(1)综合运用本课程的理论和生产实际知识进行设计训练,使所学的知识得到进一步的巩固和发展;(2)学习金属包装容器结构设计的一般方法和步骤,初步培养学生分析和解决工程实际问题的能力,树立正确的设计思想,为今后毕业设计设计和工作打下良好的基础;(3)进行方案设计、结构设计、机械制图和运用设计手册、标准及规范等技能的训练,培养学生的创新意识和动手能力。第19页共19页
中北大学2015届金属包装容器结构设计课程设计2内装物分析及其气雾剂选择2.1内装物及容量内装物:发胶工作温度:-15—50℃容量:约320ml堆码层数42.2内装物相关特性分析内装发胶为液态,根据惯例,我们选择干式喷雾,即增加推进剂的用量或压力,造成微粒直径小于50um的喷雾,雾粒可以在空中悬浮3min以上。内装物为气、液、液三相式(液态推进剂与液态的物料互不相容,罐内的液体明显的分为两层,同时在液面上方还有呈气相存在的雾化剂)。2.3气雾剂的选择喷雾罐内产品之所以能在阀门开启后自动喷出,完全是作为能源物质气化后产生喷发压力的作用。这种作为能源的物质即为喷雾罐的推进剂,也称气雾剂、雾化剂。2..3.1气雾剂的主要作用①汽化内装物,使之形成胶体微粒。液相与内装物产品混合成混溶液成为均质液体,当液相混合物穿过阀门从大约0.5mm直径的喷口射出时,推进剂由于从气压容器内的高压释放出来而立刻汽化,是内状物产品成细小雾滴。②填补内状物喷出后的空间,保持压力不变:掀动按钮时,阀门开启,液体内装物汲管上升并经阀门喷出,此时少量推进剂蒸发为气体来填补空间。2.3.2气雾剂的喷出系统(1)两相系统物料与液态推进剂能充分混合时,罐内只存在气液两相。例如气态推进剂与混溶的推进剂和物料的均质液体;压缩气体推进剂与液态物料等。(2)三相系统a.气、液、液三相式液态推进剂与液态的物料互不相容,罐内的液体明显的分为两层,同时在液面上方还有呈气相存在的雾化剂。b.固、气、液三相式罐内有固态、液态物料以及液态与气态推进剂时,罐内物质呈现固、液、气三相式系统。2.3.3气雾剂的分类第19页共19页
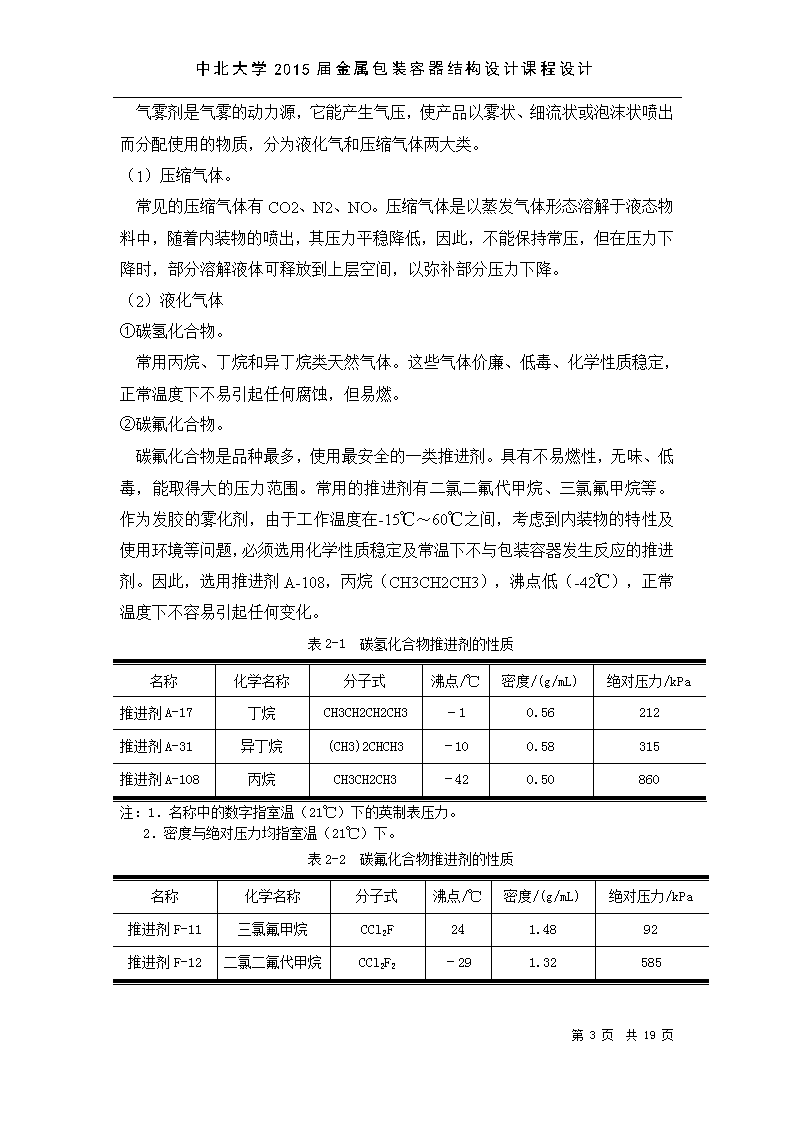
中北大学2015届金属包装容器结构设计课程设计气雾剂是气雾的动力源,它能产生气压,使产品以雾状、细流状或泡沫状喷出而分配使用的物质,分为液化气和压缩气体两大类。(1)压缩气体。常见的压缩气体有CO2、N2、NO。压缩气体是以蒸发气体形态溶解于液态物料中,随着内装物的喷出,其压力平稳降低,因此,不能保持常压,但在压力下降时,部分溶解液体可释放到上层空间,以弥补部分压力下降。(2)液化气体①碳氢化合物。常用丙烷、丁烷和异丁烷类天然气体。这些气体价廉、低毒、化学性质稳定,正常温度下不易引起任何腐蚀,但易燃。②碳氟化合物。碳氟化合物是品种最多,使用最安全的一类推进剂。具有不易燃性,无味、低毒,能取得大的压力范围。常用的推进剂有二氯二氟代甲烷、三氯氟甲烷等。作为发胶的雾化剂,由于工作温度在-15℃~60℃之间,考虑到内装物的特性及使用环境等问题,必须选用化学性质稳定及常温下不与包装容器发生反应的推进剂。因此,选用推进剂A-108,丙烷(CH3CH2CH3),沸点低(-42℃),正常温度下不容易引起任何变化。表2-1碳氢化合物推进剂的性质名称化学名称分子式沸点/℃密度/(g/mL)绝对压力/kPa推进剂A-17丁烷CH3CH2CH2CH3﹣10.56212推进剂A-31异丁烷(CH3)2CHCH3﹣100.58315推进剂A-108丙烷CH3CH2CH3﹣420.50860注:1.名称中的数字指室温(21℃)下的英制表压力。2.密度与绝对压力均指室温(21℃)下。表2-2碳氟化合物推进剂的性质名称化学名称分子式沸点/℃密度/(g/mL)绝对压力/kPa推进剂F-11三氯氟甲烷CCl2F241.4892推进剂F-12二氯二氟代甲烷CCl2F2﹣291.32585第19页共19页
中北大学2015届金属包装容器结构设计课程设计推进剂F-114二氯四氟乙烷CClF2CClF241.471903罐形及尺寸规格的确定金属罐的罐型、尺寸以及封口方式都受到制罐设备的限制,目前许多金属容器的规格尺寸、结构形式都已标准化。因此,金属罐的设计实质上根据用户要求选定罐型、材料、封口形式以及外在表面进行装潢设计。3.1喷雾罐的罐型、结构喷雾罐的罐型、结构的确定必须考虑包装要求和制造成本等综合因素。(1)影响成本的因素。圆形罐和其他异型罐相比,不仅制作相对容易,而且用料较省。因此在设计金属罐时,从节约用料、降低成本这一角度出发,应尽量选用圆形罐。此外,二片罐生产线的生产效率比三片罐高,按设备投资远比三片罐大,在确定金属罐的造型结构、进行经济核算时必须考虑这些因素。(2)应满足内装物的包装要求。在选定罐型时,要根据内装物的特性、包装要求来确定金属罐的结构、形状、封口形状、底和盖以及侧缝的结构等。此外,在金属罐的盖和底上要不要设置膨胀圈,罐身周围是否需要辊压环筋,都要视生产工艺、运输环境的具体要求而定。综上所述,由于此次设计的是发胶气雾剂喷雾罐,所以罐身选择圆形三片罐。3.2喷雾罐的规格尺寸根据GB13042—1998(包装容器/气雾罐)标准,容积按国际标准不大于1000ml由于我们设计的容器为320ml的喷雾罐,所以选中Φ52mm的规格。由h=4v/3.14dd得h=150mm查容量公差表可知,201~430ml喷雾罐的容量公差范围为±3ml。选取h=150mm时,符合公差范围。即容积V为(320±3)ml。第19页共19页
中北大学2015届金属包装容器结构设计课程设计表3-1喷雾罐可选择的规格及主要参数规格(mm)罐(mm)罐高度(mm)全容积(mL)罐口内直(mm)变形压力(MPa)爆破压力(MPa)6565135~313405~100025.4±0.1021.2≧1.44525279.5~202.5140~4054545101.6~183.6140~270表3—2容量公差包装容量或满口容量mL公差%mL<80±580~100±4101~150±4151~200±6201~430±3431~650±13651~1000±21001~1400±20第19页共19页
中北大学2015届金属包装容器结构设计课程设计(1)材料种类确定制作喷雾罐的金属材料有镀锡薄钢板和铝材,分别称之为Z型罐和Y型罐,镀锡薄钢板是以低碳薄钢板为原材料,两面通过热浸镀锡或电镀锡的方法,使薄钢板两面进行等后或等差镀锡获得的。因为镀锡薄钢板因锡层无毒、无味、柔软、附着于钢基板上,使之具有良好的焊接性能,并具有光亮的外表。具有原材钢板的力学性能,同时又有表面锡层的保护,克服了无锡钢板易生锈、不耐腐蚀的缺点,成型的金属包装容器,表面光亮美观,也易于涂饰和印刷,所以镀锡薄钢板的Z型罐在生产中被广泛应用,所以在此我们设计使用这一罐型。按照国家标准,马口铁喷雾罐采用厚度为0.18~0.40mm,硬度为HR30T为48~65,镀锡量为4.9~20.29g/m2(2)材料厚度的确定可按罐内压力P、材料许用应力来确定板材的厚度,计算公式如下:σ=PD/2T<=[σ](4—1)式中P——罐内压力,MPa;D——罐内径,cm;σ——罐内工作压力,MPa;[σ]罐身材料许用应力,MPa;t——罐身壁厚,cm。表4-1材料σ表材料名称牌号(σs)/MPa(σb)/MPa镀锡薄钢板15225373普通碳素钢Q216216412球墨铸铁QT40-10294392灰铸铁QT45-5324441第19页共19页
中北大学2015届金属包装容器结构设计课程设计表4-2压力性能由表4-1和4-2得:P=0.8Mpa[σ]=249Mpa选用的喷雾罐直径D=52mm,代入公式(4—1)算得:t≥PD/2[σ]=0.086(mm)镀锡薄钢板喷雾罐采用材料厚度一般为0.18~0.5mm,硬度值HR30T为48~65,锡量为4.9~20.2g/m,故板材厚度选0.2mm。4.2喷雾罐的辅助材料选择(1)喷雾罐内涂料内涂料是指金属罐内表面的涂料,它是为了防止金属罐盛装内装物长期直接接触使金属腐蚀或释放出金属离子污染内装物而必须使用的涂料,主要起保护装物的作用。内涂料一般有以下几种:①水果型涂料;②谷物型涂料;③肉类型涂料;④一般型涂料。(2)喷雾罐外涂料金属罐外壁涂覆涂料一般采用印铁方式,色泽鲜艳、光亮美观、容易保护,集装饰、广告、说明于一体。主要分为如下几种:①打底涂料。用于金属表面并与油墨起连接作用,是金属和油墨之间的一层涂料,其作用是使涂膜牢固地附着金属表面上,并能油墨结合良好。第19页共19页
中北大学2015届金属包装容器结构设计课程设计②白色涂料。主要用于满版白色为底色的金属薄板印刷。以使印在白色上面的彩色油墨更加鲜艳。③照光油。照光油也照光漆,涂布在印刷后的金属表面,能使表面增加光泽、美观,并可以保护印刷面。同时,也使其增加一定硬度,使表面的涂膜具有一定的柔顺性和耐化学腐蚀性。(3)印刷油墨常用的金属罐印刷油墨及用途见下表表4—3常用的金属罐印刷油墨及用途印刷类型油墨牌号用途胶印GMD系列适于两片罐、气雾罐印刷胶印GMW系列两片罐印刷胶印MCCCM系列适于三片罐、气雾罐印刷平版FSP-3系列适于马口铁罐印刷网印A14系列适于铝罐印刷(4)密封胶密封胶的主要功用是在金属罐的二重卷边内实现密封。在金属罐使用、装卸、贮存、运输期间、甚至当卷边发生物理撞击时,它都能对罐内装物起到保护作用。常用的密封胶有水性密封胶和溶剂性密封胶。①水溶性密封胶。大部分水基密封胶是从一种乳剂形式的聚合物开始的,俗称乳胶。它的优缺点如下:a.优点:环保(无挥发性可燃性溶剂);粘度和总固体含量范围大;适用于所有金属罐类型,且在盛装溶剂、油和压力气雾剂的金属罐是具有卓越的物理性能。b.缺点:注胶后的罐盖必须加热强制干燥;可能发生腐蚀、磨损喷嘴顶针和微生物滋生;密封胶在零摄氏度以下可能发生冻结和凝结。第19页共19页
中北大学2015届金属包装容器结构设计课程设计②溶剂性密封胶。溶剂性密封胶是将橡胶和填料粉碎后与溶剂混合而成。溶剂性密封胶一般有地低固体分散体(30%~40%)和高固体含量分散体(50%~60%)。a.优点:比水溶性密封胶更加稳定及容易注胶,注胶后的罐盖可以风干;干燥时对气温和湿度的敏感度较低;粘度随着温度而变化,但一般不会冻结或凝结。b.缺点:液体因含溶剂而易燃,且对人体接触有伤害;有机物挥发不利于环境保护。第19页共19页
中北大学2015届金属包装容器结构设计课程设计5喷雾罐容器的结构设计5.1喷雾罐整体结构形式金属气雾罐(如图5.1)按罐开孔形状分为Z型罐和Y型罐,Y型罐为铝制罐,由于经济和技术的条件,我们选择的材料为镀锡薄钢板的Z型罐。Z型罐是由罐身、罐肩、罐底组成的三片罐,罐身纵接缝采用焊接成型,上下口缘翻边成缩颈翻边,与罐肩罐底采用二重卷边。气雾罐底为了提高耐压强度,设计成加工成凹球面型结构。如图(图5.3)为Z型罐罐底结构。图5.1喷雾罐的基本结构图5.2三片罐的结构1-上盖;2-罐盖;3-卷边部分;4-组合翼;5-带组合翼的侧接缝;6-罐底;7-总高;8-罐高;9-标签高气雾罐底为了提高耐压强度,设计成加工成凹球面型结构。如图(图5.3)为Z型罐罐底结构。图5.3Z型罐罐底结构第19页共19页
中北大学2015届金属包装容器结构设计课程设计5.2喷雾罐的细节结构与尺寸设计5.2.1罐口结构与尺寸气雾罐罐口口缘需要管封,以及阀门的固定盖、密封垫圈组构,实现对气雾罐的密封。气雾罐的罐口结构、规格尺寸见下图(图5.4)。图5.4Z型喷雾罐顶开口结构5.2.2二重卷边结构钢制喷雾罐的二重卷边结构如图5.5所示。图5.5二重卷边结构5.3阀门的结构选用5.3.1阀门的工作原理和结构工作原理及结构说明:开口直径为25.4mm的金属喷雾罐所采用的标准结构如图5.6所示,平时通过弹簧的压力作用,阀门处于关闭状态,当按动按钮时,阀杆向下运动,阀杆喷孔离开密封圈处于开口状态,使杆体和阀体混合室连通,在推进剂的压力作用下使内装物经导管,阀体喷孔,混合室,再通过阀体喷孔,阀杆,最后从按钮喷孔喷出。当弹簧将阀杆顶回,阀杆喷孔被密封,阀门又处于关闭状态。第19页共19页
中北大学2015届金属包装容器结构设计课程设计图5.6标准阀门结构示意图1-触动器;2-阀杆;3-阀座;4-衬垫;5-阀门杯;6-蒸发开关;7-阀体;8-阀体喷嘴;9-导管;10-弹簧;11-混合室;12-阀杆喷嘴;13-喷嘴5.3.2阀门的类型a凸型阀门b凹型阀门按阀门的结构分为雄型(凸型)和雌型(凹型)阀门。在结构上,雄型阀杆高出阀门固定盖的小平面,促动器套在阀杆上;雌型阀门的促动器与阀杆为连体结构,插在低于阀门固定盖小平面的阀杆座上。选用凸型阀门。第19页共19页
中北大学2015届金属包装容器结构设计课程设计6喷雾罐的制造工艺6.1三片罐加工工艺流程6.1.1制造工艺流程三片喷雾罐的制造工艺除了罐盖与普通的三片罐不同之外,其余完全一样。具体的工艺流程如下:(1)罐盖(罐底):板料分切→涂油→冲裁成型→圆边→注胶→烘干(2)罐身:板材下料→印刷→裁罐身→成圆→搭接焊结→补涂→烘干(滚筋)→翻边→封底→检验→罐装→封盖6.1.2罐身纵缝焊接三片喷雾罐的罐身板经过卷圆成型后,其侧缝需焊接,通常有锡焊和滚焊两种焊接方法。由于锡焊焊锡中含铅量多,当内装物中含有有机硫化物时,产生黑色的硫化铅沉淀物会堵塞阀门,还会由于乙酸盐和硝酸盐的阴离子作用而溶解,从而引起侧缝的泄漏。目前罐体纵接缝一般采用电阻滚焊法焊接,即罐体接缝通过电极被熔融以后加压焊合。这种焊接法最大优点是不用焊锡,除白铁皮以外的钢板都可以使用,由于这种焊缝的强度比钢板本身高,所以不用担心锡焊罐中常常出现的蠕变问题。6.1.3罐身与罐盖,罐底的封合三片喷雾罐的罐身与罐盖,罐底的结合不都是采用二重卷边工艺封合的,为保证罐的气密性,卷边必须外涂密封胶。6.2坯料尺寸的确定6.2.1罐身板的尺寸确定由于采用的电阻焊罐,罐身板的长度和宽度计算方法如下:(1)罐身板长度L=[π(D+tb)+ls](6—1)第19页共19页
中北大学2015届金属包装容器结构设计课程设计式中L——罐身板计算长度,mm;D——圆罐直径,这里D=52mm;tb——镀锡薄钢板的厚度,前面算出tb=0.2mm;ls——焊缝搭边宽度,一般为0.3~0.5mm,这里取0.32mm。代入数据算得:L=164mm(2)罐身板宽度B=(h+lb)±0.05(6—2)式中B——罐身板计算宽度,mm;h——成品罐外高,前面算出h=150mm;lb——罐身口缘翻边用料宽度,一般取2.5~3.5,这里取3.0mm。代入数据算得:B=153mm6.2.2罐盖与罐底型坯尺寸(1)灌盖外凸状,罐底凹球面状,依据面积不变原则,坯件落料尺寸可通过成型后的罐盖罐底尺寸面积计算,公式如下:D1=D+k=52+15.5=67.5mm(6—3)D1——罐盖(底)板落料计算尺寸,mm;D——罐内径,mm;k——修正系数,mm。k值选取与罐形大小、设备条件、薄钢板及胶膜厚度有关,查表k=15.5表5—1罐盖(底)板料计算修正系数罐内径/mm52.365.3~72.983.3~98.9105.1153.4k值/mm15.516.016.517.018.0第19页共19页
中北大学2015届金属包装容器结构设计课程设计6.2.3二重卷边的尺寸计算二重卷边是罐身与罐盖(底)的组合,以五层卷边形式咬合在一起的卷封形式。1)卷边厚度(T)。卷边厚度T是指卷边外部测得的垂直于卷边叠层的最大尺寸。其计算公式如下:T=3tc+2tb+∑g=0.6+0.4+0.2=1.2mm(6-4)式中tc——罐盖(底)坯板厚度,mm;tb——罐身坯板厚度,mm;∑g——层间间隙之和,约为0.15~0.25mm。卷边厚度T受卷边轮封卷压力影响,一般压力大T值小,压力小则T值大。(2)卷边宽度(W)。卷边宽度是指从卷边外部测得的平行于卷边叠层的最大尺寸。其计算公式如下:W=2.6tc+BH+Lc=0.52+2.0+0.1=2.62mm(6-5)式中BH——身钩长度,mm;Lc——身钩空隙,mm,要求越小越好。卷边宽度大小还受压辊沟槽的形状、卷封压力及下托盘推力等因素影响。且身钩长度BH对罐的影响较大,一般来说,BH值小,容易产生渗漏现象,BH值太大则容易产生垂边,故身钩长度BH必需适中。(3)埋头度(C)。埋头度是指卷边项部至盖平面的距离,它一般由上压头凸缘厚度决定,C=W+α=2.62+0.2=2.82mm(6-6)式中W——卷边宽度,mm;α——修正系数,一般为0.15~0.30mm。(4)罐身身钩长度(BH)。罐身身钩长度是指罐身翻边向内弯曲成钩状的长度。其值为1.8~2.2mm。(5)罐盖盖钩长度(CH)。罐盖盖钩长度是指罐盖圆边翻向卷边内部弯曲部分的长度。盖钩长度取决于头道压辊沟槽的形状,其值与身钩基本一致。(6)叠接长度(OL)。叠接长度是指二重卷边成型后,卷边内部盖钩与身钩相互叠接的长度。其计算公式如下:OL=BH+CH+1.1tc-W=2.0+2.0+0.22-2.82=1.4mm(6-7)式中BH——身钩尺寸,mm;CH——盖钩尺寸,mm;第19页共19页
中北大学2015届金属包装容器结构设计课程设计tc——罐盖(底)坯板厚度,mm;W——卷边宽度,mm。(7)叠接率(KOL)。叠接率是表示卷边内部钩盖与身钩相互叠接的程度。其计算公式如下:KOL={OL/[W-(2.6tc+1.1tb)]}×100%=1.4/1.88=74.5%(6-8)式中KOL——叠接率,%;OL——叠接长度,mm;W——卷边宽度,mm;tc——罐盖(底)坯板厚度,mm。综上,计算的结果为:所求量tbLBD1TWCBHCHOLKOL结果mm0.216415367.51.22.622.822.02.01.474.5%第19页共19页
中北大学2015届金属包装容器结构设计课程设计7校核检验7.1 周向强度、罐底强度校核材料厚度T=0.2罐内压力P=0.8MPa 许用应力[σ]=249MPa选用的喷雾罐直径D=52mm,由σ=PD/2T<=[σ]得: σ=104<249MPa7.2 堆码强度校核公式如下:F=KW(H-h)/h 式中 钢桶堆码负荷F,N; 堆码高度H=0.45m; 单个钢桶高度h=0.15m; 单个钢桶盛装物品后的质量W=0.64kg; 劣变系数K=3代入F=KW(H-h)/h得:F=3.84N第19页共19页
中北大学2015届金属包装容器结构设计课程设计8技术要求8.1气密性要求喷雾罐罐体,阀门及组装连接部位的气密性决定着气雾罐气密性能和质量,喷雾罐及其阀门要求在0.8MPa的压力条件下,在1min内部的泄露。8.2耐压强度要求标准气雾罐在1.2Mpa的内压条件下,保压10s,气雾罐不得发生永久形变;继续升压至1.4MPa,保压10s,气雾罐不得发生爆裂。阀门在1.8MPa内压条件下,保压1min,其固定盖小凸高度h的变形量△h不大于0.30mm。8.3阀门液罐的拉脱力内插管不小于49N,外插管部小于40N。8.4内外涂层要求喷雾罐内外涂层附着力200g/二级,涂层布脱落,在55℃水浴条件下,保温15min的涂层布脱落,不起皱。内涂层要采用与内装物相适应的材料,外涂层硬度不小于2H。第19页共19页
中北大学2015届金属包装容器结构设计课程设计9、参考文献[1]宋宝峰.包装容器结构设计与制造[M].北京:印刷工业出版社,2001[2]赵延伟.包装结构设计[M].长沙:湖南大学出版社,1989[3]毛寿松.商品包装容器设计[M].上海:上海科学技术出版社,1990[4]孙风兰.食品包装机械学[M].哈尔滨:黑龙江科技出版社,1990[5]陈海鱼.包装装潢设计[M].湖南美术出版社,1997.5[6]孙诚.包装结构设计(第三版)[M].北京:中国轻工业出版社,2008[7]中国包装标准汇编.金属包装卷[M].北京:中国标准出版社,2010[8]王德忠.金属包装容器——结构设计、成型与印刷[M].北京:化学工业出版社,2003[9]杨文亮辛巧娟.金属罐制造技术[M].北京:印刷工业出版社,2009.10第19页共19页'
您可能关注的文档
- 某中学办公楼建筑结构计算书结构设计
- 陇西县首阳镇道路及排水工程可行性研究报告
- 生态文化旅游项目可行性研究报告
- 农垦农产品质量追溯系统建设项目可行性研究报告
- 南宫垃圾厂主厂房施组结构设计
- 庐江县城市生活垃圾卫生填埋场工程项目可行性研究报告
- XXXXXXXXXX大楼建设项目可行性研究报告
- 生态休闲度假村建设工程可行性研究报告
- 2012园林绿化工程施工组织设计方案
- 农贸产品批发市场有限公司农产品批发市场项目可行性研究报告
- 炉渣煤矸石综合利用项目可行性研究报告
- xxxxxxx道路管网工程项目可行性研究报告
- 农贸市场建设项目可行性研究报告
- 生态休闲旅游养老度假区新建项目可行性研究报告
- XXXXXX系统项目可行性研究报告
- 生态休闲山庄建设项目可行性研究报告
- 泸州市泰黄综合物流园项目可行性研究报告
- 南京华润住宅楼项目铝模方案结构设计
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明