

- 385.85 KB
- 2022-04-22 11:28:21 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'《机械制造技术基础》习题答案第2章制造工艺装备复习题答案1.单项选择1-1答案:①同一台机床1-2答案:①材料去除法1-3答案:②同一批工件逐次放入到夹具中,都能占据同一位置1-4答案:③相切法1-5答案:③不断地把切削层投入切削的运动1-6答案:①砂轮的回转运动1-7答案:②均由刀具来完成1-8答案:④高速钢1-9答案:③刀具主偏角1-10答案:③切削层厚度1-11答案:④51-12答案:③41-13答案:①11-14答案:③31-15答案:④51-16答案:④床身上工件最大回转直径1-17答案:②专用夹具1-18答案:③基面1-19答案:①前角1-20答案:②基面1-21答案:①工作台上1-22答案:①YT302.多项选择2-1答案:①加工表面②切削刀具2-2答案:①广泛采用高效专用设备和工具②设备通常布置成流水线形式③广泛采用互换装配方法2-3答案:答案:②高速钢③硬质合金2-4答案:①主运动②进给运动2-5答案:①单独由工件②单独由刀具③分别由工件和刀具④分别由刀具和工件2-6答案:①工件的转动②工件的平动③刀具的转动④刀具的平动2-7答案:①切削速度②进给量③切削深度2-8答案:①类别代号③组别和型别代号④主要性能参数代号2-9答案:①工作台面的平面度②导轨的直线度③溜板运动对主轴轴线的平行度2-10答案:①定位元件及定位装置②夹紧元件及夹紧装置④夹具体2-11答案:①前角②后角3.判断题3-1答案:√-15-
《机械制造技术基础》习题答案3-2答案:×3-3答案:√3-4答案:×3-5答案:×3-6答案:×3-7答案:√3-8答案:×提示:划线找正装夹精度不高,很少用于精加工工序。3-9答案:√提示:在单件小批生产中可以使用通用夹具或组合夹具。3-10答案:√3-11答案:×提示:过定位的基本特征是工件的某一个(或某几个)自由度被重复限制,不能单纯从限制的自由度数目多少判断是否过定位。3-12答案:×提示:不完全,工件定位表面制造不准确也会引起定位误差。3-13答案:√3-14答案:×提示:当刃倾角≠0时,主切削刃与基面不平行。3-15答案:×提示:刃倾角为负值时,切屑流向已加工表面,会使已加工表面损伤。4.分析题4-1答案:a)必须限制、、3个自由度。b)必须限制、、、4个自由度。c)必须限制、、、4个自由度。d)必须限制、、、、5个自由度4-2答案:a)①三爪卡盘限制、、、4个自由度;前后顶尖限制、、、、5个自由度。②、、、4个自由度被重复限制,属过定位。③去掉三爪卡盘,改为拨盘+鸡心卡拨动。b)①圆柱面限制、、、4个自由度;左端面限制、、3个自由度。②、2个自由度被重复限制,属过定位。③在左端面处加球面垫圈(参见教材图2-76c)c)①大平面限制、、3个自由度;圆柱销限制、2个自由度;V形块限制、2个自由度。②自由度被重复限制,属过定位。③将V形块改为在方向浮动的形式。d)①大平面限制、、3个自由度;固定V形块限制、2个自由度;活动V形块限制自由度。②自由度被重复限制,属过定位。③将两V形块之一改为平板形式-15-
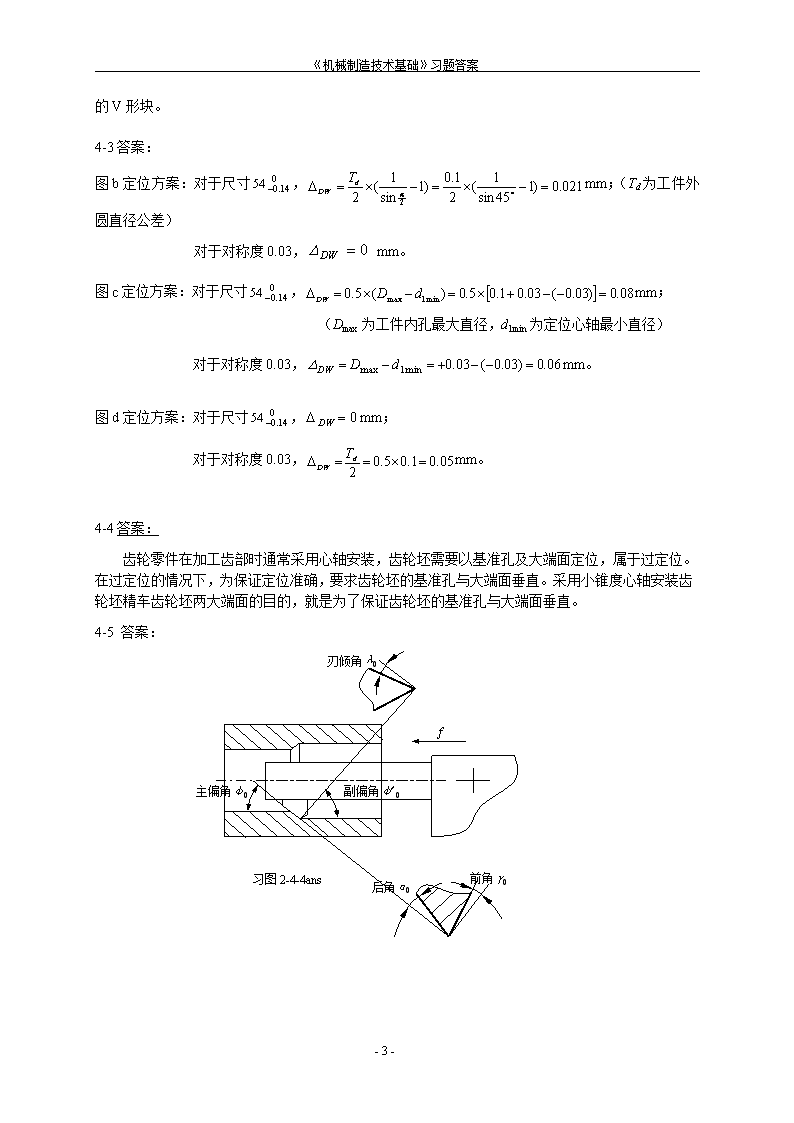
《机械制造技术基础》习题答案或去掉右边的V形块。4-3答案:图b定位方案:对于尺寸,mm;(Td为工件外圆直径公差)对于对称度0.03,mm。图c定位方案:对于尺寸,mm;(Dmax为工件内孔最大直径,d1min为定位心轴最小直径)对于对称度0.03,mm。图d定位方案:对于尺寸,mm;对于对称度0.03,mm。4-4答案:齿轮零件在加工齿部时通常采用心轴安装,齿轮坯需要以基准孔及大端面定位,属于过定位。在过定位的情况下,为保证定位准确,要求齿轮坯的基准孔与大端面垂直。采用小锥度心轴安装齿轮坯精车齿轮坯两大端面的目的,就是为了保证齿轮坯的基准孔与大端面垂直。4-5答案:习图2-4-4ansf刃倾角λ0前角γ0后角α0主偏角φ0副偏角φ′0-15-
《机械制造技术基础》习题答案4-6答案:ZBL(D)YHZX习图2-4-5ans①必须限制4个自由度:。②定位方法如习图2-4-5ans所示。③定位误差:对于尺寸H:对于尺寸L:4-7答案:定位误差:mm提示:工序基准为孔D下母线A,求A点在尺寸H方向上的最大变动量,即为定位误差。4-8答案:考虑横向进给,刀具的工作后角变为:。式中,f为进给量(mm/r),dw为工件的加工直径(mm)。当直径很小时,μ值会急剧变大,可能使工作后角变为负值,刀具不能正常切削,而将工件挤断。4-9答案:(1)传动链的传动路线表达式:(2)主轴V可获得转速数为:i=1332=18(3)主轴V的最高转速为:主轴V的最低转速为:第3章切削过程及其控制复习题答案1.填空题-15-
《机械制造技术基础》习题答案1-1答案:剪切面1-2答案:第Ⅱ1-3答案:第Ⅲ1-4答案:挤裂切屑、单元切屑1-5答案:单元切屑1-6答案:带状切屑1-7答案:大于,小于1-8答案:第Ⅰ,第Ⅱ1-9答案:粘结1-10答案:内摩擦1-11答案:粘结区(或内摩擦区)1-12答案:第Ⅱ1-13答案:断裂破坏1-14答案:前角,刃口钝圆1-15答案:弹性;摩擦力1-16答案:靠近刀刃1-17答案:中等1-18答案:前后刀面同时1-19答案:破损1-20答案:磨钝标准1-21答案:机械,化学作用1-22答案:磨钝标准(或磨损限度)2.判断题2-1答案:√2-2答案:√2-3答案:×2-4答案:×2-5答案:√2-6答案:√2-7答案:×2-8答案:√2-9答案:√2-10答案:×2-11答案:×2-12答案:√2-13答案:×2-14答案:×2-15答案:√2-16答案:√2-17答案:√2-18答案:×2-19答案:√-15-
《机械制造技术基础》习题答案2-1答案:×2-2答案:×2-3答案:×2-4答案:√2-5答案:√2-6答案:×2-7答案:√2-8答案:√2-9答案:×2-10答案:√2-11答案:×2-12答案:×2-13答案:×2-14答案:√2-15答案:√2-16答案:√2-17答案:×2-18答案:×2-19答案:√2-20答案:×2-21答案:×3.单项选择题3-1答案:②3-2答案:①3-3答案:②3-4答案:①3-5答案:④3-6答案:② 3-7答案:②3-8答案:②3-9答案:②3-10答案:③3-11答案:②3-12答案:①4.多项选择题4-1答案:①②③4-2答案:①②④4-3答案:①②③④4-4答案:①②④4-5答案:①③④-15-
《机械制造技术基础》习题答案4-1答案:①②③4-2答案:①②③4-3答案:②③④,①4-4答案:②③④第4章机械加工质量分析与控制复习题答案1.单项选择1-1答案:③检测方法1-2答案:④表面层的硬度与基体硬度之差与基体硬度之比1-3答案:④工艺系统误差1-4答案:③过刀尖的加工表面的法向1-5答案:②中速1-6答案:②1/5~1/31-7答案:①轴承孔的圆度误差1-8答案:②卡爪装夹面与主轴回转轴线不同轴1-9答案:④保证三爪卡盘卡爪面与主轴回转轴线同轴1-10答案:②降速1-11答案:②末端1-12答案:④倒数之和的倒数1-13答案:④远小于1-14答案:②反比1-15答案:④被切屑所带走1-16答案:①传给工件1-17答案:④采用热对称结构1-18答案:①成正比1-19答案:③消除工件主轴运动误差对加工精度的影响1-20答案:④相同或成整倍数关系1-21答案:④等于或接近于2.多项选择2-1答案:①试切法②调整法③定尺寸刀具法④自动控制法2-2答案:①耐磨性②耐蚀性③抗疲劳强度④配合质量2-3答案:①径向跳动②轴向窜动③倾角摆动2-4答案:①零件材料②表面粗糙度③名义压强2-5答案:②主轴回转轴线角度摆动③车床纵向导轨与主轴回转轴线不平行2-6答案:①工件刚度不足③车床纵向导轨直线度误差2-7答案:②尾顶尖刚度不足③导轨扭曲④车床纵向导轨与主轴回转轴线不平行2-8答案:①切削热②摩擦热2-9答案:②尾座轴线与主轴回转轴线不同轴③刀具热变形④钻头刃磨不对称2-10答案:①机床几何误差③调整误差-15-
《机械制造技术基础》习题答案2-11答案:②工件定位误差③夹紧误差④毛坯余量不均引起的误差复映2-12答案:①确定工序能力②估算不合格品率③判别常值误差大小2-13答案:②工艺过程是否稳定④是否存在变值系统误差2-14答案:②进给量③刀具主偏角2-15答案:①切削速度③进给量④工件材料性质2-16答案:①砂轮速度②工件速度③磨削深度④纵向进给量2-17答案:①加大刀具前角②改善工件的切削加工性③提高刀具刃磨质量2-18答案:①选择较软的砂轮③选用较小的磨削深度④改善冷却条件2-19答案:①提高工艺系统刚度②增大工艺系统阻尼④采用变速切削3.判断题3-1答案:√3-2答案:×3-3答案:√3-4答案:√3-5答案:×3-6答案:×3-7答案:√3-8答案:√3-9答案:√3-10答案:×提示:磨削时导轨面温度升高,床身底部温度偏低,床身会上弯。磨平后冷却,导轨面将产生中凹。3-11答案:×3-12答案:×4.分析题4-1答案:键槽底面对下母线之间的平行度误差由3项组成:①铣床工作台面与导轨的平行度误差:0.05/300②夹具制造与安装误差(表现为交点A的连线与夹具体底面的平行度误差):0.01/150③工件轴线与交点A的连线的平行度误差:为此,首先计算外圆中心在垂直方向上的变动量:mm可得到工件轴线与交点A的连线的平行度误差:0.071/150最后得到键槽底面(认为与铣床导轨平行)对工件轴线的平行度误差:4-2答案:-15-
《机械制造技术基础》习题答案a)在径向切削力的作用下,尾顶尖处的位移量大于前顶尖处的位移量,加工后工件外圆表面成锥形,右端止境大于左端直径。b)在轴向切削力的作用下,工件受到扭矩的作用会产生顺时针方向的偏转。若刀具刚度很大,加工后端面会产生中凹。c)由于切削力作用点位置变化,将使工件产生鞍形误差,且右端直径大于左端直径,加工后零件最终的形状参见教材图4-19。4-3答案:A点处的支反力:ND点处的支反力:N在磨削力的作用下,A点处的位移量:mm在磨削力的作用下,D点处的位移量:mm由几何关系,可求出B点处的位移量:mmC点处的位移量:mm加工后,零件成锥形,锥度误差为(0.0045-0.0035)/100=0.001/100mm。4-4答案:①分布图1211.99。分布曲线(公差带)习图4-4-5ans②工艺能力系数CP=0.2/(6×0.003)=1.1③废品率约为50%④产生废品的主要原因是存在较大的常值系统误差,很可能是砂轮位置调整不当所致;改进办法是重新调整砂轮位置。-15-
《机械制造技术基础》习题答案4-5答案:2019.95。(公差带)19.9分布曲线19.98不合格品率习图4-4-6ans画出分布曲线图,可计算出不合格品率为21.2%(计算过程略)4-6答案:1)画出图:①计算各组平均值和极差,见表4-4-1;②计算中心线和上下控制限:图:中心线上控制线下控制线R图:中心线上控制线下控制线③根据以上结果作出图,如习图4-4-7ans所示。LCL=22.935UCL=34.825CL=28.88样组序号05101520x图xUCL=21.628CL=10.25LCL=0习图4-4-7ans样组序号05101520R图R2)在图上,有多个点子越出控制限,可以判定工艺过程不稳定。3)在图上,点子没有明显得变化趋势,无法判定有无变值系统误差。-15-
《机械制造技术基础》习题答案4)在图上,第4点到第9点之间,点子出现较大波动(R图亦如此),表明工艺系统在此期间出现异常。从第12点以后,点子有上升趋势(图),值得密切注意,应继续采样观察。4-7答案:1)影响孔径尺寸精度的因素:①刀具调整(调整镗刀刀刃的伸出长度);②刀具磨损;③刀具热变形。2)影响销孔形状精度的因素:①主轴回转误差;②导轨导向误差;③工作台运动方向与主轴回转轴线不平行;④机床热变形。3)影响销孔位置精度的因素:①定位误差(设计基准(顶面)与定位基准(止口端面)不重合,定位止口与夹具定位凸台、菱形销与销孔的配合间隙等引起);②夹紧误差;③调整误差(夹具在工作台上的位置调整,菱形销与主轴同轴度的调整等);④夹具制造误差;⑤机床热变形;⑥工作台运动方向与主轴回转轴线不平行。第5章机械加工工艺规程的制定复习题答案1.单项选择1-1答案:②锻件1-2答案:①铸件1-3答案:①设计1-4答案:②一面两孔1-5答案:④正常加工1-6答案:③粗车-半精车-精车1-7答案:④粗车—半精车—粗磨—精磨1-8答案:①粗镗—半精镗—精镗1-9答案:①切削加工之前1-10答案:①上道工序尺寸公差与本道工序尺寸公差之和1-11答案:③增环的下偏差之和减去减环的上偏差之和1-12答案:④各组成环公差平方和的平方根2.多项选择2-1答案:①保证相互位置关系原则②保证加工余量均匀分配原则2-2答案:②有利于保证被加工面之间的位置精度③可以简化夹具设计与制造2-3答案:①车削②铣削③磨削④拉削2-4答案:①提高加工表面尺寸精度②提高加工表面形状精度③降低加工表面粗糙度2-5答案:①先基准后其他②先主后次③先面后孔2-6答案:①易于保证加工面之间的位置精度②便于管理④可以减小工件装夹时间2-7答案:③上一工序表面粗糙度和表面缺陷层厚度④上一工序留下的形位误差2-8答案:①基本时间②辅助时间④工作地服务时间2-9答案:①装卸工件时间②开停机床时间③测量工件时间2-10答案:①缩短基本时间②缩短辅助时间④缩短工作地服务时间-15-
《机械制造技术基础》习题答案3.判断题)3-1答案:√3-2答案:×3-3答案:√3-4答案:√3-5答案:×3-6答案:√3-7答案:×3-8答案:√3-9答案:√提示:综合考虑包容尺寸和被包容尺寸两种情况。3-10答案:√3-11答案:√3-12答案:×4.分析计算题4-1答案:1.图a:①精基准——齿轮的设计基准是孔A。按基准重合原则,应选孔A为精基准。以A为精基准也可以方便地加工其他表面,与统一基准原则相一致。故选孔A为统一精基准。②粗基准——齿轮各表面均需加工,不存在保证加工面与不加工面相互位置关系的问题。在加工孔A时,以外圆定位较为方便,且可以保证以孔A定位加工外圆时获得较均匀的余量,故选外圆表面为粗基准。2.图b:①精基准——液压油缸的设计基准是孔B。按基准重合原则,应选孔B为精基准。以B为精基准也可以方便地加工其他表面,与统一基准原则相一致。故选孔A为统一精基准。②粗基准——液压油缸外圆没有功能要求,与孔B也没有位置关系要求。而孔B是重要加工面,从保证其余量均匀的角度出发,应选孔B的毛坯孔作定位粗基准。3.图c:①精基准——飞轮的设计基准是孔C。按基准重合原则,应选孔C为精基准。以C为精基准也可以方便地加工其他表面,与统一基准原则相一致。故选孔C为统一精基准。②粗基准——为保证飞轮旋转时的平衡,大外圆与不加工孔要求同轴,且不加工内端面与外圆台阶面距离应尽可能的均匀,故应不加工孔及内端面作定位粗基准。4-2答案:1)确定工艺路线:粗车—半精车—粗磨—精磨2)确定各工序余量:根据经验或查手册确定,精磨余量=0.1mm,粗磨余量=0.3mm,半精车余量=1.0mm,粗车余量=总余量-(精磨余量+粗磨余量+半精车余量)=4-(0.1+0.3+1.0)=2.6mm。3)计算各工序基本尺寸:精磨基本尺寸=24mm,粗磨基本尺寸=(24+0.1)=24.1mm,半精车基本尺寸=(24.1+0.3)=24.4mm,粗车基本尺寸=(24.4+1.0)=25.4mm。4)确定各工序加工经济精度:精磨IT6(设计要求),粗磨IT8,半精车IT11,粗车IT13。5)按入体原则标注各工序尺寸及公差:精磨—mm,粗磨—mm,半精车—mm,粗车—mm。4-3答案:-15-
《机械制造技术基础》习题答案1)图b:基准重合,定位误差,mm;2)图c:尺寸A2,10±0.1和构成一个尺寸链(见习图5-4-3ansc),其中尺寸10±0.1是封闭环,尺寸A2和是组成环,且A2为增环,为减环。由直线尺寸链极值算法基本尺寸计算公式,有:10=A2-8,→A2=18mm由直线尺寸链极值算法偏差计算公式:0.1=ESA2-(-0.05),→ESA2=0.05mm;-0.1=EIA2-0,→EIA2=-0.1mm。故:mm3)图d:尺寸A3,10±0.1,和构成一个尺寸链(见习图5-4-3ansd),其中尺寸10±0.1是封闭环,尺寸A3,和是组成环,且为增环,A3和为减环。由直线尺寸链极值算法基本尺寸计算公式,有:10=38-(A3+8),→A3=20mm由直线尺寸链极值算法偏差计算公式,有:0.1=0-(EIA3+(-0.05)),→EIA3=-0.05mm;-0.1=-0.1-(ESA3+0),→ESA3=0。故:mm习图5-4-3ansc)A210±0.180-0.05d)A3380-0.110±0.180-0.054-4答案:尺寸75±0.05、H和半径R组成一个尺寸链,其中尺寸75±0.05是间接得到的,是封闭环。半径尺寸和H都是增环。解此尺寸链可得到:。4-5答案:建立尺寸链如习图5-4-5ans所示,其中,是尺寸链的封闭环;,是尺寸链的减环;,是尺寸链的增环;A1也是尺寸链的增环,待求。解此尺寸链可得到:-15-
《机械制造技术基础》习题答案mm习图5-4-5ans4-6答案:建立尺寸链如习图5-4-6ans所示,其中Z=0.3±0.05是尺寸链的封闭环;,是尺寸链的减环;R1是尺寸链的增环,待求。解此尺寸链可得到:mmZ=0.3±0.05习图5-4-6ans由此可求出淬火前精车的直径工序尺寸为:mm第6章装配工艺过程设计复习题答案1.单项选择1-1答案:①1-2答案:①1-3答案:①1-4答案:③1-5答案:④1-6答案:③1-7答案:①1-8答案:②2.多项选择-15-
《机械制造技术基础》习题答案2-1答案:①②③2-2答案:①②④2-3答案:①③④2-4答案:①②③④2-5答案:①②③2-6答案:①②④2-7答案:③④2-8答案:①②④2-9答案:①②③3.判断题3-1答案:√3-2答案:√3-3答案:√3-4答案:×3-5答案:√3-6答案:×4.分析计算题4-1完全互换法:0.3;大数互换法:0.1734-22.4%4-3完全互换法:,,大数互换法:,,4-41)建立装配尺寸链,如图所示。A0A1(阀杆直径)A2(阀套孔直径)2)确定分组数:平均公差为0.003,经济公差为0.015,可确定分组数为5。3)确定各尺寸:若阀杆直径尺寸定为:,将其分为5组;阀套孔直径应为,也将其分为5组。解图示尺寸链,可求得轴、孔之对应的分组尺寸如下:分组号12345A1(阀杆直径)A2(阀套孔直径)-15-'
您可能关注的文档
- 《有机化学-结构和性质相关分析与功能》第三版 课本答案全.doc
- 《有机化学》(第四版)第三章 不饱和烃(习题答案).doc
- 《有机化学》_习题答案.doc
- 《有机化学》傅建熙 第三版 课本答案.doc
- 《有机电子学》思考题及答案1.doc
- 《机械优化设计》复习题答案.pdf
- 《机械优化设计》孙靖民哈尔滨工业大学课后答案.pdf
- 《机械几何精度设计》习题参考答案.doc
- 《机械制造技术基础》下册习题答案 2.doc
- 《机械制造装备设计》关慧贞第三版课后习题答案.doc
- 《机械制造装备设计》关慧贞第三版课后习题答案.pdf
- 《机械原理》(武汉大学)课后习题参考答案.doc
- 《机械原理》复习题及答案.doc
- 《机械基础》习题答案.doc
- 《机械工程测试技术基础》(第三版熊诗波_黄长艺)课后习题及答案详解.doc
- 《机械工程测试技术基础》第三版课后习题答案.pdf
- 《机械工程测试技术基础》课后习题及答案详解.doc
- 《机械设计-吴昌林》课后习题答案(部分).pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明