

- 601.22 KB
- 2022-04-22 11:38:00 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'UDC535.822N33中一华人民共和国国家标准GB3719一88工具显微镜Toolmaker"smicroscope1988-01一08发布1989-01-01实施目家才示准局发布
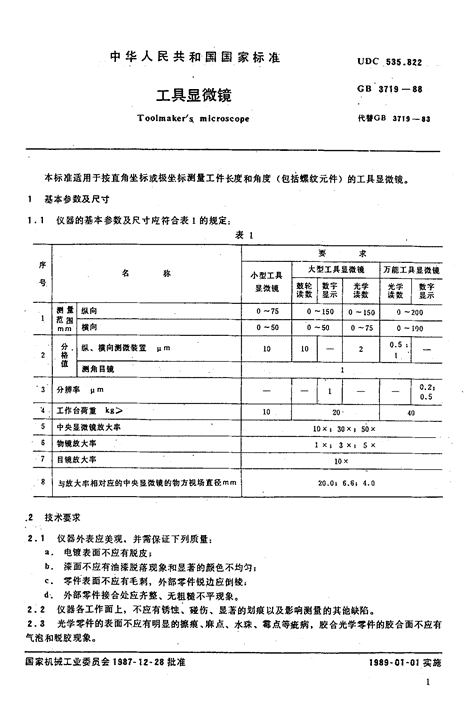
中华人民共和国国家标准UDC535.822GB3719一88工具显微镜Toolmaker"s,microscope代替GB371,一83本标准适用于按直角坐标或极坐标测量工件长度和角度(包括螺纹元件)的工具显微镜。基本参数及尺寸仪器的基本参数及尺寸应符合表1的规定:表要求序大型工具显微镜万能工具显微镜号小型工具显微镜0M4tE登柔袭鑫Yi"tE32t-登案测盒0^-750-1500-1500-200些范围mm横向0.500-500-750一100分.1纵、横向测微装置“m格I值MAHit分辨率“m0.25工作台荷重kg>中央显微镜放大牟10x;30x;50x物镜放大率1x;3x;5x目镜放大率与放大率相对应的中央显微镜的物方视场直径mm20.0;6.6;4.,2技术要求2.1仪器外表应美观,并需保证下列质量:a.电镀表面不应有脱皮;b漆面不应有油漆脱落现象和显著的颜色不均匀;。.零件表面不应有毛刺,外部零件锐边应倒棱;d;外部零件接合处应齐整、无粗糙不平现象。2.2仪器各工作面上,不应有锈蚀、碰伤、显著的划痕以及影响测量的其他缺陷。2.3光学零件的表面不应有明显的擦痕、麻点、水珠、霉点等疵病,胶合光学零件的胶合面不应有气泡和脱胶现象。国家机械工业委员会1587-12-28批准1989一a1-51实施
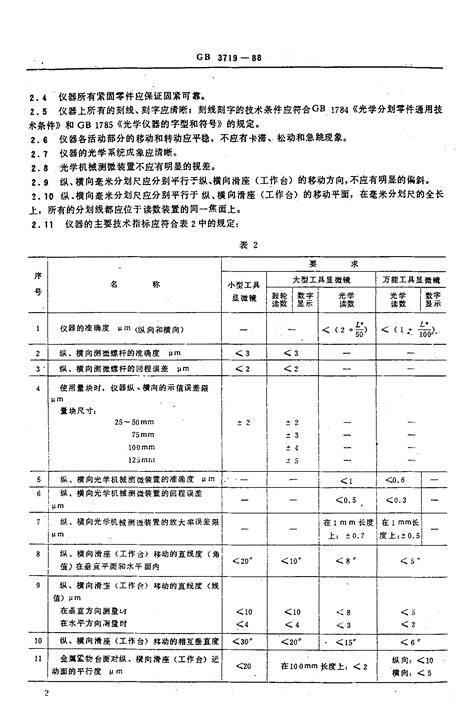
GB3719一882.4仪器所有紧固零件应保证固紧可靠。2.5仪器上所有的刻线、刻字应清晰,刻线刻字的技术条件应符合GB1784《光学分划零件通用技术条件》和GB1785《光学仪器的字型和符号》的规定。2.6仪器各活动部分的移动和转动应平稳,不应有卡滞、松动和急跳现象。2.了仪器的光学系统成象应清晰。2.8光学机械测微装置不应有明显的视差。2.9纵、横向毫米分划尺应分别平行于纵、横向滑座(工作台)的移动方向,不应有明显的偏斜。2.10纵、横向毫米分划尺应分别平行于纵、横向滑座(工作台)的移动平面,在毫米分封尺的全长上,所有的分划线都应位于读数装置的同一焦面上。2.1仪器的主要技术指标应符合表2中的规定:表2要求序大型工具显微镜万能工具显微镜名称小型工具hl号光学显微镜馨鑫登案读数程姜登案L.、l仪器的准确度卜m以向和横向)“艺+弧)<“之初-2纵、横向测微螺杆的准确度”m《3<33‘纵、横向测微螺杆的回程误差林m<2<24使用量块时,仪器纵、横向的示值误差限林m量块尺寸:25~50mm士275mm}一}1。。mrn}一}一::{一l5纵、横向光学机械测微装置的准确度“m}<1<0.6}一6纵、横向光学机械测微装置的回程误差<0.5<031林m7}纵、横向光学机械测微装置的放大率误差限在Inlm长度在lmm长}”m}{上:士0.7l}度上:土。·5.l.}l8一纵、横向滑座‘工““,移动的直”度‘角(20,’《10方<8理<5”}值)在垂亘平面和水平面内纵、横向滑座(工作台)移动的直线度(线值)林m在垂直方向测量L.T<10<10<5在水平方向;列量时<4吸4二:(210纵、横向滑座(工作台)称动的相互垂直度<30,’《20,’<15护<6护-n金属置物台面对纵、横向呀座(工作合)运纵向:<10<20在loomm妹度上:<2动面的平行度“m横向:<5
GB3719一T?续表2要,求序大型工具显微镜万能工具显微镜名称小型工具号显微镜鼓轮数字光学光学ft字读数显示读数读数显示12工作台玻璃台面对纵、横向滑座(工作台)运动在100mm长度上:面的平行度”m<30<30}<2013中央显微镜的放大率误差使用测角目镜时,1x和3x物镜,不应超过0.1%e使用轮廓目镜时,各倍物镜均不应超过0.15%。14当立往位于“零”位,显微镜衡架在立柱上移动时,其移动方向对工作台玻璃台面的垂直度《3尹<2"15当立柱位于“零”位时,显微镜镜筒的移动方向对工作台玻璃台面的垂直度<3尹<2"16当立柱位于“零”位时,显微镜镜筒在移动过程中的转动<1"17当立往位于“零”位时,中央显微镜光轴和照明当用童块检验时,两侧面应同样清晰光轴对工作台玻璃台面的垂直度的综合影响18顶针架顶针轴线对纵向滑座(工作台)移动方向在100mm长<40<30<15的平行度”m度上:<4019顶针的径向团跳动9m外顶针<10<8<2内顶针G工5<12G320顶针连同顶针杆转动时的径向圃跳动‘dim外顶针‘5内顶针G721两顶针在水平面内的重合性um顶针之间的距离为20mm时<20<20<10一22顶针架顶针轴线至测量刀垫铁上表面之间距离的士15偏差0ml)23当显微镜随立柱摆动时(00-t120范围内),在顶针架中心水平面内,显徽镜瞄准点的位移pm侧面位移《单面)G10G10前后位移<3G224当显微镜随立柱摆动时(0。一士12“范围内),在无中心夹具的定位中心轴线水平面内,显徽镜瞄<20准点的侧面位移(单面)pm
GB8719一88续表2妥求序大型工具显徽镜万能工具显微镜名称小型工具号显微镜鼓轮it字光学光学lk字读数显示读数读数显示25无中心夹具的定位中心轴线对纵向滑座(工作台)在垂直平面内:在l00mm长度上:移动方向的平行度”m<40<4026V型架在不同距离上的高度差v型架靠拢时:V型架靠拢时:<30<30V型架之间距离V型架之间距离为75mm时:为150mm时:<50<6027侧角目镜侧角时的准确度<1"28测角目镜度盘位于“零”位时,十字线的水平刻《工尹线对纵向滑座(工作台)移动方向的平行度2s测角目镜十字刻线交点和度盘回转中心的重合性物平面内:<1卜m30测角目镜、圆工作台和分度头的光学机械溯微装<分格值的1/5置的放大率误差!31螺纹轮廓目镜十字线的水平刻线位于“零”位时,<3"水平刻线对纵向滑座(工作台)移动方向的平行度32双象目镜合象的误差“m《133双象目镜双象倍率差<0.05%34光学定位器定位的变动性ym<135当光学定位器测杆的轴线垂直于工作台平面时,定位器双刻线影象应在测角目镜分划板上间距最大定位器双刻线在测角目镜视场少的位置的两条刻线之间36光学定位器测量头的m量力0.1士0.0337光学定位器测量头直径的检定极限误差0m士0.s38圆工作台的准确度<3"<2矛<30"3g圆工作台玻璃台面的端面圆跳动pm在100mm直径上:<2040圆工作台玻璃台面对纵、横向滑座运动面的平行在100mm长度gm度上:<3041口工作台定位中心与工作台回转中心的重合性<4卜m
GB3719一88续表2要求}序名称.小大型工具显微镜万能工具显徽镜号尝型下日,曰盛‘.J甲鼓轮fk字月月.光学读数’光学读数,攀字J哥读数显示显示42分度头的准确度《3尹;<30,43分度头顶针轴线对纵向滑座(工作台)<25<15移动方向的平行度”m」}4冬分度头顶针连同主轴转动时的径向圆<10<7跳动卜m45分度头主轴的端面圆跳动,m<10<746高顶针架顶针轴线对纵向滑座(工作<25在100mm长度上:<15台)移动方向的平行度Am47高顶针架顶针轴线至洲t刀垫铁上表士25士25面之间距离的偏差Oma8高顶针架顶针的径向圆跳动AM<12<1049荃座水准器的正确性仪器调整至水平后,圆形水准器气泡不应超出水准器的分划圈50仪器毫米分划尺的准确度gmL二L二‘(1十下石万)‘l0.5+-200〕51仪器毫米分划尺的检定极限误差PM15L士0.5士tu.2十而石00’注:L"—测I长度,~m印。L“—毫米分划尺上任意浦分划线之间的距离,mm.2.12数字式仪器的工作速度不应低于50mm/s"2.13仪器的主要安全性能指标应垮合表3中的规定。表3序号指标名称、要求1直流绝缘电阻MO>22绝缘试验电压kV>1(保持1分钟)3泄偏电流m人交流:<5(峰值)直流:<52.14数字式仪器应具有一定的抗干扰能力,仪器受干扰后,示值的末位数字不应超过加或减一个泳冲当量。2.15仪器在包装运输条件下应符合ZBY002《仪器仪表运输、运输贮存基本环境条件及试验方去》的要求。其中:
GB3719--e3a.高温:十55*C;b.低温:一40"C,C。跌落高度:250mm,2.16根据用户的需要,制造厂应能保证全部(或部分)供应表4中的附件。表4序大型工具显‘镜{万能工具显微镜附件名称小型工具!号显微畏1”轮读数{数字显示1光学读数{光学读,1数字显示十1测角目镜2级纹轮廓目镜:一二一+3圆孤轮廓目镜++4双象目镜十51x物镜一63x物镜十75x物镜十十810x物镜9.顶针架十10高顶针架宁十11V型架12.无中心夹具132级量块GB6093-85a.尺寸为25mm几b.尺寸为50mmc.尺寸为75ofm14t块夹具15平面工作台一16圆工作台}十17分度头18光学定位器19压板20测量刀装置21定焦杆22}灯泡对中心装7123反射照明装!24透射照明装置一25测角目镜照明装置26备用工作台玻璃一:27备用灯泡l!!+注:表中“十”表示如用户需要.制造厂应能全部(或部分)供应,“一”表示该类型仪器不带此附件。3试验(检验)方法3.1仪器进行检脸时,对室内温度的要求见表5,
GB3719一88表5要求序名称小型工具大型工具显微镜万能工具显微镜号显微镜鼓轮读数数字显示光学读数’光学读数数字显示}1室温20士3"C20土3℃20土2"C20士1℃2温度变化每小时不应超过℃1℃1℃1℃0.5℃3被检仪器和检验工具的温差不应超过℃1℃1℃1℃0.5℃4被检仪器在室内平衡温度的时间卜24h3.2仪器的外观质量、光学零件表面疵病和成象质量检验。目测检验。3.3仪器结构各部分的相互作用检验实际操作检验。3.4仪器的准确度(纵向和横向)检验。3.4.1检验工具标准玻璃分划尺:分划长度不小于被检仪器的测量范围。分格值为1mm,检定极限误差为土(0.2+15三二)PM.10000注:L"为分划尺上任念两分划线之间的距离,mm.3.4.2检验方法将标准玻璃分划尺固定在仪器工作台中央部分,使其平行于工作台纵向行程,并使仪器纵向毫米分划尺处于“零”位,用轮廓目镜中的双刻线先瞄准标准玻璃分划尺的零刻线,并从纵向测微装置中记下读数,然后每隔25mm检验一点,从纵向测微装置中记下各点的读数。任意两点的误差的代数差均不应超过本标准的规定。按上述相同方法对仪器横向进行检验。工作台正向和反向行程均应进行检验,并应分别达到本标准要求。检验时,每点应进行四次瞄准和读数,取其算术平均值作为测得值,测得值应按标准玻璃分划尺的修正表进行修正。3.5纵、横向测微螺杆的准确度和回程误差检验3.5.1检验工具同第3.4.1条。3.5.2检验方法在测微螺杆。一25mm范围内,每隔5mm检验一点。方法同第3.4.2条。同一受检点上在正向和反向行程检验时的示值差,即为回程误差。3.6使用量块时,仪器纵、横向的示值误差检验3.‘.1检验工具同第3.4.1条。3.6.2检验方法将标准玻璃分划尺固定在仪器工作台中央部分,使其平行于工作台纵向行程,并使测微螺杆处于“零”位(或25mm处),用轮廓目镜中的双刻线瞄准标准玻璃分划尺的零刻线,并从纵向测微螺
GB3719一88杆上记下读数,作为起始读数,然后依次在纵向滑板与测微螺杆之间垫上尺寸为25.50,75,I00及125mm(对.41-1v工具显微镜为25和50mm)的量块(用被检仪器所带的量块),使轮EX目镜中的双刻线依次瞄准玻璃分划尺上格应的刻线,业从纵向测微螺杆上记下相应各点的读数,各受检点与起始点读数之Y,不应超过本标准的规定。按上述相同方法对仪器横向进行检验。-检验时,每点应进行四次瞄准和i}数,取其算术平均值作为测得值,测得值应按标准玻璃分划尺的修正表进行修正。3.了纵、横向光学机械1则微装代的准确度检验3.了.1检验工且:.分格值为1F1n、的光学计骨和专用夹终:b,带有三珠工作台的专用夹IL;c.尺寸为1.10.1.02.1.04.1.06.1.08.1.10.1.211.1.30.1.10.1.50.L.60,1.711.1.80.1.90.2.00mm的三等量块。3.7.2检验方法将带有光学计管的专用夹1}和带有三T*T作台的专用夹终分别固定在镜筒上和仪Yv纵向滑座卜,使光学计管的轴线与滑座纵向行程平行,并使光学计管球面测帽中心对在三珠工作台三个钢球中间(测帽中心线应与三个钢珠所决定的平面垂直),然后用第3.7.1条所列的15块量块对纵向测微装置上0.20.40.60.80.100.200,300,-100500,600,700,800。900,100011m1.5个点进行检验。每一点应进行四次瞄准和读数,取其算术平均值作为该点的测得值。任意两点的i吴旅的代数Y,.均不应超过本标准的规定。横向的检验方法与纵向相同。3.8纵、横向光学机械测微装仪的回程误众检验在测微装,IV],.中对准毫米分划尺上任一刻线,正反方向各对准四次并读数,正方向四次读数的算术平均值和反方向四次读数的算术平均值之差不应超过本标准的规定。3.9纵、横向光学机械测微装置的放大率误派检验将测微装汽中微米分划尺对在“零”位上,使毫米分划尺上的任一条毫米分划线对在第一对双刻线的正中间,再观察相邻另一条毫米分划线是否在第十一对双刻线的正中间,若不在正中间,则读出其误Y,::,检验工作应在毫米分划尺连续五个位件上测出其误农,放大率ix爪d(1按式(1)汁算求得:C」」1一J6刀。‘J刀=—-止-—·····..······..···⋯⋯。。··········‘二(1)式中:Jf,;所测出的误Y".Pm.i=l.2·一5:J工.16—所用到的六条毫米分划线中的第一条和第六条分划线相对于毫米分划尺零线的偏旅值.“mo3.10纵、横向滑座(T作台)移动的直线度(角值)险验3.10.1检验工具a自准直仪:准确度不低于1”:b.平面反射镜。3.10.2检验方法将自准直仪和大型(或小IV)工终显mC镜安放在同一平台上。把平面反时镜放在仪器工作台上。对于万能工托显微镜。将自准直仪安放在从座上.分别移动纵、横向滑座(工作台),同时观察自准
GB3719一88直仪中示值的变化,以示值的最大值和最小值之差作为测得值。在垂直面及水平面内、直线度均应达到本标准的要求。3.11纵、横向滑座(工作台)移动的直线度仕戈值)检验3.11.1检验工ita.专用四棱平尺:长度应大卜被检仪器下作台行程10mm,工作面的平面度不应超过0.3Vnt;b.扭簧测微i卜:准确度不低fIpnl。3.11二2检验方法将平尺I}1定在仪器一〔作台L(约在中心位,lv).使其一〔作面垂直FT作台面,使固定在镜筒上的扭簧测微计的测Ip-头与平尺「作面相接触,调整工作台(或平尺),使平尺两端平行于滑座(工作台)纵向行程.正、反向移动滑座(工作台》,在扭簧测Pt计上读出示值的最大变化量,即为水平方向测u时的IT线度。将平尺翻转90,使其毛作面向上.并使测MiI-的测最头与平尺T作面相接触。调整平尺.‘使平尺〔作面两端平行卜滑座(毛作台)纵向移动平面.正、反向移动滑座(毛作台),在扭簧测f3计t读出示值的最大变化量,即为垂直方向测贵时的直线度。横向的检验方法与纵向相同。3.12纵、横向滑座(毛作台)移动的相互吸直度3.12.1检验〔上卜a.直角铁:边长应大卜被检仪器工作台行程101111.直角误旅不应超过2",其直角边工作面的平面度不应超过。.3Nm;b.扭簧测微计:准确度不低卜1PIll,3.12.2检验方法将直角铁固定在仪器工作台L(应注意能作全行程检验),使固定在镜筒上的扭簧测微计的测量头与C-L角铁长边「作面相接触.调恢直角铁.使直角铁之长边在水平面内平行r纵向行程.然后用扭簧测M.计检验直角铁之另一边与滑座(一「作台)横向行程的平行度。小吧毛终显微镜:在25mnt长度上不应超过1Pni大型毛兵显微镜:分格依为0.01ntnt;在:511mIII长l变I:不应超过5pll。分格流为0.002mm;在%S1111长度上不应超过5.5[tll=万能〔终显微镜:在lo1111111L`度上不应超过.S;,.、、。金属iVl.物台面对纵、横向滑座(一〔作台)运动面的平lilt检验:一::检验〔JLa.四棱平尺:氏度应大h被检仪器〔作台(r程Illlilt”一「作面的平面度不应超过![till.两「作面的平iilt不应超过L3pill;b.千分表。3.13.2检验方法将四棱乎尺放"II.在金属}1V1i物台面I_,使1A1定在镜筒上的千分表的测Rt头与平尺一〔作面相接触.移动滑座。读出千分丧示值的最大变化虽。对厂万能F..16显微镜.纵向要求在金属代物台面前后两个不同位代上进行检验,横向要求在左、中、右三个位.1Yti上进行检验。对r大、小型工兵显微镜,要求在左、右(横向),前、后(纵向)四个位IN.L进行检验.以最大值作为测得值。3.14t作台玻璃台面对纵、横向滑座c1:作台,运动面的平行度检验。3.14.1俭验〔J冬
GB371,一88.千分表。3.14.2检验方法将带有千分表之专用表架固定在镜筒上,使千分表之测量头与玻璃台面相接触,分别移动纵、横7滑座,读出千分表示值的最大变化t作为测得值。3.15中央显微镜的放大率误差检验3.15.1检验工具分格值为0.1mm的标准玻璃分划尺,检定极限误差为10.5Nm.3.15.2检验方法使用测角目镜时:将标准玻璃分划尺放在仪器工作台上,用中央显微镜瞄准。对于1/和3、物镜、使测角目镜中担距5.4mm两根刻线与分划尺上相应分划线重合,如不重合,则微动工作台进行对准,并从测微装置中读出其误差(应考虑分划尺的修正值)。使用轮廓目镜时:用轮廓目镜中双刻线瞄准,其余按上述方法进行检验。3.16当立柱位于“零”位,显微镜臂架在立柱上移动时,其移动方向对工作台玻璃台面的垂直度检验3.16.1检验工具a.直角铁:同第3.12.1条;b.千分表。3.16.2检验方法将直角铁固定在仪器工作台上(直角铁短边工作面与工作台玻璃台面接触),使固定在镜筒上的千分表的测量头之测量轴线通过镜筒的中心轴线)与直角铁长边工作面相接触,移动显微镜臂架,分别测出纵向和横向上千分表示值的变化量AX和IdY,按d二、几石万万丁刃计算出总误差。小型和大型工具显微镜:在100mm长度上总误差不应超过0.088mm;万能工具显微镜:在100mm长度上总误差不应超过0.06mm,3.1T当立往位于“零”位时,显微镜镜简的移动方向对工作台玻璃台面的垂直度检验3.17.1检验工具同第3.16.1条。3.17.2检验方法同第3.16.2条,用微动机构升高(或降低)镜筒进行检验。小型和大型工具显微镜,在16.mm长度上总误差不应超过0.014mm;万能工具显微镜,在16mm长度上总误差不应超过0.009mm.3.18当立柱位于“零”位时,显微镜镜筒在移动过程中的转动检验3.18.1俭验工具a.十字线分划板:两面的平行度不应超过1’;b.厚度为40mm的平行平晶。3.18.2检验方法在仪器工作台上放一十字线分划板(刻线面朝上),用中央显微镜瞄准,使其一刻线影象与测角目镜十字线的水平刻线相平行,然后在分划板上放置一高度为40mm的平行平晶,并升高镜筒,使目镜中重新见到分划板十字线影象。若影象与水平刻线不平行,则转动测角目镜手轮使之平行,在测角目镜中读出十字线的转动量作为测得值。3.19当立往位于“零”位时,中央显微镜光轴和照明光轴对工作台玻璃台面的垂直度的综合影响检验3.19.1检验工具尺寸为2mm和20mm的3级量块。3.19.2拾编方法
GF33719一88将2mm和20mm量块研合(在以块剖面尺寸为30mm的方向只需研合23)后放钱在r.作台玻璃台面上,使光栏处于最小位置。通过中央显微镜进行观察,2mm最块两侧面的影象应同洋清晰然后将量块转18(,后再进行检验。2mm量块两侧面的影象仍应同样清晰<如两次阴影都沁现在最块的同一29面,则是量块卞身的研合误l),此项检验应在相互垂直的两个方向上进行。3.20顶针架顶针轴线对纵向滑咚(工作台)移动方向的平行度检验3.20.1检验下Ita.专用小轴:长度应大于被检仪器工作台行程10mm,圆住度不应超过2um,对顶针孔中心线的径向圆跳动不应超过2Pm;b千分表。3.20.2检验方法将专用小轴安装在顶针架上,在镜筒上装一带有千分表的专用表架。移动纵向滑座,使千分表的测量头与专用小轴两端在水平面上相接触。两次读数之差即为在水平面内的偏差。然后使千分表测量头与专用小轴两端在垂直面内相接触,‘两次读数之差即为在垂直面内的偏差。当顶针座和顶针杆处于不同位置时,均应达到本标准要求。3.21顶针的径向圆跳动检验3.21.1检验工具a.带顶针孔和带外顶针的专用小轴各一根:技术要求同第3.20.1条;b.扭簧测微计:准确度不低于11im,3.21.2检验方法将专用小轴安装在顶针架上.在镜筒上装一带有测微计的专用表架.使测微计的iW9头与专用小轴一端相接触,转动顶针进行检验.从测微计可读出其误差。按上述同样方法对另一顶针进行检验。3.22顶针连同顶针杆转动时的径向圆跳动检验。3.22.1检验工具同第3.21.1条。3.22.2检验方法将专用小轴安装在顶针架上,在镜筒上装一带有测微计的专用表架,使测微计的测最头与专用小轴一端相接触,转动顶针杆进行检验,从测微计中可读出其误差(若顶针与顶针杆是两体的.应使顶针在顶杆孔中的位置每转动90检验一次,以最大值作为测得值)。按上述同样方法对另1顶针杆进行俭验。3.23两顶针在水平面内的重合性检验将测角目镜中的度盘对在900(或270、位置,使两顶针之间的距离为20mm用,卜央显微镜观察.调整仪器,使一个顶针60、的影象与测角目镜中60的刻线对准,从横向i则微装汽中记下读数.移动纵向滑座,使另一顶针60的影象与测角目镜中另一边60的刻线对准。从横向测微装税中再次记下读数,两次读数之差即为两顶针在该位置的重合性误差。然后改变顶针之间的距离,按上述方法Iq次进了于检验。3.24顶针架顶针轴线至测量刀垫铁上表面之间距离的偏差检验3:24.1检验工具同第3.21).1条。3.24.2检验方法将专用小轴安装在顶针架上,在镜筒上装·带有测微计的专用k架,测量刀垫铁安装在书面中间位置1,然后在垫铁安装面上放置适当尺寸的五等量块,使测微计的测量头与峨块相接触,并记下Is
GB3719一88.数,然后移动横向滑座,使测微计的测量头与专用小轴相接触(找4t高点),此时测微计的读数与在量;块上的读数之差即为is;X·这一检验再作应分别使量块和测量刀垫佚放在前后安-*-面的中间位;置上进行检验·以最大值作为测得值。注:设专用小轴实际尺寸为D,则且块尺寸应为:(5+D/2)。3.25当显微镜随立往摆动时(。。,士12范围内,在项针架中心水平面内)湿微镜瞄准点的位移检验3.25.1检验工几专用小轴:小轴内装有十字线分划板(或刻有小圆圈或装有十字刀口)。十字线交点位于专用小轴顶针孔的中心线上。3.25.2检验方法安置立柱于“零位”,将专用小轴装在顶针架上,用测角目镜中的十字线瞄准专用小轴分划板上十字线交点,将立柱自“零”位向左右方向分别倾斜120,观察瞄准点对测角目镜十字线的侧面最大位移,位移量可从纵向测微装置中读出。前后位移量可从横向测微装置中读出。3.26当显微镜随立柱摆动时(0。~112范围内卜,在无中心夹具的定位中心轴线水平面内,显微镜瞄准点的侧面位移检验3.26.1检验工具同第3.25.1条。3.26.2检验方法安置立柱于“零”位,将专用小轴装在无中心夹具上,专用小轴轴线与纵向滑座移动方向相平行,用测角目镜中的十字线瞄准专用小轴分划板上的十字线交点,将立柱自“零”位向左右方向分别倾斜12",观察瞄准点对测角目镜十字线的侧面最大位移,位移量可从纵向测微装置中读出。3.27无中心夹具的定位中心轴线对纵向滑座(工作台)移动方向的平行度检验3.271检验工具同第3.20.1条。3·2了2检验方法将专川小轴装在无中心夹且上,其余方法与本标准第3.20.2条相同。3.26V型架在不同距离上的高度差检验3.2习1检验工其同第3.20.1条。3.28.2检验方法将专用小轴安放在v型架上,在镜筒上装带有千分表的1V用表架,当v型架靠拢和移开(移开距离按标准规定)时,分别用千分表测量两v型面上方处的专用小轴(找最高点)的高度差。3.29测角目镜测角时的准确度检验3.29.1检验!一具直角刀口尺:直角的检定极限误差·15"e3.29.2检验方法将直角刀口尺周定在仪器「作台上,用测角镜中的一根水平刻线瞄准刀n尺(使用3、物镜),对测角目镜度盘每隔90用l,+1一根P"l!线瞄准直角刀口尺相互垂直的两个不同刀口检验一次,共检验四个位置.作为一个周期。然后使角刀口尺回转450,再一次对测角目镜度盘每隔90"检验一次,共检验四个位置,作为另一个周期。由每个周期四个位置的示值误差分别组成误差曲线.误差曲线的最高点和最低点之差均不应超过1’。、、、3.30M角目镜度盘位子“零”位时.十字线的水平41线对纵向滑座(C作台)移动方向的平行度
CB3719一88检验3.30.1检验工16了尺寸为100x63mm的0级直角n口尺3.30.2检验方法将直角刀口尺引州定在工作台上,使刀口与纵向滑座移动方向平行,然后使测角目镜卜字线的水平刻线口相平行,此时观察1N角目镜度盘的示值是否处于“零”位,其误差不应超过土1‘的范围。a测角目镜十字刻线交点和度盘.转中心的a合性检验:‘::1检验工其十字线分划板:卜字线为双刻线。3.31.2检验方法将卜字线分划板固定在仪器工作台上,使卜字线的一双刻线平行于测角目镜分划板的水平刻线(使用3x物镜)。移动纵、横向滑座(工作台),在两个方向上瞄准十字线的双刻线,回转测角目镜分划板1800,观察其偏移量。用纵、横向测微装置测出其偏移量AX和AY,其重合性d按(2)式计算求得:d二J(+dx)"+(+AY)“·········“”······⋯⋯,’.···一二(2)3.32测角目镜、圆工作台和分度头的光学机械M9微装置的放大率误差检验在度盘均匀分布的任意四个位置上进行目测检验。3.33螺纹轮廓目镜十字线的水平刻线位于“零”位时,水平刻线对纵向滑座(工作台)移动方向的平行度检验3.33.1检验工具同第3.30.1条。3.33.2检验方法将直角刀口尺固定在工作台上,使刀口与纵向滑座移动方向平行,然后使轮廓目镜十字线的水平刻线与刀口相平行,此时从目镜中观察到的读数应在0`士3’范围内。3.34双象目镜合象的留差检验3.34.1检验1"具同第3.30.1条。3.34.2检验方法将直角刀口尺固定在仪器工作台上,使刀口与「作台纵向移动方向、叫1,将带有专用夹具的光学计管固定在仪器底座上,使其球面测头的测量轴线与工作台纵向移动方向垂直,并与「作台相接触,调整工作台,使目镜中观察到的刀口双象重合,若不重合时,横向移动工作台,用光学计管测出其双象的平行度误差。在纵向上按匕述方法进行相同检验,以最大值作为测得值。3.35双象目镜双象倍率差检验3:35.1检验工具专用分划板:在分划板上刻有间距为3mm(或4mm)的两根刻线和在一根刻线的一端刻有相当于#0.05%公差范围的两根短刻线。3.35.2检验方法将专用分划板趋缪仪器工作台一使目镜中观察到两根刻线的象,纵向移动工作台,使其一根刻线的双象重合,观察另一根刻线的双象是否在两根短刻线公差范围内,然后将专用分划板转90垢,再按上述方法对横向进行检验。3.36光学定位器的定位变动性检验
cB3719一983.36.1检验工具直角铁:同第3.12.1条a。3.36.2检验方法将直角铁固定在仪器工作台上,使定位器的测量头与直角铁工作面相接触,对同一点进行多次测量(5一10次),以各次测量的最大差值作为测盈道。在定位器的两个测量方向上均应分别进行检验,3.37当光学定位器测杆的轴线垂直于工作台平面时,定位器双刻线在测角目镜视场中的位置检验。3.3了.1检验工具a.直角铁:同本标准第3.12.1条a;b.专用小轴:直径尺寸应与测杆配合尺寸相等,圆住度不应超过0.003mm,长度约为75mm.3.37.2检验方法将直角铁固定在仪器工作台上,从定位器上取下测杯装上专用小轴,使专用小轴母线与直角铁短边工作面紧密接触,然后观察定位器双刻线是否位于测角目镜视场中,间距最大的两条刻线之何。3.38光学定位器测盆头的测量力检验3.38.,检验工具a.直角铁:同本标准第3.12.1条a,b.感量不大于0.02N的测力计。3.38.2检验方法将直角铁固定在仪器工作台上,使测t头与直角铁工作面相接触,并使定位器双刻线对准测角目镜中的十字线,然后用测力计测出测量头的测量力(测量时,测力计的着力点应尽量靠近测量头)。3.39光学定位器测量头直径的检定极限误差检验3。39.1检验方法用检定极限误差为10.5um的方法进行检验。3.40圆工作台的准确度检验3.40.1检验工具a.12面体:12面体角度的检定极限误差士5“;b.自准直仪:准确度不低于工“。3.40.2检验方法将12面体固定在圆工作台上,使12面体中心大致与工作台回转中心重合,用自准直仪瞄准12面体的工作面,然后用与12面体相比较的方法对圆工作台每隔30。检验一次,共检验12个位置油这12个位置的示值误差组成误差曲线,误差曲线的最高点和最低点之差不应超过本标准的规定。3.41圆工作台玻璃台面的端面圆跳动检验3.41.1检验工具千分表。3.41.2检验方法在镜筒上装有带有千分表的专用表架,使千分表的测量头与圆工作台玻璃台相接触,接触点离圆工作台回转中心的距离为50mm,转动圆工作台一整圈,读出千分表示直最大变化量作为测得值。3.42圆工作台玻璃台面对纵、横向滑座运动面的平行度检验3.42.1检验工具千分表。3.42.2检验方法将带有千分表的专用表架装在镜筒上,使千分表的测量头与玻璃台面相接触,在纵、横向上分别
GB3719一88移动滑座。读出千分裹示值的最大变化t作为测得值,3.43圆工作台定位中心与工作au转甲CGtriAo性检骏用中央显微镜观察,使圆工作台定位中心与测角目镜中的十字线中心相重合,然后工作台转动1800,观察两十字线中心是否有偏移,若有偏移,则可从纵、横向侧微装里中读出其误差4X和4Y其重合性d按(3)式计算求得:刁二f(专dX)Z十(专dy)Z’‘’“’.’“二”二“.“..⋯“,⋯“(3)3.44分度头的准确度检验3.44.1检验工具同第3.40.1条。3.44.2检验方法同第3.40.2条。3.45一分度头顶针轴线对纵向滑座(工作台)移动方向的平行度检验3.45.1俭验工具同第3.20.1条。3.45.2检验方法同第3.20.2条。3.46分度头顶针连同主轴转动时的径向圆跳动检验3.46,1检验工具同第3.21.1条。3.46.2检验方法同第3.21.2条。3.4了分度头主轴的端面圆跳动检验3,47.1检验工具a.平头顶针;b.扭簧测微计:准确度不低于1km,3.47.2检验方法从分度头上取下顶针,将平头顶针袋入分度头主轴孔中,在镜简上装入一带有测微计的专用表架,使测微计的测量头与平头顶针的小平面相接触(接触点应尽量靠近主轴中心线)转动分度头3600读出测微计示值itl最大变化量作为测得值:分度头正、反转动均C"C"S}别达到本标准的要求,3.48高顶针架顶针轴线对纵向滑座(工作台)移动方向的平行度检验3.48.】检验工具同第3.20.1条。3.48.2检验方法同第3.20.2条。3.49高顶针架顶针轴线至测量刀垫铁上表面之间距离的偏差检验3.49.1检骏工具专用小轴:技术要求同第3.21.1条;b.千分表。3.49.2检验方法将专用小轴安装在高顶针架上,在镜筒上装一带有千分表的专用表架.测量刀垫铁安装在基面中间位置上,然后在垫铁安装面中间位置上放置适当尺寸的五等量块,’。使千分表测量头与量块相接触,1J
GB3719一88并记下读数,然后移动横向滑座,使千分表的侧里头与专用小轴相接触(找最高点),此时千分表的读数与在量块上的读数之差应不超过本标准的规定。注:1)里块尺寸同第3.24.2条。3.50高顶针架顶针的径向圆跳动检验。3.50.1检验工具同第3.21.1条。3.50.2检验方法同第3.21.2条3.51基座水准器的正确性检验。3.5.1检验工具分格值为。.01mm/m的合象水平仪。3.51.2检验方法用水平仪将仪器调整至水平后,观看基座上水泡的位置是否符合本标准的规定。3.52数字式仪器的工作速度试验按ZBN34001《计量光栅数显表试验方法》中第2.2条进行试验。试验时采用仪器所带的光栅测量系统(包括数显表)。3.53仪器的主要安全性能试验按GB4793《电子测量仪器安全要求厂中第9章进行试验。354数字式仪器的抗干扰能力试验按ZBN34001附录B中b项进行试验。4标志、包装、运输、贮存4.1在仪器上应标志:a.制造厂商标(或厂名);b.型号;c.编号。4.2仪器的包装应符合ZBY003《仪器仪表包装通用技术条件》的要求。4.3在用户遵守保管和使用规报组的条件下.从发给用户之日起一年内,仪器因制造质量不良而发生损坏不能正常工作时,制造厂应无偿地为用户修理或更换;但仪器在运输途中或仓库中不应超过三个月(即出厂之日起至开始使用之日止).否则保证期限将相应缩短。4.4随同仪器供应的技术文件应包括:a.装箱单;b.仪器使用说明书;c.仪器出厂合格证;d.仪器毫米分划尺检定证书。附加说明:本标准由贵阳光电技术研究所归口并负责起草。本标准主要起草人周绍荣,'
您可能关注的文档
- GBT 3186-2006 色漆、清漆和色漆与清漆用原材料取样.pdf
- GBT 3309-1989 高压开关设备常温下的机械试验.pdf
- GBT 3371-1995 光学分度头.pdf
- GBT 3382.1-2003 文件传真三类机在电话网中的互通技术条件第1部分:用于文件传输的三类传真终端的标准化.pdf
- GBT 3382.2-2003 文件传真三类机在电话网中的互通技术条件第2部分:在公用电话交换网上的文件传真传输规程.pdf
- GBT 3383-1982 电信传输单位-分贝.pdf
- GBT 3387-1992 工业过程测量和控制系统用动圈式指示仪性能评定方法.pdf
- GBT 3428-2002 架空绞线用镀锌钢线.pdf
- GBT 3667.1-2005 交流电动机电容器 第1部分:总则---性能、试验和定额----安全要求----安装和运行导则.pdf
- GBT 3720-1988 光学长度计量仪器 基本参数.pdf
- GBT 3797-2005 电气控制设备.pdf
- GBT 3810.7-2006 陶瓷砖试验方法 第7部分:有釉砖表面耐磨性的测定.pdf
- GBT 3810.8-2006 陶瓷砖试验方法 第8部分:线性热膨胀的测定.pdf
- GBT 3810.9-2006 陶瓷砖试验方法 第9部分:抗热震性的测定.pdf
- GBT 3855-2005 碳纤维增强塑料树脂含量试验方法.pdf
- GBT 3856-2005 单向纤维增强塑料平板压缩试验方法.pdf
- GBT 3857-2005 玻璃纤维增强热固性塑料耐化学介质性能试验方法.pdf
- GBT 3886.1-2001 半导体电力变流器 用于调速电气传动系统的一般要求 第1部分:关于直流电动机传动额定值的规定.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明