

- 421.91 KB
- 2022-04-22 11:28:51 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'化工自动化及仪表第38卷污水处理工程中的一种自动控制系统茹荣姣1柴路修2夏晨3(1.北方设计研究院,石家庄050011;2.中钢集团工程设计研究院,石家庄05002l;3.河北工业职业技术学院,石家庄050091)摘要介绍了某污水处理厂的自动控制系统,论述了电气控制、仪表测控和PLc系统相结合的三电合一控制系统在污水处理工程中的应用,并分析该系统在同类工程中应用的优越性。关键词污水处理可编程控制器(PI£)工业以太网中图分类号7r挖73文献标识码B文章编号1000-3932(2011)07旬866JD4近年来,随着中央和各级地方政府对城镇基础设施建设和环境保护的高度重视,城市污水处理工程的建设得到了大力发展。政府的决策人员、工程技术人员和运行管理人员所共同关注的一个问题就是怎样提高和保证这些工程设施的功能、效率和管理水平。因此,设计适合污水处理工程的自动控制系统,使污水处理工艺流程能够按最优设计方案运行,就显得尤为重要。通过对多个污水处理工程中自动控制系统的不断优化,笔者总结出一套适合中小型污水处理厂的自动控制系统。该系统在满足规范和行业要求的前提下,兼顾同类型企业的技术水平以及经济性、实用性和可靠性等多种因素,降低了工程投资及运行成本,得到了用户的认可。1污水处理工艺流程河北省某污水处理厂工程设计排水量为20k∥d,总变化系数为1.3,其中生活污水约占85%,工业污水约占15%,采用CASs生化池加V形滤池工艺(进水水质要求达到《城镇污水处理厂污染物排放标准GB18918-2002》一级排放标准的A标准),其工艺流程如图1所示。秉H嚣H㈣H差旒蝶眶一l池l到垂峰图1污水处理工艺流程2自动控制系统该污水处理厂自动控制系统的设计采用PLC+PC的监控方式,把电气控制系统、仪表测控系统与PLc系统结合起来,实现三电合一。设置1个中央控制室和3个PLC现场控制站,并设多个vO分站,采用工业以太网交换机、光纤和Pr{ofi—bus.DP总线等连接组成工业以太网系统,局域网系统结构如图2所示。该系统分为管理层(中控室操作员站)、控制层(PLc控制站)和执行层(现场测量仪表及电控系统的执行部分),实现了污水处理过程中的数据采集、过程控制、数据显示、过程报警和连锁、历史记录和报表以及数据查询等控制和管理功能。设备控制包括就地控制、集中手动和自动控制3种操作方式。其中,就地控制是脱离PLC系统的现场操作方式,用于现场工作人员对设备单机调试和检修。2.1中央控制室随着4C技术(c砌puter,control,c伽munica-tion,cRT)及监控软件的发展,使用上位机监控管理系统已成为中小型控制系统的流行趋势,将PC机作为上位机应用于控制系统中,能提供一种良好的人机界面,减轻操作人员的负担,提高管理水平。正常情况下设备均在中央控制室集中控制,具有自动(Auto)与手动(M删a1)两种控制方式,当处于Aut0方式时,机器设备完全由计算机按程序设计要求控制,这时中央控制室只能监测设备的运行状态;当处于M卸nal控制方式时,中央控制室工作人员可以通过组态软件远程监控设备的运行,并通过计算机向机器设备发送指令。中央控制室配置两台工业计算机操作员站和1台打印机,通过工业交换机连接以太网系统。收稿日期:20“J03.21
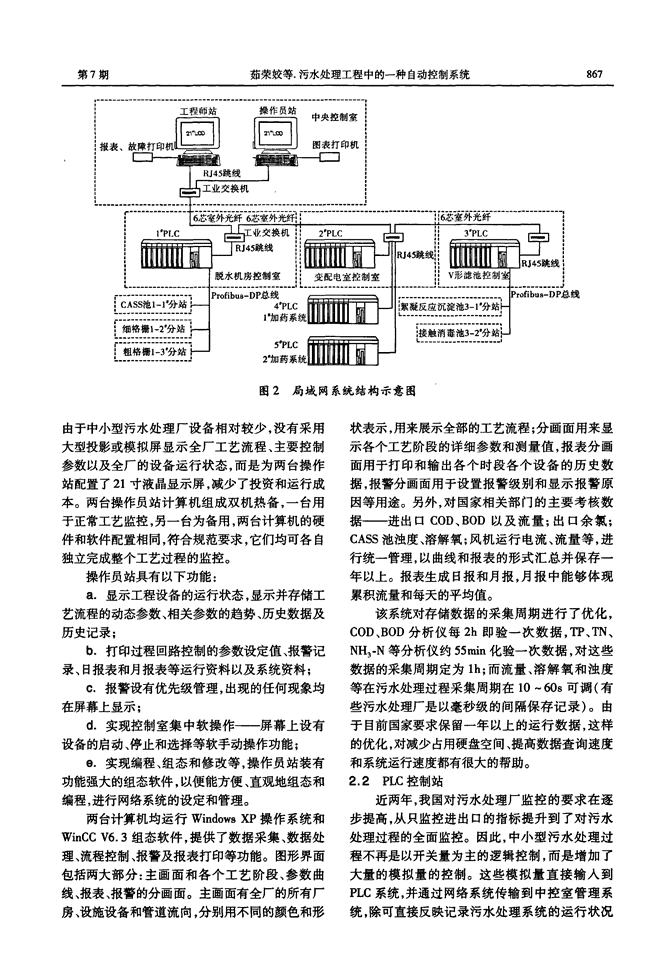
第7期茹荣姣等.污水处理工程中的一种自动控制系统工程师站报表、故障打印LJ-—谨荤篓曼皤1催雾里鳕r1—1RJ45跳线l{r——’。’————。—————⋯—一●尚工业交换机ll菡霍谁面一]{瞌西耐附45跳线li压面虱耐I|::¨s跳线il瞌面味跳线{;羹矛篱三蔷f一蕊基譬竺冀H,景统痂面∥l譬竺篓兰引;兰竺竺兰竺H帆丽丽毛寻I鼬坚塑!兰微一!:鳓!巫一:孟篡旆圃而V。⋯⋯⋯⋯‘图2局域网系统结构示意图由于中小型污水处理厂设备相对较少,没有采用大型投影或模拟屏显示全厂工艺流程、主要控制参数以及全厂的设备运行状态,而是为两台操作站配置了2l寸液晶显示屏,减少了投资和运行成本。两台操作员站计算机组成双机热备,一台用于正常工艺监控,另一台为备用,两台计算机的硬件和软件配置相同,符合规范要求,它们均可各自独立完成整个工艺过程的监控。操作员站具有以下功能:a.显示工程设备的运行状态,显示并存储工艺流程的动态参数、相关参数的趋势、历史数据及历史记录;b。打印过程回路控制的参数设定值、报警记录、日报表和月报表等运行资料以及系统资料;c.报警设有优先级管理,出现的任何现象均在屏幕上显示;d.实现控制室集中软操作——屏幕上设有设备的启动、停止和选择等软手动操作功能;e.实现编程、组态和修改等,操作员站装有功能强大的组态软件,以便能方便、直观地组态和编程,进行网络系统的设定和管理。两台计算机均运行WindowsxP操作系统和WinCCv6.3组态软件,提供了数据采集、数据处理、流程控制、报警及报表打印等功能。图形界面包括两大部分:主画面和各个工艺阶段、参数曲线、报表、报警的分画面。主画面有全厂的所有厂房、设施设备和管道流向,分别用不同的颜色和形状表示,用来展示全部的工艺流程;分画面用来显示各个工艺阶段的详细参数和测量值,报表分画面用于打印和输出各个时段各个设备的历史数据,报警分画面用于设置报警级别和显示报警原因等用途。另外,对国家相关部门的主要考核数据——进出口cOD、BOD以及流量;出口余氯;CASS池浊度、溶解氧;风机运行电流、流量等,进行统一管理,以瞳线和报表的形式汇总并保存一年以上。报表生成日报和月报,月报中能够体现累积流量和每天的平均值。该系统对存储数据的采集周期进行了优化,COD、BOD分析仪每2h即验一次数据,11P、TN、N心-N等分析仪约55min化验一次数据,对这些数据的采集周期定为1h;而流量、溶解氧和浊度等在污水处理过程采集周期在10~60s可调(有些污水处理厂是以毫秒级的间隔保存记录)。由于目前国家要求保留一年以上的运行数据,这样的优化,对减少占用硬盘空间、提高数据查询速度和系统运行速度都有很大的帮助。2.2PLC控制站近两年,我国对污水处理厂监控的要求在逐步提高,从只监控进出口的指标提升到了对污水处理过程的全面监控。因此,中小型污水处理过程不再是以开关量为主的逻辑控制,而是增加了大量的模拟量的控制。这些模拟量直接输入到PLC系统,并通过网络系统传输到中控室管理系统,除可直接反映记录污水处理系统的运行状况一驾2新商
化工自动化及仪表第38卷外,还是实现设备自动运行的必要条件。在该工程设计中,根据工艺流程和生产控制要求及现场位置情况,共设有3个PLC现场控制站和5个ⅣO分站,I/O分站通过总线连接到就近的PLC现场控制站。其中,1’PLC控制站设在脱水机房控制室,控制污泥池和脱水机房系统,并设3个∥O分站,1—1。I/O站设在CASS池,控制CASS池工艺过程,1-2。L/O站设在细格栅池附近,控制细格栅及旋流沉砂池系统,l-3。L/O站设在粗格栅附近,控制进口、粗格栅及水泵提升系统;2。PLC控制站设在配电室,控制鼓风机系统及设在值班室的进口检测设备(如进口11P、TN、N地-N及COD等分析仪的信号);3’PLC控制站设在V形滤池控制室,控制V形滤池系统,并设两个I/O分站,3-1。L/O站设在絮凝沉淀池,控制排泥系统,3之。I/0站设在出水口,控制中水泵和出口检测。脱水机房现场控制站配有PLc操作员终端,可监视并控制PLc的运行状态和显示状态,代替常规设备如按钮、信号灯以及数显表,并具有报警功能。系统全部采用西门子系列的PLC。如此选择是基于三方面的考虑:一是该产品的大众化;二是减少备品备件数量,利于维修,降低了运行费用;三是PLC均采用相同的编程方法,有利于程序的编写和扩展,以统一的通讯方式联网通讯和共享系统资源,提高了系统的稳定性。系统配置有开放式的网络通信平台,支持串行通信和现场总线通信。每个PLC控制站均由电源、处理器、接口、输入输出模块和通讯模块组成,并配网络交换机进行联网通讯。3个PLC控制站的处理器均选用西门子s7315-2DP的cPu模块,增强系统的通讯和处理能力。PLC工作方式为循环法,即每个周期扫描输入端口一次,读入输入模拟量和数字量,存入程序制定的存储单元;按照程序设计对每个模块进行检查,如发现错误,则运行相应的错误管理程序并报警;如各个单元正常,则通过输出模块管理各个设备的工作状态,控制系统运行。同时对整个周期的输入输出数据进行保存,通过网络系统传递到上位机,进行数据曲线显示和报表打印。2.3现场测量仪表污水处理厂的主要测量及分析仪表有电磁流量计、超声波液位计、超声波液位差计、pH计、悬浮物浓度计、污泥浓度、超声波泥位计、压力变送器、溶解氧分析仪、总磷(11P)分析仪、总氮(’IN)分析仪以及氨氮(NH,·N)分析仪等;包括设备运行电流、变频器反馈和给定,以及调节阀的反馈和给定信号等。全部测量信号均就近输入PLC控制站及分站,经网络系统及时传送到中控室计算机操作员站,经过系统软件处理显示到界面,同时参与系统控制。该污水处理系统模拟量信号约80个,正是这些测控信号,使PLc系统实现了污水处理系统设备的自动控制和集中监控,保证了运行中对污水处理过程的全面监控。由于CASS池是整个污水处理工艺的核心,所以cASS池中的测量仪表非常重要,直接关系到污水处理质量。其中溶解氧分析仪测量曝气池中污水的含氧量,与曝气池中微生物的生存环境息息相关,控制范围必须适合微生物的生存。为了更好地调节风量,将4台风机中的3台采用软启动方式,其中l台采用变频控制,增大了风量的调节范围,并能及时地进行调节,同时在生产中起到了明显的节能效果。在仪表的选型上,根据中小型污水处理厂专业技术力量普遍不足的特点,尽量选择质量好、服务好和种类齐全的一个生产厂家,对人员培训、初期调试和设备维修等都有保障,能更好保证污水处理系统稳定运行和达到排放标准。该工程中大部分仪表均选用E+H的产品,效果较好。2.4传输网络实际上在中小型污水处理厂中由于网络系统故障检修不方便和传输距离受限制,没有采用投资较大的光纤环网系统,也没有采用单纯的附i—bus—DP总线连接的网络系统,根据实际情况,把两种方式结合起来,在中央控制室和每个PLc控制站均配l台工业以太网交换机(2个光口和4个100MRJ45口),交换机之间采用光纤连接成线性主干网,中央控制室的工控机和各PLC控制站通过Ⅺ45口连接到以太网交换机,各分站到PLC控制站采用Pr旆bus-DP总线连接,组成污水处理厂工业以太网系统。该网络系统的特点有:a.采用光纤作主干,避免传输中的信号干扰,由于光纤和工业交换机的价格较低,网络系统既保证了高速数据传送的需要,又节省设备投资。b.通过网络系统共享数据,不局限于必须根据工艺系统设置PLC,而是通过集散的PLC控制站和I/O分站,测控点就近接入网络,大大减少了管线数量,只在局部采用了电缆沟和电缆桥架,减(下转第872页)
化|=自自mⅡm&第M卷4结束语笔者所采用的方案实现丁对n*h写^速度的技术突破和存储容量的扩展,以及对无效块的管理,宴现了对高速图像数据的存储,现已成功应用于某高速太窖量固态存储装置。参考文献l】高怡抽if月存∞g#^#■存储%∞*£#实m:Jj电子技术&月.a瞄.29(8):"一7s2]mheuwc蛳dsIakM删1nR唧e如I嘶[c]S眦l螂29S1∞一1943】#茜.,丰,*顺#*4^g■目志存储系统∞设计[耶雷t科}与技术,0唧.3(2)Ilo—114圉4%境妾R逗行%果{意图HighSpeedandLargeSIorageSyslemMAPelli帅‘,zHANeYu-gI】卸矿,YAoYo“g一”Ⅱg‘,xuPe“Fk】。,JIA0X⋯1”丑Tl。,RENYo“g-kog‘(日脚m耐脚z幽I曲口加Ⅱn诚肌一阱mM咖;b脚从”研矿触M~肌&一Ⅲd毋~批“啪忡wFM岫_矿赫*“啪,^州^‰“目F“瑚,n岬0,0051,c“m)Ab晰积nedevel叩删orhlgh一日peedJ哪。slw8p啪Iem⋯n口甜uc耐,lnclud。雌Ihe8啪Fd“GB,m89es8ta75MⅣs8Peedn㈣口aIh1曲er5p酬”d”m18碍⋯P”1‘ycanhmetby咖d1鸭“na“⋯Keywor吐snash⋯oq.1nva州bl∞km¨a#⋯1.∞1msuI㈣mF(i接第8胡页)少了施工工作量,降低了工程投资。c提高了系统的扩展性。通过变换机和总线可方便地连接随设备配套的控制系统.或增加新设备的拉材.更适合中小型污水处理厂的需要。谚工程中的配药和加药系统.就是把设备厂配套的PLc就近接^鼓风机房系统的变换机,实现了集中监控。d开放性。可通过中控窜连接外网,进行远程控制。e分缓控制。通过网络投限设定眦确定撵作员和技术工程师的操作权限。3结束语藏污水处理厂于20lO年5月投产运行,试运行两个月后各项指标达到国家有关标准.并通过r2011年1月份国家环保部组织的棱查。其中自拄系统为生产的稳定运行提供了可靠保障.控制敏果显著,达到了设计蕞求。由于该套自控系统具有设计简单、投资少、控制效果好及易维护等优点,受到用户及其主管部『J的好评。另外.该套自控系统很适于在同类中小型污水处理厂工程中推广应用。AuIoma“ccontrolSyslemDes蛔nforSewageworI(sRUR0n州ao‘.CAILu_xiu2.XIAChen’(1加刚肌Rh~m。f,%扣d州㈣11.c^沁;2swos础如曲删如唧k⋯,m扣岫呻∞21‰;3胁z脚一,础“叶删m呦,s埘Ⅱ唧0,0091.cmM)A蜘dTk蚓印d蚰¨10m6⋯州5pkmhM⋯孵Wo^sw“P‘叩8d,l∞【u女嘴tI.e&叫sdlIs}I州刊∞n州,mcwpp吲1砩。m【nI—b删眦qm∞t.&一曲酬垮sd岫penonfl∞fors洒kP‘q8{sKeywoH㈣《㈨o虬PLc,Indu5IndEthemd十L-o-'
您可能关注的文档
- 人工湿地组合工艺污水处理工程项目投资立项建议书.doc
- 城市污水处理工程设计中值得探讨的几个问题.doc
- 乡镇生活污水处理工程施工组织设计.doc
- 某污水处理工程可行性研究报告.doc
- 博茨瓦那污水处理工程施工现场管理.pdf
- 城市污水处理工程设计论文.docx
- 污水处理工程调试资料实例.doc
- 污水处理工程设计.doc
- 广东某医院污水处理工程设计.pdf
- 污水处理工程中节能问题的探讨.pdf
- 一汽锻造(吉林)有限公司轴齿三厂污水处理工程环评报告书.pdf
- 一汽锻造(吉林)有限公司污水处理工程环评报告书.pdf
- HJ 2005-2010 人工湿地污水处理工程技术规范.pdf
- 小楼镇沙岗污水处理工程施工组织设计.doc
- 污水处理工程施工组织设计.pdf
- 多种两段缺氧A^3O-MBR工艺在污水处理工程中的应用.pdf
- 吉林省九台卡伦污水处理工程建设项目.pdf
- 城市污水处理工程设计要点分析.pdf