

- 287.00 KB
- 2022-04-22 11:30:20 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
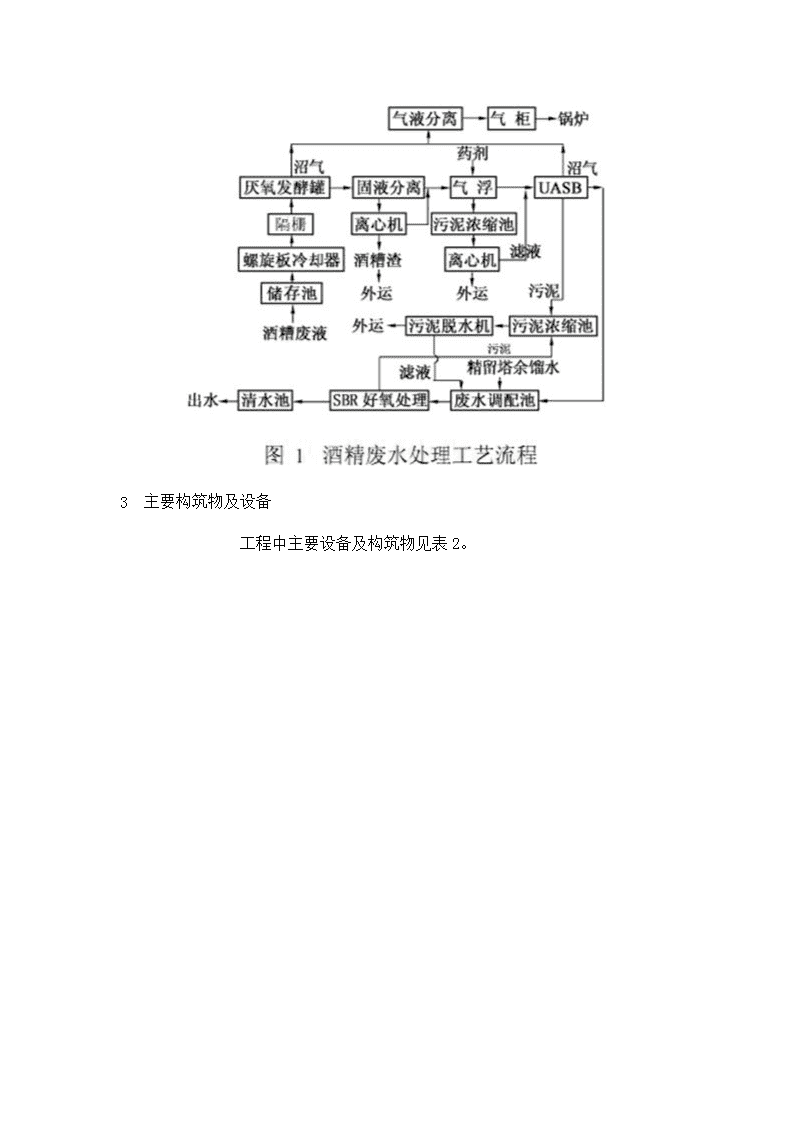
'厌氧-气浮-UASB-SBR工艺处理酒精废水发布时间:2009-1-1214:46:43 中国污水处理工程网文中以中国南方某酒精企业为例。该企业系用薯干为主要原料、发酵法生产酒精,酒精的产量约为5×104t/a。1 废水水质和水量 该企业废水主要来自于粗馏塔酒糟废水、精馏塔余馏水等废水,废水水质和水量如表1所示。设计出水水质须达到当地城市污水处理厂接管标准。2 工艺流程的选择 酒糟废液排放量大,污染物和悬浮物浓度高,国内薯干酒糟一般采用厌氧、好氧的工艺处理。糟液中含有淀粉、多羟基糖和多元醇类,易于生物降解,可生化性好,适合用生化方法进行处理。该企业结合国内外酒精废水的处理技术,确定采用厌氧-气浮-SBR组合工艺。项目在厌氧后续工段增加气浮工段,保证了后续SBR好氧处理的效率,也保证了废水经处理后具有良好的出水水质,并能够回用于生产过程中。同时,该工程在设计过程中充分考虑了各工段的处理效率,延长了废水在各个工段的停留时间,保证了废水的处理效果。工艺流程如图1。
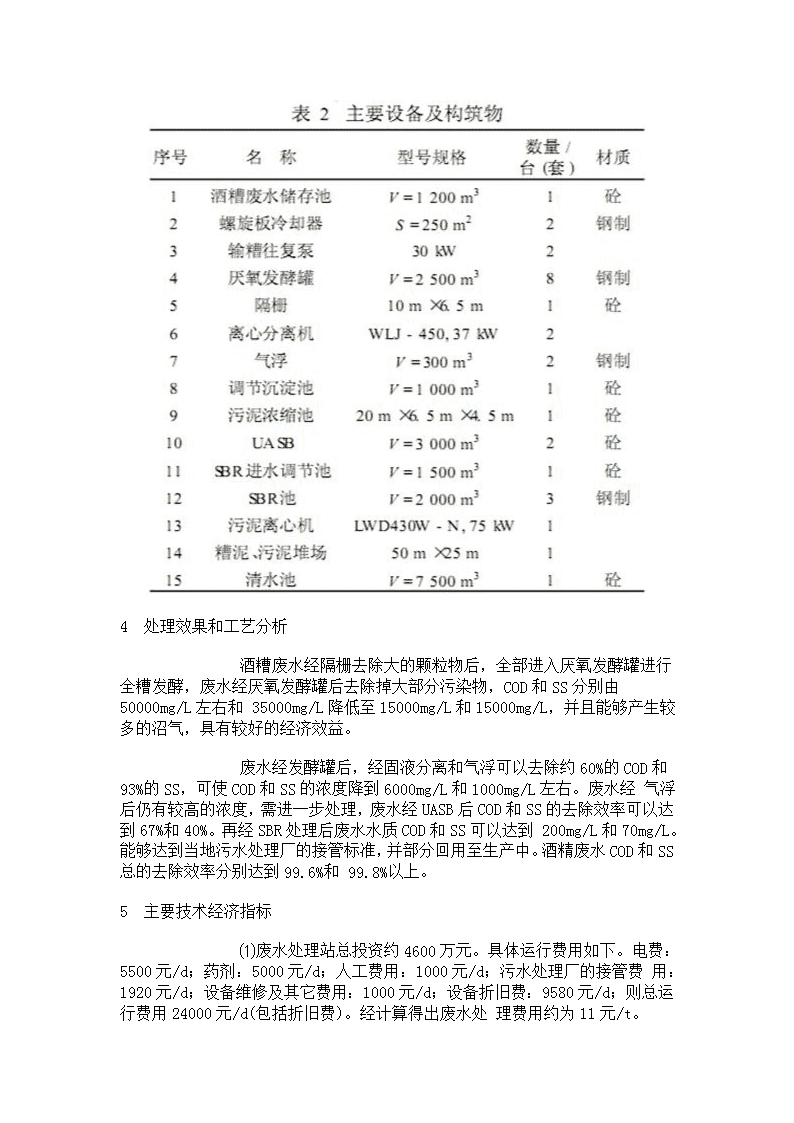
3 主要构筑物及设备 工程中主要设备及构筑物见表2。
4 处理效果和工艺分析 酒糟废水经隔栅去除大的颗粒物后,全部进入厌氧发酵罐进行全糟发酵,废水经厌氧发酵罐后去除掉大部分污染物,COD和SS分别由50000mg/L左右和35000mg/L降低至15000mg/L和15000mg/L,并且能够产生较多的沼气,具有较好的经济效益。 废水经发酵罐后,经固液分离和气浮可以去除约60%的COD和93%的SS,可使COD和SS的浓度降到6000mg/L和1000mg/L左右。废水经气浮后仍有较高的浓度,需进一步处理,废水经UASB后COD和SS的去除效率可以达到67%和40%。再经SBR处理后废水水质COD和SS可以达到200mg/L和70mg/L。能够达到当地污水处理厂的接管标准,并部分回用至生产中。酒精废水COD和SS总的去除效率分别达到99.6%和99.8%以上。5 主要技术经济指标 ⑴废水处理站总投资约4600万元。具体运行费用如下。电费:5500元/d;药剂:5000元/d;人工费用:1000元/d;污水处理厂的接管费用:1920元/d;设备维修及其它费用:1000元/d;设备折旧费:9580元/d;则总运行费用24000元/d(包括折旧费)。经计算得出废水处理费用约为11元/t。
⑵废水处理站运行后取得的经济效益。废水处理站产生的沼气为50万m3/d,折合煤50t/d,可以节省原煤50t/d,按原煤现价580元/t计,则经济效益为29000元/d。通过该废水处理工程,污水处理站盈利为29000-24000=5000元/d,年增效益约为150万元。 ⑶废水处理站运行后取得的环境效益。污水处理设施运行后,可处理酒精生产废水66万t/a,削减COD约为35万t/a,其环境效益十分显著。6 经验和教训 ⑴建设项目采用全糟发酵,可以回收大量的沼气送锅炉房代替煤作为燃料,产生了良好的经济效益。 ⑵厌氧发酵池设计时,需有足够长的水力停留时间,保证具有较好的COD和SS去除效率和较高的沼气产生率。保证经后续废水处理能够达到设计的出水水质。 ⑶由于原水的污染物浓度过高,废水经上述处理后不能直接排放至地表水体中,需要在SBR池后增加物化或生化等深度处理工段进一步处理,使得废水能够达到相应的标准。对待酒精生产中产生的高浓度有机废水,采用所介绍的处理工艺,具有运行稳定和处理效率高等优点,为企业带来了良好的经济效益和社会效益。因此,其设计和运行是成功的。UASB-接触氧化工艺在酒精废水处理中的应用发布时间:2009-1-1311:53:30 中国污水处理工程网1 前言 兖州兴达酒厂以薯干为原料发酵生产酒精,酒精产量5000t/a,其中每生产1t酒精约产生15m3高浓度酒槽废水,废水量180m3/d左右。酒糟液中含有4%~5%的固形物,主要是植物组织中的纤维素、半纤维素、多聚糖类、蛋白质及酵母细胞等。由于酒糟中的固形物属非惰性材料,菌体难以长期附着并形成优势,颗粒污泥不易形成,需将酒糟废液沉降,经板框压滤机过滤后再进行生化处理。本研究采用上流式厌氧污泥床(UASB)和生物接触氧化法,保证了处理指标的达标排放。污染物去除率均在99%以上,设备运行稳定,处理效果显著。经过1a多的生产运行,出水各项指标均达到设计要求。2 工艺流程及设计参数
研究所采用的废水水质见表1,处理工艺流程见附图。 根据环保要求,废水处理后应达到《污水综合排放标准》(GB8978-96)二级标准,即CODCr≤300mg/L,BOD5≤100mg/L,SS≤150mg/L。 酒糟生产废水从生产车间排出后,由板框压滤机压滤进行酒糟提取,可去除80%以上的悬浮物(即酒糟,晒干作为饲料出售给养殖厂)。滤液经多级格栅网过滤后去除大颗粒的悬浮物,再进入调节池内,均衡水量水质。酒精废水的CODCr虽高,但废水的可生化性好,BOD5/CODCr约为0.6。废水温度控制在35~37℃,经脉冲器均匀进入UASB反应器底部,保证厌氧污泥床污泥呈悬浮状态。经生物厌氧污泥床的生化反应,分解废水中的大部分有机物。有机物被分解成CH4、CO2和H2S等气体外排,并经脱硫后回收利用。分解后的低分子量有机物随上清液进入曝气调节池,其主要功能是去除厌氧出水中的有害气体,增加废水中的溶解氧,为好氧处理创造有利条件,然后经灌装车间洗瓶水及地面冲洗水稀释后进入生物接触氧化池再次生化处理。在生物接触氧化池内被活性好氧微生物分解,使水中的有机物降至最低。生物接触氧化池出水进入气浮池进行固液分离,出水达标排放。气浮池部分污泥自流入曝气调节池。UASB反应器和生物接触氧化池的剩余污泥进入污泥储存池进行进一步消化,消化后污泥外运作肥料。UASB反应器温度控制在35℃左右,每池有效容积120m3,共2池。生物接触氧化池为2座,每座有效容积80m3,空气由SSR罗茨鼓风机供给,曝气采用可变孔曝气软管,内置悬浮填料,填料层高3.5m,设计气水比30∶1。气浮池采用加压溶气气浮,水力停留时间20min,回流比30%。3运行效果 经连续3d监测,本处理工艺出水各污染物去除率均能达到设计要求,监测结果见表4。
4结果与讨论 (1)针对薯干酒精废水较难处理的特点,采用UASB反应器+生物接触氧化池+气浮工艺,经治理工程实践证明不仅是可行的,同时也为酒糟废水治理找到了一条新途径。 (2)UASB反应器设备简单,运行方便,不需填料,建设成本低,污泥量少,易于管理,并且,CODCr容积负荷高,可达到15kg/m3•d左右,水力停留时间短,池容小,颗粒污泥浓度高,处理效果好。 (3)调试运行过程中,UASB反应器必须具有足够的厌氧颗粒污泥,才能达到预期效果。随着颗粒污泥的逐渐成熟,污泥床厚度的增加,抗冲击负荷增强,进水pH4.5左右,系统仍稳定运行。 (4)生物接触氧化池运行稳定,不产生污泥膨胀,但在调试期间和运行初期,由于生物膜量不足,需进行污泥回流,才能保证出水水质稳定。 (5)本工程从启动运行至今已1a多,设施运行良好,UASB反应器污泥床增厚,生化池挂膜成熟,不需污泥回流。一、工艺简介 酒精废水的直接排放不但造成严重的环境污染,也造成资源的巨大浪费,通过以厌氧反应器为核心的厌氧处理系统对废水进行处理,可使污染去除80%~85%,并回收能源。
四、工艺特点(1)占地省、工程投资少;(2)有机物去除率高,沼气产量高;(3)运行管理简单,能耗低,节省运行费用;(4)产生的沼气可用于生产锅炉和民用燃烧,从而节省生产成本,创造经济效 益。五、适用范围 该工艺采用厌氧、好氧组合处理工艺,在国内外都有长期的设计、施工和运行管理经验。它具有运行可靠、处理效果好等特点,特别适用于以木薯、红薯等为原料生产酒精或燃料乙醇的废水处理。酒工业、酒精废水处理工程2011-8-12酒工业废水处理工程一、废水成分特点酒工业包括啤酒、白酒及酒精产业。啤酒废水主要包括浸麦废水、糖化废水、废酵母液、洗涤废水和冷却水等等。白酒废水包括制曲废水、酿酒废水、灌装废水和一些生活废水等。酒精生产主要以玉米、木薯、甘薯等为原料,废水含有大量有机物,COD、BOD
含量很高,排水量和水质变化较大,废液浑浊,含有糖类、醇类有机物和一些悬浮物,呈微酸性。酒精废槽液属于高浓度、高悬浮物、高温度废液,废水中含有蛋白质、粗脂肪等可作为饲料的有用成份,可生化性好。二、执行排放标准发酵酒精和白酒生产企业水污染物排放标准项目单位现有企业新建企业发酵酒精和白酒生产企业发酵酒精生产企业白酒生产企业CODCr浓度标准值(mg/L)30010070单位产品污染物排放量(kg/t)1842.1BOD 5浓度标准值(mg/L)1002020单位产品污染物排放量(kg/t)60.80.6SS浓度标准值(mg/L)1507050单位产品污染物排放量(kg/t)92.81.5氨氮浓度标准值(mg/L)201515单位产品污染物排放量(kg/t)1.20.60.45总磷浓度标准值(mg/L)533单位产品污染物排放量(kg/t)0.30.120.09pH6-96-96-9三、处理工艺举例★SBR工艺处理白酒生产废水
﹡工艺特点:工艺简单、管理操作简易、出水水质稳定达标、占地面积小、工程投资省。﹡主要标配设备:格栅,闸门井,砂水分离机,鼓风机,水泵,污泥压滤机,滗水器★ 厌氧+好氧工艺处理薯类酒精废液﹡工艺特点:SS污染负荷显著降低,产生的沼气可作为资源回收利用,废弃糟可作为饲料利用。工艺简单,出水稳定。﹡主要标配设备:提升泵、固液分离机、厌氧反应器、鼓风机,曝气设备★ UASB+射流曝气工艺处理啤酒废水
﹡工艺特点:UASB反应器,是处理啤酒废水的理想选择,具有负荷高、运行稳定、去除率高、能耗低、并能回收沼气等优点。射流曝气池占地省、噪声小、曝气设备构造简单,﹡主要标配设备:提升泵、UASB厌氧反应器、射流曝气机、精滤设备、污泥脱水机★ UASB+生物接触氧化+气浮工艺处理啤酒废水
﹡工艺特点:工艺先进合理,达标排放,运行费用低,管理方便,占地少。﹡主要标配设备:提升泵、气浮机、UASB厌氧反应器、鼓风机、曝气设备、污泥脱水机'
您可能关注的文档
- 我国印染废水处理工艺的研究进展71253.doc
- 甲醇醋酸系列废水处理工艺.pdf
- 制药厂抗生素废水处理工艺设计.doc
- 特种膜油气废水处理工艺.doc
- 项城国际制革厂废水处理工艺设计说明书.doc
- 氯碱废水处理工艺选择及回用途径.pdf
- 车辆段含油废水处理工艺设计及分析-论文.pdf
- 机械加工行业乳化液废水处理工艺改造研究及应用实例.pdf
- 某精细化工废水处理工艺升级改造案例.pdf
- 制浆造纸废水处理工艺简介.doc
- 电子工业园pcb和五金电镀综合废水处理工艺.doc
- 读食品工业生产废水处理工艺及工程案例心得.doc
- 医疗废水处理工艺介绍.docx
- 常见工业废水处理工艺流程盘点.doc
- 国内制革废水处理工艺应用现状.doc
- 生物制药废水处理工艺设计.pdf
- 《安全管理环保》之关于工业废水处理工艺分析.doc
- 《安全管理论文》之废水处理工艺的探讨(氯碱和两醇混合).doc