
- 286.50 KB
- 2022-04-22 11:18:30 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'施工方案名称:施工方案编制审批表(建设公司)承钢3#、4#高炉易地改造工程焦槽部分除尘管道邂方案编制:专雌术人员:日期:专业项目负责人:日期:审核:专业项目轆理:批准:项目部总帀:日期:一、工程概况:
1.工程简介:1.1工程名称:承钢3#、4#高炸易地改造工程1.2工程地点:承钢厂区内2、工程内容:本工程为承钢3#、4#高炉焦槽本体除尘体统部分管道的修复及二次安装工程,其中主要包括焦槽北侧16轴与17轴间的立管与8.2m平台除尘主管道的安装及&加平台除尘支管的修复。立管直径为①920*6,最高点高42m,最低点高]2m,长30m,重约4.Ito在焦槽北侧道路上进行安装,北侧道路标高为-4.5mo8•加平台除尘主管改在焦槽内部敷设,屮心高度ll・5m,主管道直径最大为①1720桁,在焦槽15轴至17轴之间,北侧道路标高为-4.5m;最小为①630*6在焦槽2轴到3轴之间,北侧道路标高为-8mo管道最重管段为①1720*6管段,长14m重约3・6t,管道总重约35t。8•加平台支管由于主管道坠落,多数支管损坏,部分管道及管道支架需重新安装。布置图如下:42m920^0m平g.、/该工程工期紧,任务量大,难度高,危险性大,因此编制该施工方案。
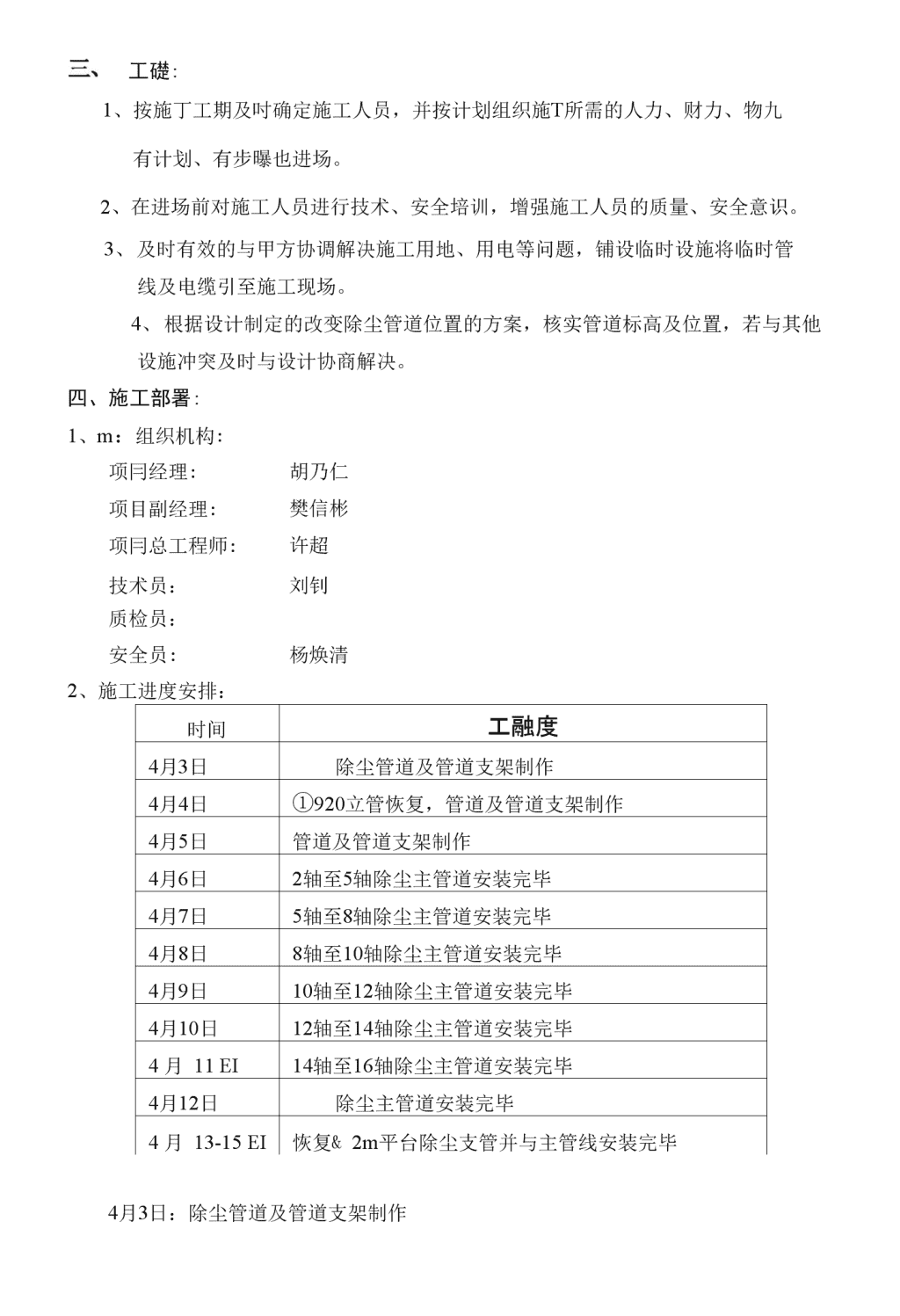
工礎:1、按施丁工期及吋确定施工人员,并按计划组织施T所需的人力、财力、物九有计划、有步曝也进场。2、在进场前对施工人员进行技术、安全培训,增强施工人员的质量、安全意识。3、及时有效的与甲方协调解决施工用地、用电等问题,铺设临时设施将临时管线及电缆引至施工现场。4、根据设计制定的改变除尘管道位置的方案,核实管道标高及位置,若与其他设施冲突及时与设计协商解决。四、施工部署:项冃经理:胡乃仁项目副经理:樊信彬项冃总工程师:许超技术员:刘钊质检员:安全员:杨焕清2、施工进度安排:1、m:组织机构:时间工融度4月3日除尘管道及管道支架制作4月4日①920立管恢复,管道及管道支架制作4月5日管道及管道支架制作4月6日2轴至5轴除尘主管道安装完毕4月7日5轴至8轴除尘主管道安装完毕4月8日8轴至10轴除尘主管道安装完毕4月9日10轴至12轴除尘主管道安装完毕4月10日12轴至14轴除尘主管道安装完毕4月11EI14轴至16轴除尘主管道安装完毕4月12日除尘主管道安装完毕4月13-15EI恢复&2m平台除尘支管并与主管线安装完毕4月3日:除尘管道及管道支架制作
4月4Fh①920立管恢复,管道及管道支架制作4月5日:管道及管道支架制作4月6日:2轴至5轴除尘主管道安装完毕4月7日:5轴至8轴除尘主管道安装完毕4月8日:8轴至10轴除尘主管道安装完毕4月9口:10轴至12轴除尘主管道安装完毕4月10口:12轴至14轴除尘主管道安装完毕4月]]H:14轴至16轴除尘主管道安装完毕4月]2Fh除尘主管道安装完毕4月13-15日:恢复8.2m平台除尘支管并与主管线安装完毕3、施工重点及难点:3・1管道安装工程的施工重点是管道接口及管道支架的焊接,因本工程中除尘管道较大,所以要保证每道接口的严密性,要严格按照焊接工艺进行焊接,确保每道焊口的焊接质量;因为除尘管道主管道较大,管道支架与混凝土柱子上的埋件焊接连接,所以要确保焊接质量,防止质量事故的发生。3.2管道安装工程的难点:1、8•加平台的支管道移位、破坏的部分吊车无法站位,并且管道较高、管道支架都釆用吊架,安装及修复困难2、焦槽北侧是修筑上山的道路,2轴比焦槽0m平面低约8.0m,17轴比Om平台低约4.5m。在安装8.2m平台主管道的过程中小型吊装机械无法满足吊装要求,增加大型机械费用。3、在安装立管的过程中,空间高、危险性大。五、施工方案:1、施工顺为了满足甲方生产要求,第一步安装920立管,恢复39.5m4号高炉布料车移动通风槽的除尘,第二步自焦槽2轴向17轴安装除尘主管线,第三步恢复&2m平台除尘支管的支架及管道位置,并与主管道进行连接。2、工艺流程:
3、卷管制作防腐:3.1钢管制作工艺3.2管件制作工艺弯头、三通制作工艺弯头、三通制作用经检验合格的钢管进行加工制作:3.3除锈在加工场地集中进行除锈,除锈釆用人丁除锈。处理后的管道应留出焊口部位立即进行防腐,不立即进行防腐或W由处理的管道,如管道表面又出现锈斑,则需重新进行除锈处理。3.4下料3.4.1划线根据管径、管件的展开尺寸、钢板尺寸,先进行划线,钢板划线尺寸为:实际用料长度+3mm,同时要考虑至!J焊接时的焊缝收缩量。钢板划线在钢制平台上进行,钢板划线应符合下列要求:3.4.2钢板划线的极限偏差序号项目极限伽必(mm)1宽度和长度±12对角线相对差23对应边相对差14矢高(曲线部分)±0.53.4.3同一管节上相邻纵焊缝间距不应小于500mm;3.4.4相邻两管节上纵焊缝应错开,间距不得小于300mmo
3.4.5钢板划线后要及吋进行标记移植,将原钢板材质、批号等标识分别标记的每块划好线的钢板上。3.6切割钢板切割采用人工切割,之后用手动磨光机进行处理。坡口的尺寸及加工后表面光洁度要符合有关标准要求。3.7卷制、组对钢管的卷制釆用卷板机冷卷卷板方向应与钢板的压延方向一致。卷制前要清除钢板表面的金属屑、杂物等,将钢板上有标记的一面放在下面,以便卷制后标记露在管道外部;卷制之前应首先用符合管道大小的胎具将钢板的两头进行卷制压头,以免在卷制过程中,钢板端部卷不到位,管道纵缝部位不圆。卷制过程中要及时清扫剥落卜•的氧化皮,以免产生压痕和损坏设备;卷制吋钢板要放正,保证两侧与滚轴轴线垂直,卷制过程中严禁用锤击钢板,并防止在钢板上出现伤痕。卷制完毕后进行焊接,焊接后清除氧化皮等再进行校圆,校圆在钢平台上进行,因焊接在环向平面上形成的棱角E,用弦长等于JiDi/6,且不小于500mm的内样板或^卜样板进行检查,其E值不得大于O.lt(壁厚)+2,且不大于4mm;距管端200mm纵焊缝处间隙不得大于2mm。因焊接在轴向形成的棱角E,用长度不小于300im的检查尺检查(如下图),其E值不得大于3miHo单个管节经检查合格后进行管节组对,组对时要选择周长差较小的两个管节,并将纵向焊缝错开,错开的距离不得小于300mm。组对后的管节几何尺寸允许倔差应符合下表规定:项0允许偏差(mm)周长±0.0035D圆度管端0.005D,其他部位0.01D
端面垂直度0.001D,且不大于1.5弧度用弧长nDi/6的弧形样板测于管内壁或外壁处形成的间隙,其间隙为0.1U2,且不大于4;距管端200mm纵焊缝处的间隙不大于2。3.8焊接及焊接检验3.8.1焊接要求⑴、所有施焊的焊工,必须是考试合格的焊工,并应从事与之级别相对应的施焊项冃;焊工必须持证上岗,无证不能操作;⑵、焊接及焊接检验的设备,其性能必须良好,以满足焊接要求;⑶、施焊的环境必须满足焊接耍求,在风速超过帥/s的大风和雨无以及空气相对湿度在90%以上时,焊接应采取可靠的防护措施;⑷、每批焊条必须有材质证明和合格证,焊条施工前应按焊接工艺进行烘干,烘干后的焊条耍妥善保管,不能再受潮;母材也必须有材质证明和合格证;⑸、焊工在施焊过程中必须严格执行焊接工艺不得擅自更改焊接工艺参数;⑹、每层焊接完成后,应将氧化物、熔渣和飞溅清除干净,如果发现缺陷,应将该部位用砂轮打磨后补焊合格,然后方可进行下一层焊接,焊缝返修的次数不得超过三次。3.8.2焊前准备1、下料采用人工切割,切割面的毛刺及缺口用砂轮打磨光滑、平整;2、焊条应放置于通风、干燥的库房内。3、在筒体外侧进行定位焊,定位焊釆用手工电弧焊,正式施焊前应对定位焊进行检查,女口有裂纹、气孔、夹渣等缺陷应及时清除;4、筒体的纵焊缝两端应放置引弧板和熄弧板,焊后切除,并用砂轮修磨光滑、平整;3.8.3焊接方法及焊接检验⑴、钢管焊接釆用手工电弧焊。(2)、焊接工艺如下:手工电弧焊焊条采用E4303型焊条,焊接工艺参数如下:
壁厚焊接焊条直径焊接电流电弧电压焊接速度(mm)层数(mm)(A)(V)(cm/min)5-813.090-120238-1024.0130-15024定位手工电弧焊焊条直径选用4.Omm,电流控制在130-150A间,电压控制在24V,焊接速度控制在8~10cm/mino4、钢支架制作:管道支架在安装现场制作安装,因设计更改,管道支架底座板及墙上埋件均采用直径为20mm长100俪的膨胀螺栓进行固定,管道托壳随管道支架一^进行安装,支架制作安装执行GB50205-2001。钢支架制作完毕以后刷防锈漆二遍,面漆两遍。6.钢支架安装:经设计更改,8.2m平台主管道支架改为钢之家形式,支架高2.5m,因此采用人力进行安装,在安装支线吊架的时候,租用脚手架人力进行安装。7、管道吊装:7.1吊车、吊具的选择在安装920立管时,由于在焦槽北侧道路上进行安装,立管最高点为4加,最低点为12m,长30m,北侧道路标高为-4.5m,冋转半径12m,根据公式:[Fg]
您可能关注的文档
- 工程方案_管道施工方案79(定稿).doc
- 工程方案_管道施工方案92658(定稿).doc
- 工程方案_管道施工方案742(定稿).doc
- 工程方案_招待所热水管道施工方案(定稿).doc
- 工程方案_通讯管道施工方案(定稿).doc
- 方案--180万吨埋地管道施工方案03.doc
- 暖气管道施工方案.doc
- 污水管道施工方案.doc
- 管道施工方案1.doc
- 给水管道施工方案12080.doc
- 架空管道施工方案(王若光).doc
- 给水管道施工方案(完整版).doc
- 补水管道施工方案.doc
- 雨污水管道施工方案设计.doc
- 雨污水管道施工方案设计90351.doc
- 空分工艺管道施工方案.doc
- 热风炉管道施工方案.doc
- 泰州东联压力管道施工方案.doc
相关文档
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看