

- 1.05 MB
- 2022-04-22 13:45:17 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中国科技论文在线http://www.paper.edu.cn药芯焊丝窄间隙摇动电弧立焊熔滴过渡研#究**朱杰,刘露,邓少锋,韩启勇,王加友5(江苏科技大学材料科学与工程学院,江苏镇江212003)摘要:熔滴过渡显著影响了焊接过程稳定性、焊缝成形及接头质量,研究摇动电弧窄间隙立焊过程中的熔滴过渡特征有助于深入理解该焊接方法的特点,从而有效地控制焊接质量。本文针对药芯焊丝摇动电弧窄间隙立向上焊方法,通过电弧高速摄像系统记录了熔滴过渡过程,分析了摇动频率对电弧稳定性和熔滴过渡的影响,揭示了摇动电弧窄间隙立焊熔滴过渡特性。10试验结果表明:摇动频率增大,电弧稳定性提高,平均熔滴过渡频率显著增大,而熔滴截面积减小,同时熔滴过渡形式改变、电弧热惯性作用明显;焊丝药芯滞熔促使熔滴尺寸增大,并引起熔滴过渡频率和熔滴截面积的脉动变化。关键词:摇动电弧;窄间隙;药芯焊丝;熔滴过渡中图分类号:TG40315Studyondroplettransferofflux-coredwirenarrowgapswingarcvetical-upweldingZHUJie,LIULu,DENGShaofeng,HANQiyong,WANGJiayou(SchoolofMaterialsScienceandEngineering,JiangsuUniversityofScienceandTechnology,20ZhenjiangJiangsu212003)Abstract:Droplettransfercansignificantlyaffectthestabilityofweldingprocess,weldformationandthequalityofweldingjoint,thefeatureresearchofdroplettransferforswingarcnarrowgapverticalupweldinghelpstounderstandthecharacteristicsofthisweldingprocessandeffectivelycontrolthequalityofweld.Inthispaper,theprocessofdroplettransferhasbeenrecordedthoughthearchigh-speedvideo25acquisitionsystem,andtheeffectsofswingfrequencyonarcstabilityanddroplettransferhavebeenanalyzed.Experimentalresultsshowthatwithincreasingofswingfrequency,theaveragefrequencyofdroplettransferwasincreasedbutthecrosssectionalareaofdropletwasdecreased,andtheformofdroplettransferwaschangedandthethermalinertiaeffectofarcbecameobviously.Thecoremelt-retardationoffluxcoredwireresultsintheincreaseofdropletsizeandthefluctuationofdroplet30transferfrequencyandcrosssectionalarea.Keywords:swingarc,narrowgapwelding,flux-coredwire,droplettransfer0引言随着现代装备制造业的快速发展,高强钢厚板焊接结构件在船舶、海洋平台、压力容器[1-3]等大型装备制造领域中的应用越来越多,对厚板焊接效率和焊接质量的要求也愈来愈高。[4,5]35药芯焊丝内部的药粉能改善电弧稳定性、焊缝成形及接头力学性能,现已被大量应用于大型装备的焊接制造。在大型装备制造现场,存在许多无法避免的立向位置焊缝,促使厚板结构件的高效立焊基金项目:高等学校博士学科点专项科研基金(20133220110001);国家自然科学基金(51475218);江苏省政策引导类计划(产学研前瞻性联合研究)(BY2016073-08)作者简介:朱杰(1984-),男,实验师,主要研究方向:焊接质量控制与装备通信联系人:王加友(1963-),男,教授、博导,主要研究方向:先进弧焊工艺与装备、焊接过程控制与检测.E-mail:zj_jiayouw@126.com-1-
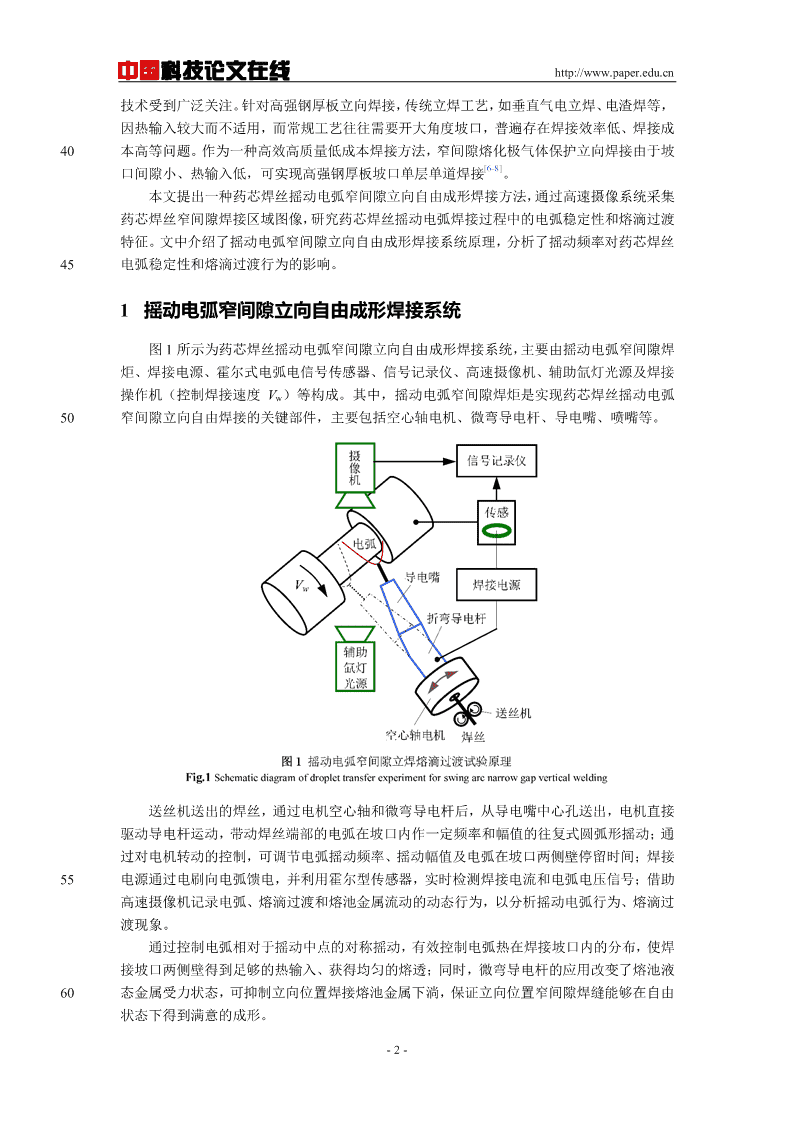
中国科技论文在线http://www.paper.edu.cn技术受到广泛关注。针对高强钢厚板立向焊接,传统立焊工艺,如垂直气电立焊、电渣焊等,因热输入较大而不适用,而常规工艺往往需要开大角度坡口,普遍存在焊接效率低、焊接成40本高等问题。作为一种高效高质量低成本焊接方法,窄间隙熔化极气体保护立向焊接由于坡[6-8]口间隙小、热输入低,可实现高强钢厚板坡口单层单道焊接。本文提出一种药芯焊丝摇动电弧窄间隙立向自由成形焊接方法,通过高速摄像系统采集药芯焊丝窄间隙焊接区域图像,研究药芯焊丝摇动电弧焊接过程中的电弧稳定性和熔滴过渡特征。文中介绍了摇动电弧窄间隙立向自由成形焊接系统原理,分析了摇动频率对药芯焊丝45电弧稳定性和熔滴过渡行为的影响。1摇动电弧窄间隙立向自由成形焊接系统图1所示为药芯焊丝摇动电弧窄间隙立向自由成形焊接系统,主要由摇动电弧窄间隙焊炬、焊接电源、霍尔式电弧电信号传感器、信号记录仪、高速摄像机、辅助氙灯光源及焊接操作机(控制焊接速度Vw)等构成。其中,摇动电弧窄间隙焊炬是实现药芯焊丝摇动电弧50窄间隙立向自由焊接的关键部件,主要包括空心轴电机、微弯导电杆、导电嘴、喷嘴等。送丝机送出的焊丝,通过电机空心轴和微弯导电杆后,从导电嘴中心孔送出,电机直接驱动导电杆运动,带动焊丝端部的电弧在坡口内作一定频率和幅值的往复式圆弧形摇动;通过对电机转动的控制,可调节电弧摇动频率、摇动幅值及电弧在坡口两侧壁停留时间;焊接55电源通过电刷向电弧馈电,并利用霍尔型传感器,实时检测焊接电流和电弧电压信号;借助高速摄像机记录电弧、熔滴过渡和熔池金属流动的动态行为,以分析摇动电弧行为、熔滴过渡现象。通过控制电弧相对于摇动中点的对称摇动,有效控制电弧热在焊接坡口内的分布,使焊接坡口两侧壁得到足够的热输入、获得均匀的熔透;同时,微弯导电杆的应用改变了熔池液60态金属受力状态,可抑制立向位置焊接熔池金属下淌,保证立向位置窄间隙焊缝能够在自由状态下得到满意的成形。-2-
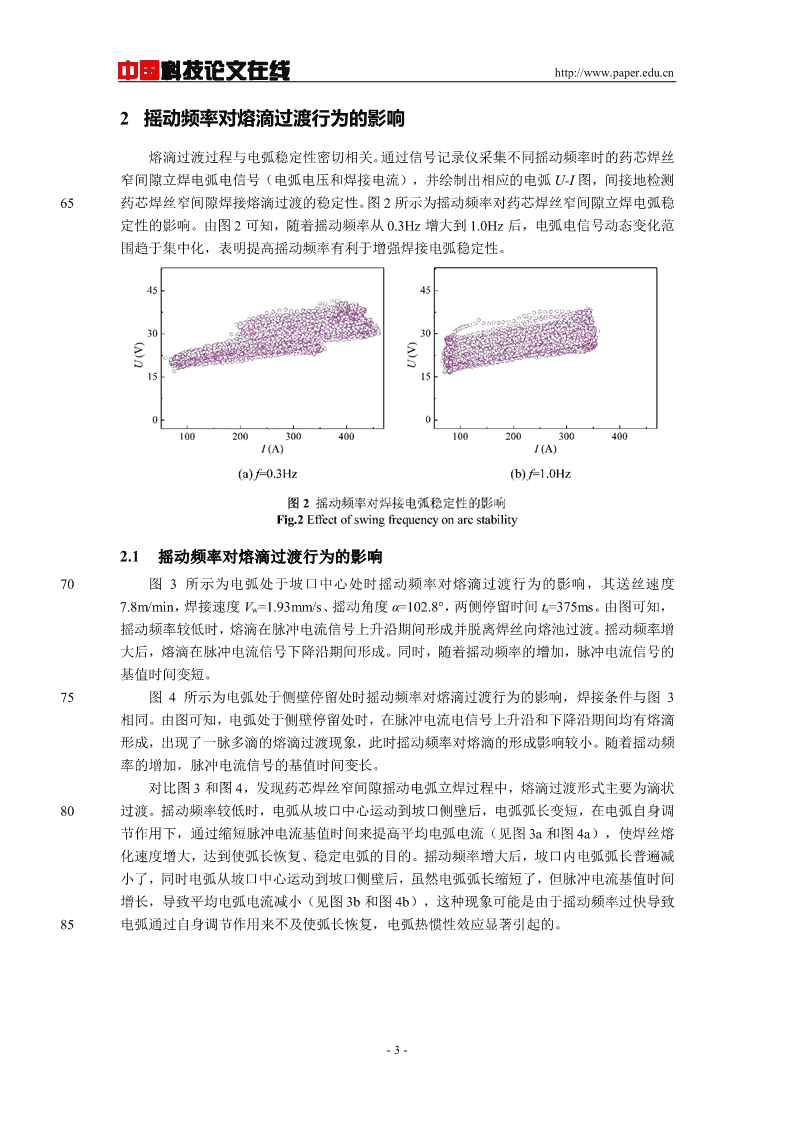
中国科技论文在线http://www.paper.edu.cn2摇动频率对熔滴过渡行为的影响熔滴过渡过程与电弧稳定性密切相关。通过信号记录仪采集不同摇动频率时的药芯焊丝窄间隙立焊电弧电信号(电弧电压和焊接电流),并绘制出相应的电弧U-I图,间接地检测65药芯焊丝窄间隙焊接熔滴过渡的稳定性。图2所示为摇动频率对药芯焊丝窄间隙立焊电弧稳定性的影响。由图2可知,随着摇动频率从0.3Hz增大到1.0Hz后,电弧电信号动态变化范围趋于集中化,表明提高摇动频率有利于增强焊接电弧稳定性。2.1摇动频率对熔滴过渡行为的影响70图3所示为电弧处于坡口中心处时摇动频率对熔滴过渡行为的影响,其送丝速度7.8m/min,焊接速度Vw=1.93mm/s、摇动角度α=102.8°,两侧停留时间ts=375ms。由图可知,摇动频率较低时,熔滴在脉冲电流信号上升沿期间形成并脱离焊丝向熔池过渡。摇动频率增大后,熔滴在脉冲电流信号下降沿期间形成。同时,随着摇动频率的增加,脉冲电流信号的基值时间变短。75图4所示为电弧处于侧壁停留处时摇动频率对熔滴过渡行为的影响,焊接条件与图3相同。由图可知,电弧处于侧壁停留处时,在脉冲电流电信号上升沿和下降沿期间均有熔滴形成,出现了一脉多滴的熔滴过渡现象,此时摇动频率对熔滴的形成影响较小。随着摇动频率的增加,脉冲电流信号的基值时间变长。对比图3和图4,发现药芯焊丝窄间隙摇动电弧立焊过程中,熔滴过渡形式主要为滴状80过渡。摇动频率较低时,电弧从坡口中心运动到坡口侧壁后,电弧弧长变短,在电弧自身调节作用下,通过缩短脉冲电流基值时间来提高平均电弧电流(见图3a和图4a),使焊丝熔化速度增大,达到使弧长恢复、稳定电弧的目的。摇动频率增大后,坡口内电弧弧长普遍减小了,同时电弧从坡口中心运动到坡口侧壁后,虽然电弧弧长缩短了,但脉冲电流基值时间增长,导致平均电弧电流减小(见图3b和图4b),这种现象可能是由于摇动频率过快导致85电弧通过自身调节作用来不及使弧长恢复,电弧热惯性效应显著引起的。-3-
中国科技论文在线http://www.paper.edu.cn2.2摇动频率对熔滴过渡频率及尺寸的影响在不同摇动频率时,控制高速摄像系统采集2s稳定焊接图像(焊接图像采样率8000帧/s),并从中提取连续1s内的焊接图像,检测该8000帧焊接图像中的平均熔滴过渡频率ft90和平均熔滴截面积St,结果如图5所示。随着摇动频率的增加,平均熔滴过渡频率ft显著提高,而平均熔滴截面积St明显降低,但降低幅度随着摇动频率的增大趋于平缓。在电弧往复式圆弧形摇动过程中,当其它条件一定时,摇动频率的提高引起电弧平均角速度的增加,使作用于熔滴上的离心力增强,导致熔滴更容易脱离焊丝端部向熔池过渡。此外,摇动频率的增大还使单位时间内电弧运动到坡口侧壁的次数增多,因弧长变化引起的电弧自身调节作95用的频次变多,相同送丝速度时的平均焊接电流增大,从f=0.6Hz的210.74A增大到f=1.0Hz的219.74A,从而平均电弧力和焊丝熔化速度变大,促进了熔滴脱离焊丝端部向熔池过渡,并使熔滴尺寸细化。-4-
中国科技论文在线http://www.paper.edu.cn图6和图7所示分别为电弧处于侧壁停留期间时摇动频率对熔滴过渡频率fd和熔滴截面100积Sd的影响。从图可看出,熔滴过渡频率fd和熔滴截面积Sd都出现规律性变化,二者每间隔一段时间都出现一个峰值;同时,随着摇动频率的提高,熔滴过渡频率fd显著增大,而熔滴截面积Sd明星减小,同时熔滴过渡频率fd与熔滴截面积Sd的变化范围均明显扩宽。焊接过程中,由于药芯焊丝内部药粉的熔点比表面金属的高,药芯焊丝外层金属先熔化,105而药粉后熔化并在焊丝端部形成渣柱,出现药芯滞熔现象。先熔化的焊丝外层金属沿着药粉渣柱脱离后,形成较小尺寸的熔滴并以较快的速度向熔池过渡;随着电弧热对药粉渣柱的作用时间增长,药粉渣柱整体熔化并随外层金属一起形成熔滴过渡到熔池中,此时熔滴尺寸较大;最终,每间隔一段时间,熔滴过渡频率fd和熔滴截面积Sd均出现一次峰值,由于药粉渣柱每次熔化消耗的时间不同,这种规律性变化的周期性不强。110摇动频率增大后,熔滴过渡频率fd的峰值变化显著,而基值变化不大,这表明摇动频率的增大更有助于先熔化的外层金属脱离焊丝端部向熔池快速过渡。3结论(1)采用药芯焊丝窄间隙摇动电弧立向焊接,可获得良好的窄间隙立向自由成形焊缝。(2)在相同送丝速度条件下,摇动频率的增加引起坡口内熔滴过渡行为变化,电弧弧115长显著减小,电弧热惯性作用明显。(3)摇动频率增大,平均熔滴过渡频率提升,熔滴截面积减小;同时焊丝药芯滞熔促-5-
中国科技论文在线http://www.paper.edu.cn使熔滴尺寸增大,熔滴过渡时间增长,引起熔滴过渡频率和熔滴截面积的脉动变化。[参考文献](References)[1]陈和兴,易江龙.海洋工程焊接技术现状与分析[J].中国材料进展,2015,34(12):938-943.120[2]韩恩厚,陈建敏,宿彦京,等.海洋工程结构与船舶的腐蚀防护现状与趋势[J].中国材料进展,2014,33(2):67-75.[3]王定亚,莉萍.海洋钻井平台技术现状与发展趋势[J].石油机械,2010,38(4):69-72.[4]王元良,陈辉.药性焊丝焊接材料的发展[J].电焊机,2008,7(38):1-8.[5]MasayukiNAGAML.气保焊药芯焊丝的发展趋势[J].电焊机,2007,37(6):11-18.125[6]王加友,朱杰,苏荣近,等.摇动电弧窄间隙熔化极气体保护立向焊接方法[P].中国发明专利:ZL201110201702.2.[7]JiayouWANG,JieZHU,CaiZHANG,etal.Developmentofswingarcnarrowgapverticalweldingprocess[J].ISIJInternational,2015,55(5):1076-1082.[8]JiayouWANG,JieZHU,CaiZHANG,etal.EffectofarcswingparametersonnarrowgapverticalGMAweld130formation[J].ISIJInternational,2016,56(5):844-850.-6-'
您可能关注的文档
- 冀西北坝上地区五种作物的耗水肥特性与水分效益比较.pdf
- 功能化石墨烯负载金纳米粒子制备及其电学性能探究.pdf
- 华南陆块北缘新元古代负δ18O岩浆作用.pdf
- 双重不确定信息下双源采购策略研究.pdf
- 国际税收信息自动交换标准研究.pdf
- 基于光子技术的高速可调微波开关.pdf
- 基于遗传算法的茶多酚快速测定模型优化研究.pdf
- 尼古丁对MPTP致帕金森病小鼠嗅觉障碍的作用研究.pdf
- 无线通信中的空时自适应信号处理.pdf
- 表面活性剂(SDS、CTAB)对苯达松在土壤中吸附的影响.pdf
- 2017中毒应急预案4篇.doc
- 2017交通安全演讲稿(4篇).doc
- 2017小学家长会家长发言稿.doc
- 2017年6月职工个人工作总结.doc
- 2017年6月财务工作总结6.doc
- 2017年会晚会主持开场白范本.doc
- 2017年同事生日祝福语.doc
- 2017年小学开学典礼班主任讲话稿例文.doc
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明