

- 291.60 KB
- 2022-04-22 13:44:23 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'uz中华人民共和国地质矿产行业标准Dz/T0056一93水文水井钻探三牙轮钻头1993一02一19发布1993一07一01实施中华人民共和国地质矿产部发布
中华人民共和国地质矿产行业标准Dz/T0056一93水文水井钻探三牙轮钻头本标准参照采用了ISO3395《旋转钻井设备—牙轮钻头和刮刀钻头》。1主题内容与适用范围本标准规定了水文地质与水井(简称水文水井)钻探用三牙轮钻头的分类、型号、基本尺寸、技术要求、试验方法与检验规则等。本标准适用于水文水井钻探正循环三牙轮钻头(以下简称钻头)。引用标准GB3077合金结构钢技术条件GB4775石油钻杆接头JB741钢制焊接压力容器技术条件JB755压力容器锻件技术条件钻头的分类、基本尺寸及型号3.1钻头分类应符合表1的规定钻头分类号为一组三位数组成,首位数为牙齿类别及地层系列号,第二位数为地层分级号,末位数为结构特征代号。示例:适于钻凿第6系列第三级地层,具有第7种结构特征的钻头其分类号为“637",中华人民共和国地质矿产部1993一02一19批准1993一07一01实施1
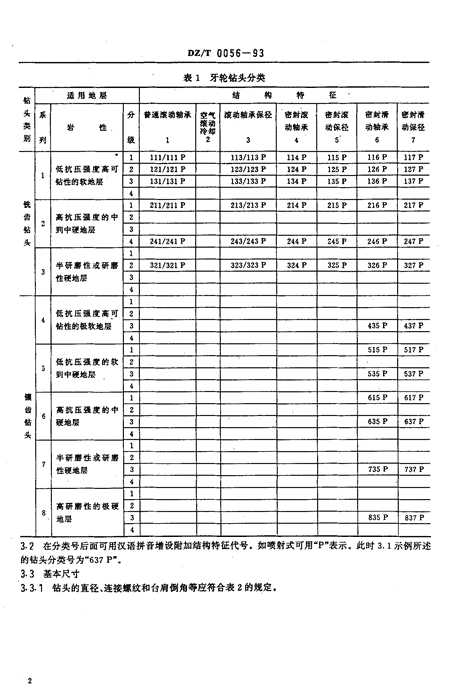
DZ/T0056-93表1牙轮钻头分类适用地层结构特征钻头系分普通滚动轴承空气滚动轴承保径密封滚密封滚密封滑密封滑滚动类岩性动轴承动保径动轴承动保径冷却别列级1234567匡111八11P}113/113P114P115P116P117P低抗压强度高可匡121/121P123/123P124P125P126P1127P1钻性的软地层匡}131/131P}133/133P134P135P136P137P口铣1}211/211P213/213P·}214P215P一}216P217P齿高抗压强度的中匡I一}2钻到中硬地层厅头F47241/241P243/243P244P245P246P!247P口}1半研磨性或研磨匡}321/321P}323/323P}324P325P一}326P327P3性硬地层同4}}一}}1}{}低抗压强度高可口4钻性的极软地层口435P437P区}匡}}515P517P低抗压强度的软口a到中硬地层国535P}537P4一}镶匡}}一615P617P齿高抗压强度的中口6钻硬地层口635P637P头口口半研磨性或研磨回7性硬地层口735P737P口习高研磨性的极硬同8地层同835P837P匡13.2在分类号后面可用汉语拼音增设附加结构特征代号。如喷射式可用“P”表示。此时3.1示例所述的钻头分类号为“637P",3.3基本尺寸3.3.1钻头的直径、连接螺纹和台肩倒角等应符合表2的规定。
DZ/T0056一93表2钻头直径、螺纹规格钻头直径台肩倒角直径基本尺寸极限偏差连接螺纹代号d士0.4mmmIl、(in)nlm95.23万2形REG(正规)公螺纹77.4120.64万2飞REG(正规)公螺纹91.7149.25陌3兄REG(正规)公螺纹104.4171.46沁200.07沁冷0804巧REG(正规)公螺纹135.3222.28万250.89%269.910形6%REG(正规)公螺纹186-9311.112K342.913巧374.614万393.715巧t10.““7%REG(正规)公螺纹或母螺纹215.1444.517巧508.020怡0408%(或7%)REG(正规)公螺纹或母螺纹242.5609.624注:①台肩倒角直径指带台肩(螺纹)连接的接触面的直径.②国产钻头直径系列见附录D(参考件〕。3.3.2钻头喷嘴的安装尺寸和水眼直径应符合表3的规定。’
Dz/T0056一93表3钻头喷嘴与装配规格喷嘴外径装配长度U钻头直径水眼直径幻基本尺寸极限偏差基本尺寸极限偏差95.2-120.620.317.54^-10149.2^-171.423.6一0.1319.65--16200.029.821.0一忿.307^-18222.2^-342.933.08^-20一0.1627.0374.6^-609.640.910^-22注:”为喷嘴入口端面至挡圈入口一侧台肩的长度。2)水眼直径为每档间隔1mm.3.4钻头型号3.4.1型号表示方法钻头的型口号由钻头的直径和分类号两部分组成。一}I一钻头分类号一一一一一一一,一一一一一一一钻头直径,mm(in)匕一一一一止一一—一—水文水井钻探代号示例:直径为215.9mm(8巧in)、分类号为“637P”的钻头,其型号为“S215.9-637P",3.4.2国产三牙轮钻头型号分类见附录E(参考件)。3.4.3钻头与套管的级配间隙见附录F(参考件)4钻头体结构形式4.1直径小于342.9mm(13坯in)的钻头制成无体式,即有三组装有牙轮的轮掌直接焊接而成.4.2直径大于342.9mm(13Yin)的钻头可制成无体式或有体式。有体式钻头是由三组装有牙轮的轮掌焊在铸造的钻头体上而成。5技术要求5.1产品应符合本标准的规定。并应按照经规定程序批准的图样及技术文件制造。5.2牙轮、轮掌应采用低碳合金优质结构钢制造。钢材的化学成分中硫、磷、铜含量应符合GB3077第3.1.1条的规定,最终热处理状态下的机械性能应符合表4的要求。
Dz/T0056一93表4牙轮、轮掌机械性能SeS,0MPaMPa霎%kJa/m"零件名称镶齿牙轮10798241040784轮掌和铣齿轮9817849405885.3牙轮、轮掌毛坯必须采用模锻件,锻件质量应符合JB755第12.1条的规定。54钻头体铸钢件应无裂纹,清理后表面应光洁、平整,不得有缩孔、粘砂、夹碴等影响产品强度和外观的缺陷。5.一﹄︺所有钻头零部件必须经检验合格。外购件、外协件必须有合格证明书,并验收合格后方可进行装配05.月匕装配前所有零部件必须清洗干净.密封钻头清洗后其轴承腔内及贮油补偿系统内部的残碴总质量不得超过300mg。检验方法应按附录A(补充件)进行。5.7钻头组装后的焊接应采用结构钢焊条。焊缝的强度不得低于490MPa;焊缝质量应符合JB741第17条的规定。5.8连接螺纹应符合GB4775中1.4条和2.5-2-11条规定.检验方法按GB4775中3.5一3.8条进行.5.9喷射式钻头的焊缝和流道系统须经试压检查,试验压力,气压不低于588kPa,水压不低于980kPa,稳压1min无渗漏。5.10密封钻头的轴腔和贮油补偿系统须抽真空后注油。抽真空后腔内压力不得高于266kPa,或注油后腔内空气含量不大于5%,5.11成品钻头三个牙轮背部对连接螺纹轴心线的径向圆跳动公差不得超过表5的规定。表5钻头背部对螺纹轴心线径向圆跳动公差mm钻头直径95.2-149.2171.4--250.8311.1-444.5508.0--609.6轮背对螺纹轴心线的1.01.52.03.0径向圆跳动公差注:测量应以连接螺纹为基准.镶齿钻头测量牙轮背锥面最高处;铣齿牙轮测量牙轮背锥面最低处(未堆焊部位)。5,12牙轮的高低差不得超过表6的规定。表6牙轮高低差mm钻头直径95.2^-149.2171.4^-250.8311.1^-444.5508.0^-609.6镶齿钻头0.81.01.31.7铁齿钻头1.21.41.72.1注:测量应以螺纹台肩面为基准。镶齿钻头测公外排齿转动到最商位置的齿顶商度(各牙轮取平均值),锐齿钻头测量牙轮背锥面最低处的高度.13各牙轮转动应均匀,不得有整卡现象,各牙轮之间不得互碰。
Dz/T0056一936试验方法与检验规则6.1所有钻头须经检验合格后才能出厂,出厂时均应附有产品质量合格证.6.2对钻头的下列各项应全部进行检查:a.钻头直径,b.牙轮转动情况,c连接螺纹;d.焊缝质量。6.3在已检验的合格批量成品中任意取2只钻头进行台架试验.试验方法、检测项目按附录B,C(补充件)进行。6.4对于钻头直径小于或等于311.1mm的新产品投入批量生产后的第一批成品和定型产品在结构、·工艺、材料等方面有重大改变时.应进行台架试验。试验方法、检测项目按附录B,C(补充件)进行。6.5在已检验的合格批虽成品中任意取5%,进行牙轮高低差和牙轮背部对连接螺纹轴心线的径向回跳动差的检验.其差值应符合5.11条和5.12条的规定.6.6用户有权根据本标准的要求对产品质量进行检查.7标志、包装、运翰、贮存7.1每只钻头应在接头非工作面按下列顺序作出标志:a.钻头型号;b.连接螺纹代号;c.出厂日期、编号,d制造厂名或商标。7.2钻头连接螺纹、密封台肩和喷嘴座孔内须涂防锈油脂,并加以保护;其余表面应喷涂保护漆。7.3包装箱应结实、美观、防碰,其规格应符合集装箱运输要求。7.4包装箱外面应作如下标志:a.钻头名称、型号,b.每箱数量;c.每箱质量(净重、毛重);d.包装箱规格(长X宽X高);e.收货单位与地址.了.5钻头在运输和贮存过程中应保持干燥、通风,防止日晒、雨淋和高温。了.6免费更换和修理的规定在正常运输和贮存条件下,自制造厂发货之日起一年内,产品因制造质量问题而影响使用性能时,应由制造厂家负责修理或更换。
Dz/T0056一93附录A密封钻头内部残法质t检测方法(补充件)A1检测部位牙轮内孔、流动体、衬套、轮掌轴颈和贮油补尝系统.A2清洗液普通工业用煤油。A3清洗方法在普通工业用煤油中,用指形钢丝刷刷洗贮油腔、长油孔、通油孔,用毛刷刷洗轮掌轴颈、牙轮内孔、滚动体及衬套等部位。A4测定方法将清洗后的煤油用实验滤纸过滤,滤出的残渣连同滤纸一起在75^-80℃下烘烤2.5h,然后称残渣的(不包括滤纸)实际质量,即为该钻头的残渣总质量。附录B试验方法(补充件)B1试验条件几钻凿对象为正火状态下的16Mn钢块。‘阮试验时的冲洗液为清水。乙切削齿试验和轴承试验时的钻压及转速应符合表B1的规定。表B1台架试验时的钻压及转速度钻压,N/mm转速,r/min钻头类型(分类号)切削齿试验轴承试验切削齿试验轴承试验415--43737062040445^5275277005060535--84777077060.注:N/mm为每毫米钻头直径所施加的力(牛顿)。B2试验程序钻头开始试验时钻压从。慢慢加至1/4额定值,转速用1/4额定值进行跑合,一小时应钻压和转速7
Dz/T0056一93同时增至1/2额定值,当大部分切削齿接触井底(钢块)后钻压和转速增至3/4额定值继续跑合,直至全部切削齿接触井底后,才将钻压和转速加足到额定值(见表B1)进入正常试验,并开始计时.更换新井底后须按同祥方法进行跑合,然后继续正常试验并计时。附录C检测项目及指标(补充件)c1切削齿工作寿命C1.1镶齿钻头切削齿工作寿命以钻头在台架试验中前40h内的掉齿率和断齿率(均不计轮背保径齿)作为评定指标。计算公式:二掉齿率二掉齿数X100%切削齿总数断齿率一橇禧鳌嵌X100oo镶齿钻头在台架试验中前40h的掉齿率和断齿率指标不应大于表C1的规定。表Cl台架试验前40h的掉街率和断街率指标掉齿率,%断齿率,%钻头类型(分类号)平均最高平均最高41552779‘57535^84768cZ轴承工作寿命c2.印袖承的工作寿命为钻头在台架试验中出现下列情况之一时为止的累计工作时间(不计跑合时几轮壁出现裂纹;阮轴承卡死;几轴承磨损量(径向或轴向)达到表C2中的规定数值。表C2轴承磨损量钻头直径95.2-171.4200.0-250.8311.1^-609.6轴承磨损量C2.2各型钻头在台架试验时的轴承工作寿命指标应不低于表C3的规定。
Dz/T0056一93表C3台架试验时轴承的工作寿命指标95.2-120.6149.2-200.0222.2-250.8311.1-609.6详平均最低平均最低平均最低平均最低l普通滚动轴承、滚动轴11813‘冲1016121914承、保径I密封滚动轴承、密封滚282030223224动、保径一】密封滑动轴承3540304030一一25密封滑动、保径705080608060
Dz/T0056一93附录D国产三牙轮钻头直径系列和螺纹连接规范表(参考件)表D1钻头直径台肩倒角直径基本尺寸极限偏差连接螺纹代号dmnl士0.4mmmm}95.23%104.84场2%REG(正规)公螺纹77.4107.94%a120.64%27sREG(正规)公螺纹91.7142.95%149.25飞巧2.463巧REG(正规)公螺纹104.4158.76%a165.16线171.46%190.57%+名.80200.078212.78%4巧R#G〔正规)公螺纹135.3215.98兄222.28万241.39巧244.59%250.89%269.910%6笼REG(正规)公螺纹186.9298.4I1万311.112K342.913巧374.614万+1-60393,715肠7%REG(正规)公螺纹或母螺纹215.1O444.517坏508.020609.624+言.408%(或7%)REG(正规)公螺纹或母螺纹螺纹242.5660,42610
Dz/T0056一93附录E国产三牙轮钻头型号分类表(参考件)表E1适用地层钻J幽飞名洲心,‘码否空气滚动轴承密封滚动密封滑动密封滑动卜~.,、,J们‘J留、岔盯徽切冷却头系分滚动保径轴承保径轴承保径类轴承岩性1345672别列级厅Yl/PlYB1/PB1}PMIMPBI}HP1}HPBI低抗压强度高可匡Y2/P2YB2/PB2PM2}HPB2HP2HPB21MPB3}HP3HPB3钻性的软地层厅}Y3/P3}}YB3/PB3}PM34铣HP4HPB4IY4/P4YB4/PB4PM4MPB4齿高抗压强度的中同2钻到中硬地层同头口YS/P5YB5/PB5PM5MPB5HP5HPB51}}}}一}半研磨性或研磨2}Y6/P6}}YB6/PB6PM6MPB6HP6HPB63性硬地层尸41}}}}}{一}一}低抗压强度高可24钻性的极软地层3}I}一}XMPl}}XHPI4}}}}一}}}IX,MP2XHP2低抗压强度的软2}}II一}}}5到中硬地层匡I}II一}XMP3}IXHP34镶1}}XMP4}XHP4齿高抗压强度的中匡}}6硬地层XMPSXHP5钻厅头4}}}}1}}}}一}半研磨性或研磨27性硬地层3}}}}XMP6XHP64}·}}1高研磨性的极硬匡}}}}8XMP7XHP7地层万}I}4}
nz/T0056一93附录F钻头与套管级配间隙(参考件)表F1套管尺寸可下入的最大套管与钻头钻头尺寸间的间隙外径内径mmn、m(in)mmnlm114.34Y}102.995.27.7139.75越127.3120.66.7168.36耳153.7149.24.5.一}193.7178.5171.47.1219.18",a203.7200.03.7244.59"226.722224.5273.010沁255.2250.84.4298.411万279.4269.99.5339.7138320.3311.19.2406.4163842374.6(342.9)9.6(41.3)473.118%450.,444.5(393.7)6.4(57.2)508.020478.8444.534.3附加说明:本标准由地质矿产部科技司标准计量处提出。本标准由地质矿产部水文地质工程地质技术方法研究所负责起草.本标准主要起草人李炳平。12'
您可能关注的文档
- DZT0047-1993水文水井钻机技术条件.pdf
- DZT0048-1993水文水井钻机试验方法.pdf
- DZT0049-1993立轴式地质岩心钻机质量分等规定.pdf
- DZT0050-1993立轴式地质岩心钻机技术条件.pdf
- DZT0051-1993地质岩心钻机系列.pdf
- DZT0052-1993坑道钻机系列.pdf
- DZT0053-1993液动冲击回转钻探技术规程.pdf
- DZT0054-1993定向钻进技术规范.pdf
- DZT0055-1993水文水井钻探硬质合金钻头.pdf
- DZT0057-1993水文水井钻探钻粒钻头.pdf
- DZT0058-1993地质岩心钻探用钳.pdf
- DZT0059-1993沙漠地区工程地质调查技术要求(比例尺1:10万~1:50万).pdf
- DZT0060-1993岩溶地区工程地质调查规程(比例尺1:10万~1:20万).pdf
- DZT0061-1993冻土地区工程地质调查规程(比例尺1:10万~1:20万).pdf
- DZT0062-1993红层地区工程地质调查规程(比例尺1:10万~1:20万).pdf
- DZT0063-1993黄土地区工程地质调查规程(比例尺1:10万~1:20万).pdf
- DZT0064.1-1993地下水质检验方法总则.pdf
- DZT0064.1-80-1993地下水质检验方法离子色谱法测定氯离子、氟离子、溴离子、硝酸根和硫酸根.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明