

- 233.64 KB
- 2022-04-22 13:44:24 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'oz中华人民共和国地质矿产行业标准DZ/T0057一93水文水井钻探钻粒钻头1993一02一19发布1993一07一01实施中华人民共和国地质矿产部发布
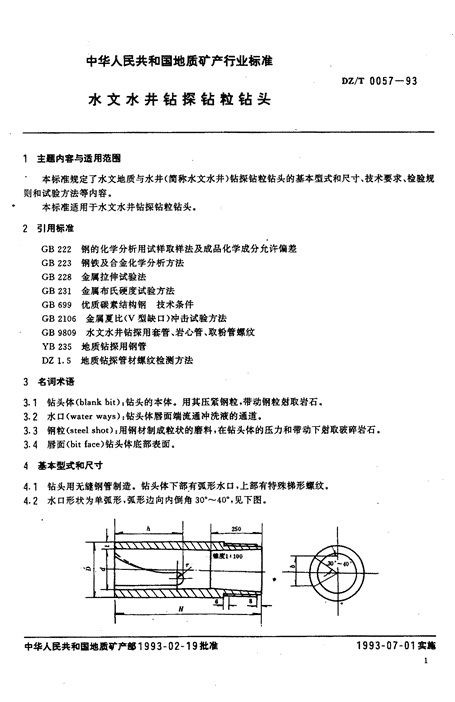
中华人民共和国地质矿产行业标准DZJT0057一93水文水井钻探钻粒钻头1主肠内容与适用范围本标准规定了水文地质与水井(简称水文水井)钻探钻拉钻头的基本型式和尺寸、技术要求、检验规则和试验方法等内容。本标准适用于水文水井钻探钻拉钻头。2弓!用标准GB222钢的化学分析用试样取样法及成品化学成分允许偏差GB223钢铁及合金化学分析方法GB228金属拉伸试验法GB231金属布氏硬度试验方法GB699优质碳素结构钢技术条件GB2106金属夏比(V型缺口)冲击试验方法GB9809水文水井钻探用套管、岩心管、取粉管螺纹YB235地质钻探用钥管DZ1.5地质钻探管材螺纹检测方法3名词术语3.1钻头体(blankbit):钻头的本体。用其压紧钢较,带动钢粒射取岩石。3.2水口(waterways);钻头体唇面端流通冲洗液的通道.3.3钢V(steelshot):用钢材制成拉状的磨料,在钻头体的压力和带动下封取破碎岩石.3.4唇面(bitface)钻头体底部表面。4基本型式和尺寸4.1钻头用无缝钢管制造。钻头体下部有弧形水Cl,上部有特殊梯形螺纹,4.2水口形状为单弧形,弧形边向内倒角300^400,见下图。中华人民共和国地质矿产郎,993一02-19批准1993一07一01实施1
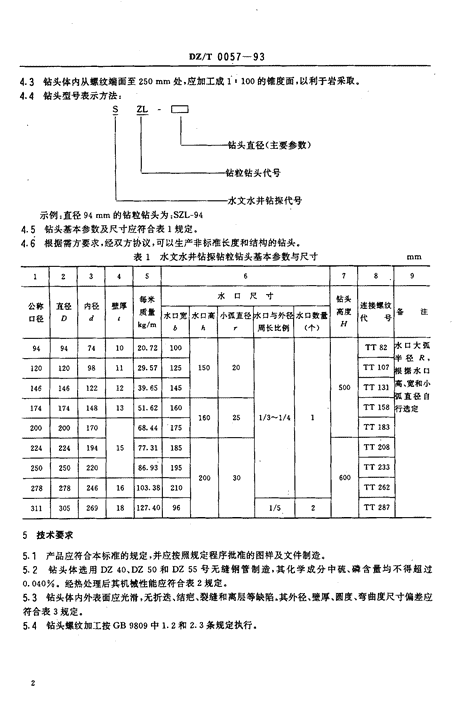
DZ/T0057一93钻头体内从螺纹端面至250mm处,应加工成户100的锥度面,以利于岩采取。:一:钻头型号表示方法:I}匕一钻头、‘要,钻粒钻头代号———水文水井钻探代号示例:直径94mm的钻粒钻头为;SZL-944.5钻头基本参数及尺寸应符合表1规定。4.6根据需方要求,经双方协议,可以生产非标准长度和结构的钻头。表1水文水井钻探钻粒钻头基本参数与尺寸123456789水口尺寸每米钻头公称直径内径连接螺纹质量高度备注口径Ud小弧直径水口与外径水口数量代号kg/m水qb宽水Qh高月tr周长比例(个)9494741020.72100TT82水口大弧半径R,120120981129.5712515020TT107根据水口高、宽和小1461461221239.65145S00TT131孤直径自1741741481351.62160TT158行选定160251/3^-1/4120020017068.44175TT1832242241941577.31185TT20825025022086.93195TT2332003060027827824616103.38210TT26231130526918127.40961/52TT2875技术要求5.1产品应符合本标准的规定,并应按照规定程序批准的图样及文件制造.5.2钻头体选用DZ40,DZ50和DZ55号无缝钢管制造,其化学成分中硫、磷含量均不得超过。.040写.经热处理后其机械性能应符合表2规定。5.3钻头体内外表面应光滑,无折迭、结疤、裂缝和离层等缺陷.其外径、壁厚、圆度、弯曲度尺寸偏差应符合表3规定。5.4钻头螺纹加工按GB9809中1.2和2.3条规定执行。
DZ/T0057一93表2钻头体材质机械性能a,众HR%,/:;:钢号MPa不低于DZ4063739214"39DZ506864901239270285Dz557355391239注:冲击韧性试验值只供参考。表3钻头体偏差表外径D壁厚t圆度t弯衅%%%n】nl/nl士1十1051.55.5钻头螺纹表面应光滑,不允许有裂纹,损伤及其它影响螺纹连续性或强度的缺陷.其表面祖糙度不得大于&3.2”。。516钻头螺纹尺寸公差应符合表4规定。表4钻头螺纹偏差表mm螺纹参数偏差备注-0.100外螺纹大径-0.215垂直于螺纹轴线测量一0.050外螺纹小径一0.165户外琢纹牙顶宽一0.120在公称螺纹顶径上的作用牙顶宽57钻头螺纹不允许用退刀槽代替不完整螺纹,不完整螺纹长度不得超过图示要求(见上图)。5.8钻头螺纹密封端面与螺纹大径轴线垂直度误差不得大于0.1mm,密封端面粗糙度不得大于R.l.6pm,5_9钻头水口边毛刺应打平。6检验规则和试验方法6.1钻头产品必须经生产厂检验部门按本标准规定的技术要求检验合格后方能出厂,出厂时均应附有产品质量合格证书。62钻头产品的下列各项应全部检查:8.钻姜吉释和高度;b,连接螺纹;心水口尺寸。6.3钻头直径、高度和水口尺寸用量规和游标卡尺检查.6.4钻头螺纹用环(塞)规进行性查,按DZ1.5规定进行。6.5钻头螺纹垂直度检验,在同一批成品中取5%用专门量具进行检查,其误差应符合518条规定。6.6钻头表面硬度检脸,在同一批成品中取5%,按GB231进行。检查位置应在距螺纹台肩面
Dz/T0057一9325.4mm以外,硬度范围应符合表2规定。6.7每批或200个中任取一个试样进行钢材化学成分检验.按GB222规定选取试样,按GB223规定进行化学分析检查.6.8每批或200个中,任取一个试样进行机械强度检验。按GB228规定进行拉伸强度试验,按GB2106规定进行冲击韧性试验.6.9钻头成品应在同一规格、相同热处理规范的一批产品中取样检查。其机械性能应符合表2规定。如发现有一个不合格时.应加倍抽样检查。6.10用户有权根据本标准规定对产品质量进行检验。7标志和包装7.1按本标准制造的每只钻头出厂前应在外园标记区(距螺纹台肩面32mm处)打印下列标记:a.钻头型号和规格(代号);b.出厂编号;c.制造厂名称(或商标)。7.2钻头成品在包装前应清洗干净。丝扣部分应涂上防锈油脂,并配有护丝接箍。7.3由厂方和需方协议确定包装的规格和每箱所装钻头数量。其包装箱应符合陆路、水路运轴及装载的要求。了.q包装箱外应注明:a.收货单位及地址;b.钻头型号和数量;c每箱质量(净重、毛重);d.包装箱尺寸(长X宽X高);e制造厂名称;f.出厂年、月、日。7.5钻头装箱后应放在通风干燥处,不允许露天堆放。
Dz/T0057一93附录A桐粒(补充件)钻粒钻头钻进用钢粒是用钢材或钢丝切割而成,也可用符合技术要求的废钢丝绳破股后切割制造,其形状为长度等于直径的图柱体。A1钢粒的规格尺寸应符合表A1规定。表A1钢粒规格尺寸mm钢粒规格2.53.03.54.0直径和长度许可范围2.3-2.72.8-3.23.3-3.73.8-4.2A2钢粒的机械性能符合表A2规定。表A2钢粒机械性能钢较规格,mm2.53.03.54.0抗压强度,kgf/拉980120014001600硬度HRC>50>50>50>50A3钢粒用钢丝钢号及化学成分见表A3,表A3钢粒材质化学成分化学成分.%钢号备注镶铬硫确碳硅锰帆<<<<650.62/0.700.17/0.370.5/0.80.250.250.040.04700.67/0.750.17/0.370.5/0.80.250.250.040.0465锰0.62/0.700.17/0.370.9/1.20.250.250.040.04按GB699-6570锰0.67/0.750.17/0.370.9/1.20.250.250.040.0495锰硅钒0.62/0.701.1/1.40.9/1.20.05/0.120.250.250.040.04A4钢粒的技术要求A4.1钢粒切割的两端面要求垂直于圆柱体中心线,偏斜误差不得超过100.A4.2钢粒表面应无锈蚀、剥蚀和污损,并浸涂一层防锈油。A4.3抗压试验:加压方向与钥粒轴线方向垂直。在允许抗压强度范围内不扁不碎,超过抗压强度时压破为2^-3瓣。A4.4合格率:钢粒的外观、抗压强度、硬度及破碎瓣数的合格率均应达到90%以上。A5钾较的热处理A5.1淬火加热温度:钢粒淬火的加热温度,应根据铁碳平衡图上相当位置来选择(见表A4).钢粒的含碳量为。600"0.8%左右,属于亚共析钥,其加热温度应取ACa线以上30-500C,淬火后钢粒的机5
Dz/T0057一93械性能和金相组织全部符合要求。加热温度过高,不仅会产生脱碳现象,同时结晶粗大、性脆,又会降低钢粒的机械强度。表A4钢粒淬火加热表含碳量.%淬火温度℃加热颜色0.45-0.55900橙黄色0.60^-0.70850^-880亮红色或橙黄色0.80^-0.90800^-850浅摇红色或亮红色A5.2淬火剂:用机油、变压器油、茶油、菜子油等做钢粒的淬火剂,淬火后钢粒的抗压强度大,韧性好,硬度稍低于水淬。A5.3钢粒的回火:淬火后的钢粒必须经过低温回火(200-250℃之间)处理,消除其内应力的影响.一般采用油溶炉回火。A6钢粒质t检验A6.1形状和规格检验:从每班所产钢粒中任取100颗进行形状和规格检查,不合格的钢粒数量如超过10%,则为不合格。A6.2抗压力试验:从每班所产钢粒中任取10或20颖置于YG15硬质合金压板中,缓慢加压,记录每颗钢粒破裂时的压力数。如有10%以上的钢粒不能满足规定的抗压强度指标,或被压扁、破碎瓣数为4块以上、直径上的永久变形超过钢粒直径的25%尚不破裂,则为不合格。A6.3硬度试验:从每班所产钢粒中任取10颗用洛氏硬度计(HRC)按硬度试验规定进行试验,如有10%以上的钢拉硬度达不到规定时,则为不合格。A6.4抗压力和硬度不合格的钢粒,允许复检两次,如仍不合格者,应重新热处理,但不能超过两次。A6.5未经检验和按上述A6.1-A6.3试验中有一项不合格的钢粒不准出厂。附录B钻粒钻头与岩心管级配情况(参考件)表B1外径.mm内径,mm螺纹岩心管钻头相差岩心管钻头相差岩心管钻头卞8994577743TT82TT82114.3i二05。T101.5983.5TT107TT107139.71466.3124.31222.3TT131TT131168.31745.7150.41492,4TT159TT158193.72006.3177.11707.1TT183TT18321夕.12244.9201.319飞7.3TT208TT208
Uz/T0057一93续表B1外径,mm内径,mm螺纹岩心管钻头相差岩心管钻头相差岩心管钻头244.52505.5226.72206.7TT233TT233273.02785255.22469.2TT262TT262298.43056.6279.426910.4TT287TT287附录C钻粒钻头与套管级配情况(参考件)表C1mm套管可下入最大单边间隙钻头(近似值)外径内径114.3102.9944.5139.7127.31203.6168.3153.71463.4193.7178.5(174)146(2.3)16.2219.1203.717414.8244.5226.720013.3273.0255.2(250224(2.6)15.6298.4279.425014.7339.7320.33057.6附加说明:本标准由地质矿产部提出。本标准由地质矿产部水文地质技术方法研究所负责起草。本标准主要起草人郑燕堂。'
您可能关注的文档
- DZT0048-1993水文水井钻机试验方法.pdf
- DZT0049-1993立轴式地质岩心钻机质量分等规定.pdf
- DZT0050-1993立轴式地质岩心钻机技术条件.pdf
- DZT0051-1993地质岩心钻机系列.pdf
- DZT0052-1993坑道钻机系列.pdf
- DZT0053-1993液动冲击回转钻探技术规程.pdf
- DZT0054-1993定向钻进技术规范.pdf
- DZT0055-1993水文水井钻探硬质合金钻头.pdf
- DZT0056-1993水文水井钻探三牙轮钻头.pdf
- DZT0058-1993地质岩心钻探用钳.pdf
- DZT0059-1993沙漠地区工程地质调查技术要求(比例尺1:10万~1:50万).pdf
- DZT0060-1993岩溶地区工程地质调查规程(比例尺1:10万~1:20万).pdf
- DZT0061-1993冻土地区工程地质调查规程(比例尺1:10万~1:20万).pdf
- DZT0062-1993红层地区工程地质调查规程(比例尺1:10万~1:20万).pdf
- DZT0063-1993黄土地区工程地质调查规程(比例尺1:10万~1:20万).pdf
- DZT0064.1-1993地下水质检验方法总则.pdf
- DZT0064.1-80-1993地下水质检验方法离子色谱法测定氯离子、氟离子、溴离子、硝酸根和硫酸根.pdf
- DZT0064.10-1993地下水质检验方法二乙基二硫代氨基甲酸银分光光度测定砷.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明