

- 167.88 KB
- 2022-04-22 13:42:05 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'免费标准下载网(www.freebz.net)Fz/"r91019-1998前言导布辊系印染机械专件,使用广泛,其制造精度直接影响染整加工织物的质量,为此,规范导布辊制造工艺,提高制造质量,以满足染整工艺的要求。本标准由原中国纺织总会技术装备部提出。本标准由无锡纺织机械研究所归口。本标准起草单位:无锡纺织机械研究所、黄石纺织机械厂昆山分厂、仪征纺织机械厂。本标准主要起草人:陈光辉、胡国珍、曹翠美、赵蓉贞、周辛瑞、张有富。免费标准下载网(www.freebz.net)无需注册即可下载
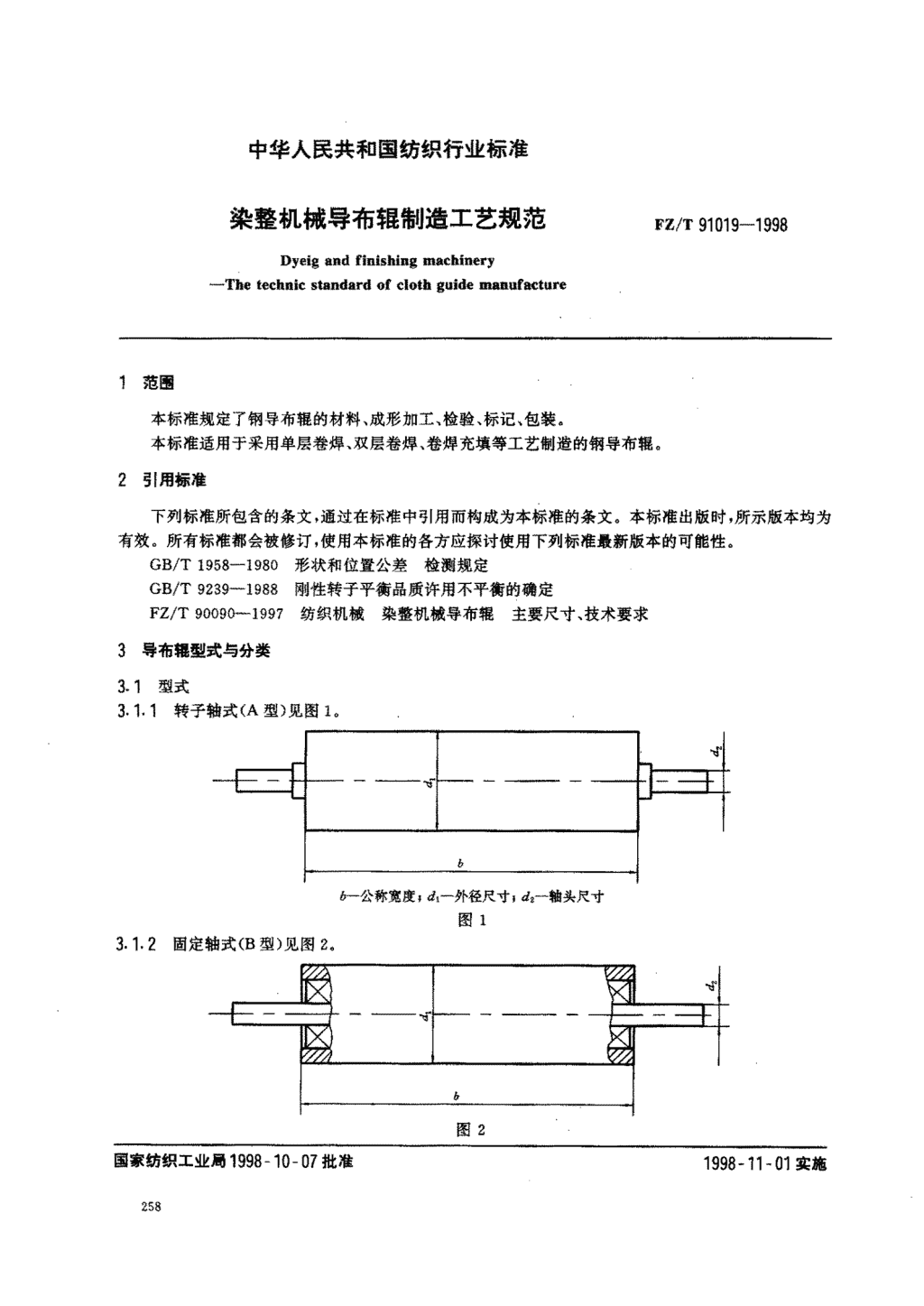
免费标准下载网(www.freebz.net)中华人民共和国纺织行业标准染整机械导布辊制造工艺规范FZ/T91019-1998Dyeigandfinishingmachinery一.Te比chnicstanda川ofclothgui血manufacture,范围本标准规定了钢导布辊的材料、成形加工、检验、标记、包装。本标准适用于采用单层卷焊、双层卷焊、卷焊充填等工艺制造的钢导布辊。2引用标准下列标准所包含的条文,通过在标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T1958-1980形状和位置公差检测规定GB/T9239-1988刚性转子平衡品质许用不平衡的确定FZ/T90090-1997纺织机械染整机械导布辊主要尺寸、技术要求3导布辊型式与分类31型式3.,,转子轴式(A型)见图10—一—才卜卜一斗}bb一公称宽度子d,一外径尺寸,dE-轴头尺寸图13.1.2固定轴式(B型)见图2<贾lL一—才—一,一卜}纂}171b图2国家纺织工业局1998一10一07批准1998一11一01实施免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)FZ/T91019-19983.2分类3.2,单层卷焊3.2.2双层卷焊。3.2.3卷焊充填。4材科4.1外层辊体:OCrl9Ni9(1Crl8Ni9Ti)钢板,OCrl8Nil2Mo2Ti(1Crl8Nil2Mo2Ti)钢板。4.2内层辊体:Q235-A钢板。4.3轴头;OCrl9Ni9(1Crl8Ni9Ti)>OCrl8Nil2Mo2Ti(1Crl8Nil2Mo2Ti)或Q235-A.4.4闷头:Q235-A,4.5保护片:OCr19Ni9QCrl8Ni9Til钢板,oCrl8Nil2Mo2Ti(1Cr18Nil2Mo2Ti)炯板。4.6充填物:发泡聚氨醋塑料。5成形加工5.1辊体下料5.1.1板材检验:钢板表面不得有明显的划痕、夹灰、起皮等缺陷。5.12清理剪板机工作台面,不准有杂渣存在。5.1.3定位下料,以两点为基准,保证两长边平行。514剪切时严防表面划伤,板与板之间要垫好隔纸。5.2辊体压回成形5.2.1清理压圆模,不得有杂渣、毛刺。5.2.2调整压圆模,校准上、下模间隙.5.2.3压圆应使圆弧圆滑完整。5.3辊体点焊5.3.1清除点焊模内杂质、毛刺。5.3.2在焊缝处用丙酮擦洗干净,夹紧焊模,焊缝必须平整。5.3.3用氮弧焊点焊辊体,点焊间距一般为50^."60mm,间距应均匀。5.3.4点焊后整形。54辊体焊直缝5.4.1焊前必须用丙酮擦洗清除焊缝周围30mm处油污脏物。5.4.2严格控制I弧焊焊接电流、氢气流量、焊接速度,焊缝必须焊透、平整、光滑、无咬边、无气孔。5.5辊体焊缝整形5.5.1清除焊缝和滚轮上的毛刺,调整滚压机压力,滚压焊缝。5.5.2滚压后的辊体表面应光滑,无明显高低现象。5.5.3抛光焊缝划痕,经抛光后的辊体焊缝处不准留有焊疤迹及不圆滑的现象。5.6辊体辘圆5.6.1清除辊体内腔杂物及毛刺,去除辊体表面油污灰尘。5.6.2调整辘模:各螺母松紧一致,辘头中心线与辘模中心线同轴度《。.Zmm,5.6.3辊体辘圆,同时通入冷却液,必须控制辊体径向圆跳动。5.6.4内辊体擦洗干净,用油压机均匀缓慢压人外辊体后辘圆即成复合辊体,必须控制辊体径向圆跳动要求。5.6.5按图样尺寸,割辊体长度,控制辊体剩余不平衡度。57闷头轴结合件免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)FZ/T91019-19985.7.1闷头成形。5.7.2轴头经校直后加工,全长弯曲度《。.5mm,5.73闷头、轴头装配后点焊,经校正后方可焊接,焊后产品不准偏斜,去除焊渣,表面平整。5.7.4闷头外圆配作。5.8组装单层卷焊或双层卷焊类导布辊5.8.,擦洗干净辊体内腔,将闷头轴结合件压入辊体,按图样要求定位后环焊,焊缝光滑。5.8.2复量辊体总长,安装保护片,环焊周边,焊缝平整光滑.5.8.3加工轴头。5.9组装卷焊填充类导布辊5.9.1辊体内腔擦洗干净,将闷头结合件压入,按图样尺寸要求定位后环焊,焊缝光滑。5.9.2将填充物聚氨醋R组分、B组分、阻火剂及其他微量成分按比例配制,通过工艺孔注人辊体腔内。5.9.3复量辊体总长,保护片环焊,焊缝平整光滑。5.9.4加T-轴头。5.10导布辊粗抛5.10.1用细锉刀修复表面缺陷,用力均匀,刀痕轻细。5.10.2辊体外圆抛光。5.11导布辊校直5.12导布辊精抛5.12.1采用砂带抛光,辊面光滑。5.12.2辊面粗枪度达到FZ/T90090的有关要求,其余按图样要求。5.13导布辊校直5.13.1采用专用工夹具,支撑点于轴承安装位置,调校导布辊径向圆跳动。5.13.2导布辊全跳动达FZ/T90090的要求。6检验61许用剩余不平衡度用静平衡方法测辊休表面(即辊体直径二分之一处)的剩余不平衡品质,不大于GB/T9239的G40,6.2许用弯曲度符合FZ/T90090的规定,检验方法为用V型铁支承贴近辊体两侧处(见图3),导布辊在公称宽度上均载250N/m下保持时间不少于5min,检查辊体二分之一处承载前与承载时的弯曲度,其值不大于公称宽度(单位以米计)乘以导布辊的质量等级。‘干a12图36.3辊体径向的全跳动检验按GB/T1958的规定。免费标准下载网(www.freebz.net)无需注册即可下载
免费标准下载网(www.freebz.net)Fz/T91019-19986.4辊体表面光滑无毛刺、无划伤,用高弹尼龙丝擦辊体,表面无勾丝。7标记71标记内容:导布辊型式、辊体外径、轴径、公称宽度、质量等级。72标记位置:将印有标记内容的不干胶粘在轴头非配合表面。8包装8.1导布辊轴头涂防锈油或防锈漆。8.2导布辊采用热塑封包装。免费标准下载网(www.freebz.net)无需注册即可下载'
您可能关注的文档
- FZT91003.8-1993纺织机械制造工艺管理导则工艺文件的修改.pdf
- FZT91003.9-1993纺织机械制造工艺管理导则工艺验证.pdf
- FZT91004-1994工序间防锈和成品防锈技术规程.pdf
- FZT91005-1995FZT91005-1995.pdf
- FZT91006-1995电镀和化学涂覆.pdf
- FZT91006-2007纺织机械镀覆和化学处理.pdf
- FZT91007-1995纺织机械产品涂装工艺.pdf
- FZT91007-2004纺织机械产品涂装工艺.pdf
- FZT91018-1996纺织机械渐开线圆柱齿轮加工工艺规范.pdf
- FZT91020-1998不锈钢设备制造工艺规程.pdf
- FZT91021-1999纺机零件及成品防锈材料与工艺规范.pdf
- FZT92001-1991旋转手柄.pdf
- FZT92002-91弓形拉手.pdf
- FZT92003-1991双管夹.pdf
- FZT92004-1991单面管夹.pdf
- FZT92005-1991双面管夹.pdf
- FZT92006-1991双管式管夹.pdf
- FZT92007-1991三管式管夹.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明